-Продолжаем печатать себе зубы, сердца и легкие. -Продолжаем проектировать принципиально новые нескучные принтеры с помпонами и драконами на направляющих. -Продолжаем печатать на заказ по цене пластика, моделируя по фото за бесплатно. -Пишем свои слайсеры, препроцессоры для слайсеров, постпроцессоры и ремешим toolpaths в 200 метровые obj для CFD анализа -Покупаем готовые 3D-принты у китайцев, печатающих на заказ. -Работаем на ферме Ашота, который купил десяток дерьмовых принтеров и теперь монополизирует местный рынок. -Открываем свои фермы печати и монополизируем рынок дилдаков, спортинвентаря, спорт-сексинвентаря и ювелирки в своем мухосранске. -Пытаемся спроектировать свой SLS/SLM принтер из говна и лазерных указок
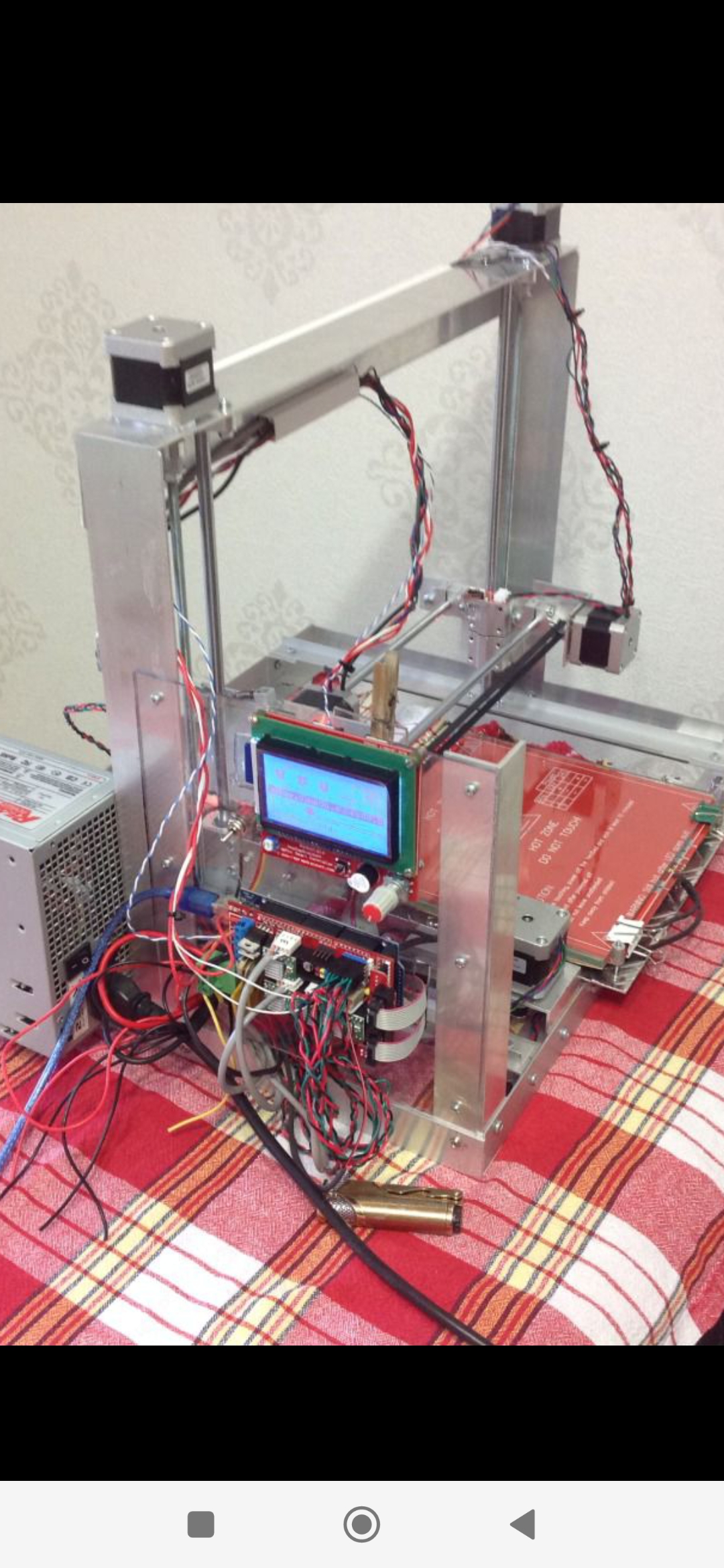
Покупать или собирать: https://2ch.hk/ra/res/419869.html#426470 TL;DR:Если у тебя руки не из жопы и ты не прогуливал пары по солидворксу, держал в руках шаговик с ардуиной - можешь задумываться о сборке своего принтера
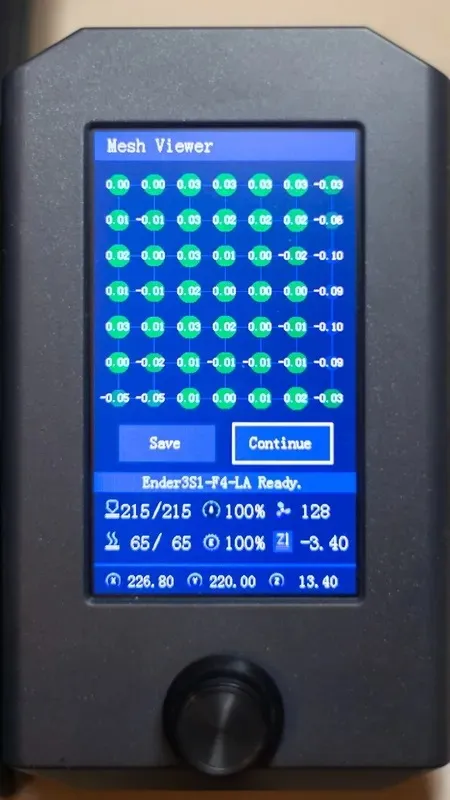
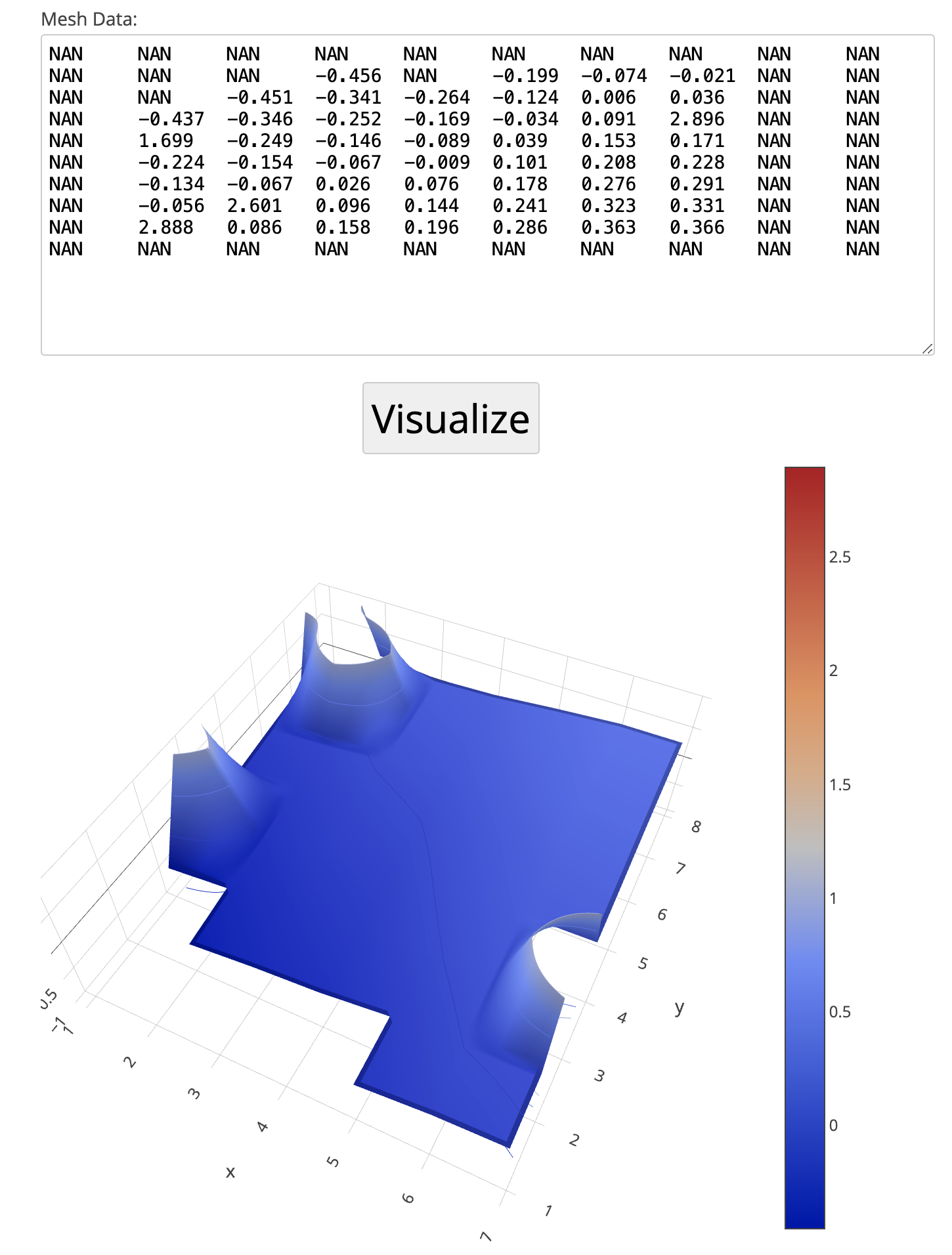
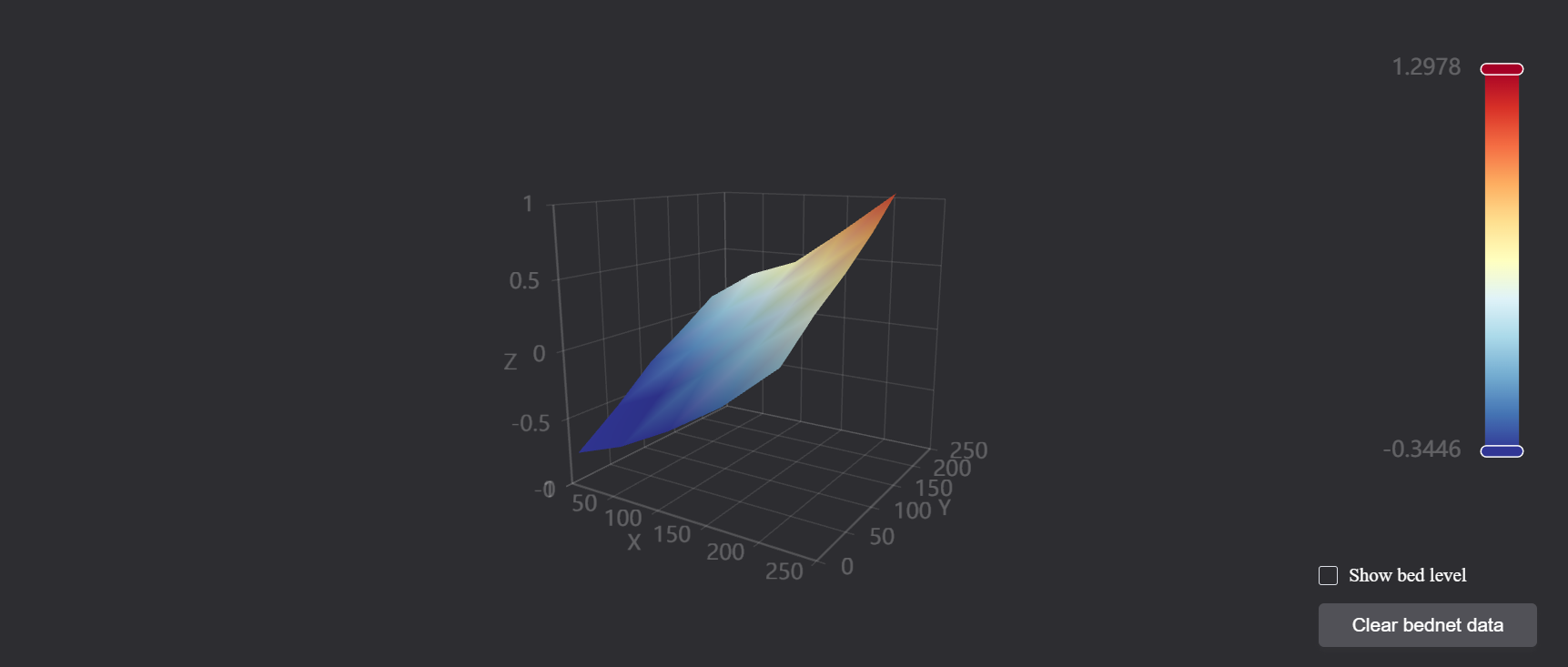
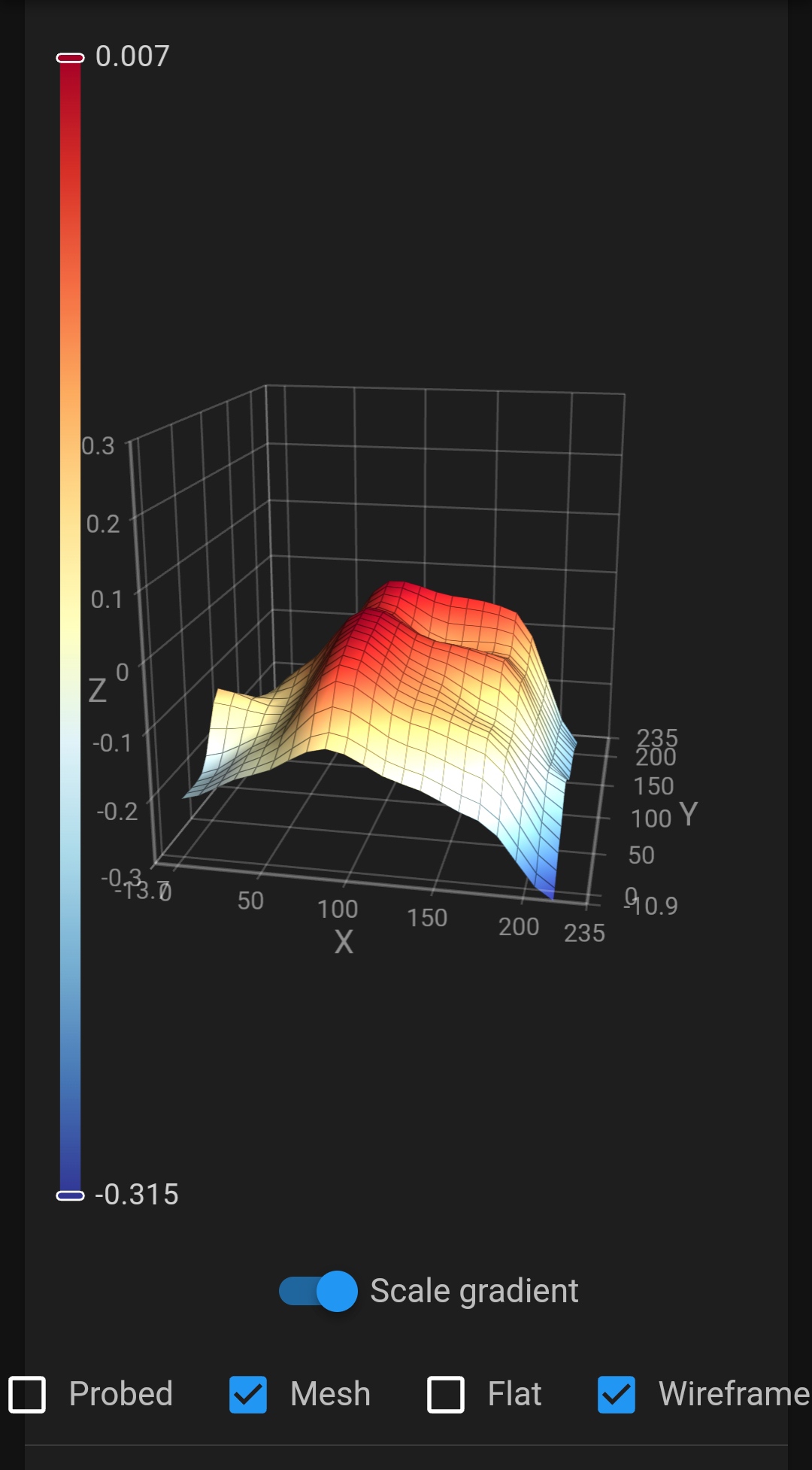
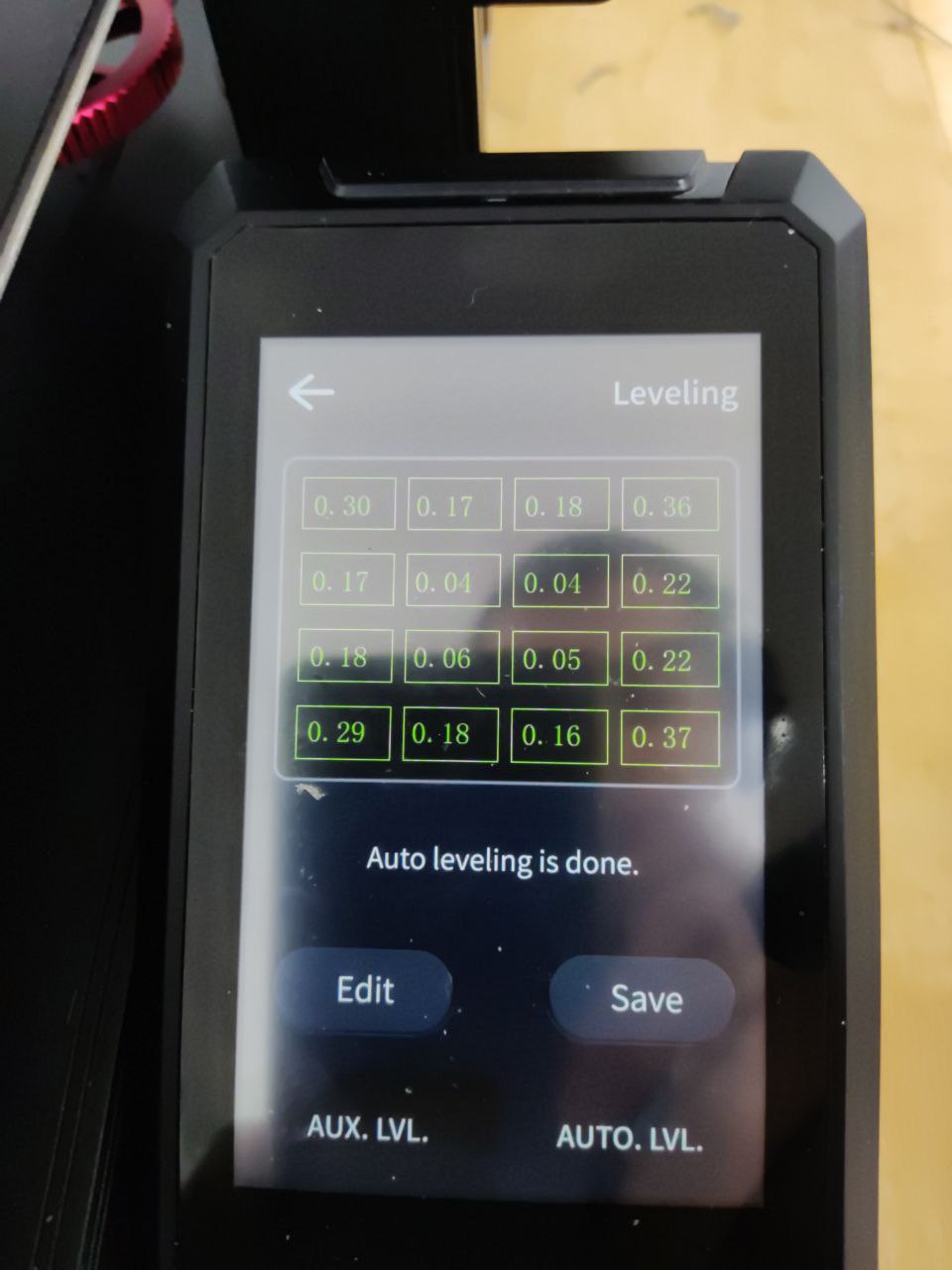
>>550421 (OP) В прошлом треде клиппер оказался умнее меня и не давал запустить bltouch. В конце-концов я осознал свой долбоебизм и всё сделол. Теперь не могу разобраться с bed mesh level-ом. С мешем получается печать хуже, чем без него. Оффсеты вроде правильные, PROBE_ACCURACY даёт разбег не 0,0125 мм, что в документации названо "acceptable". Размер сетки — 6х6 с интерполяцией Лагранжем с 3х3 точками. Разбег на самом меше 0.25 мм на весь стол. Строил несколько раз, меш тот же. На кручение винтов реагирует правильно. Строю, естественно, на горячую. Загружаю меш, получается хуйня. Не загружаю меш, печатает нормально. ЧЯДНТ?
>>550428 если у тебя собачий интеллект и ты не способен самостоятельно подумать над своими ошибками -- то тебе ничего не поможет, ты биомусор, таков ролл, смирись.
>>550428 В 90% случаев всякие подходы и хорошие практики неприменимы или не оправданы для 3д печати. С точки зрения эстетического вида, да хуй его знает, просто смотри как делают другие и бери в пример.
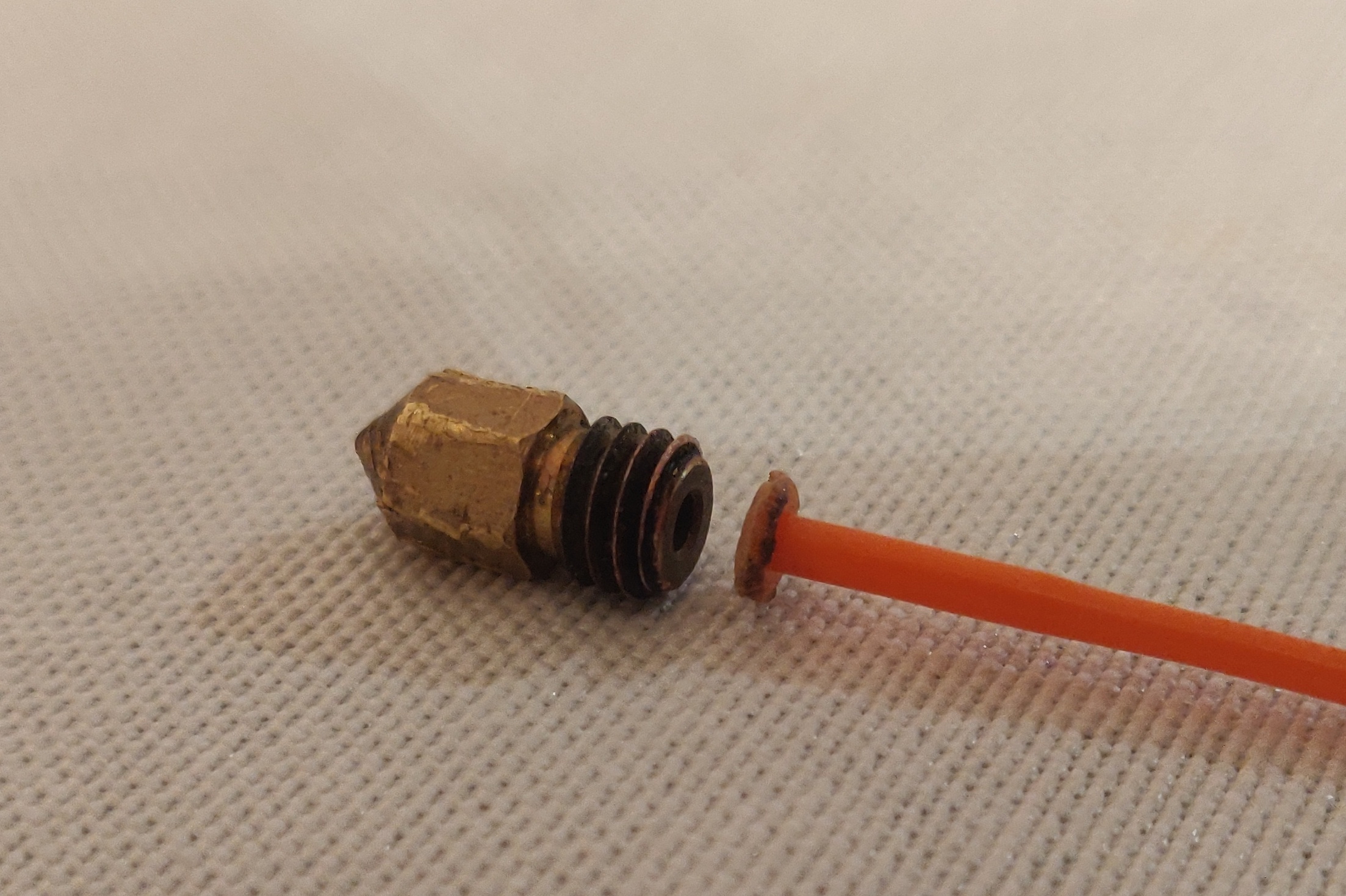
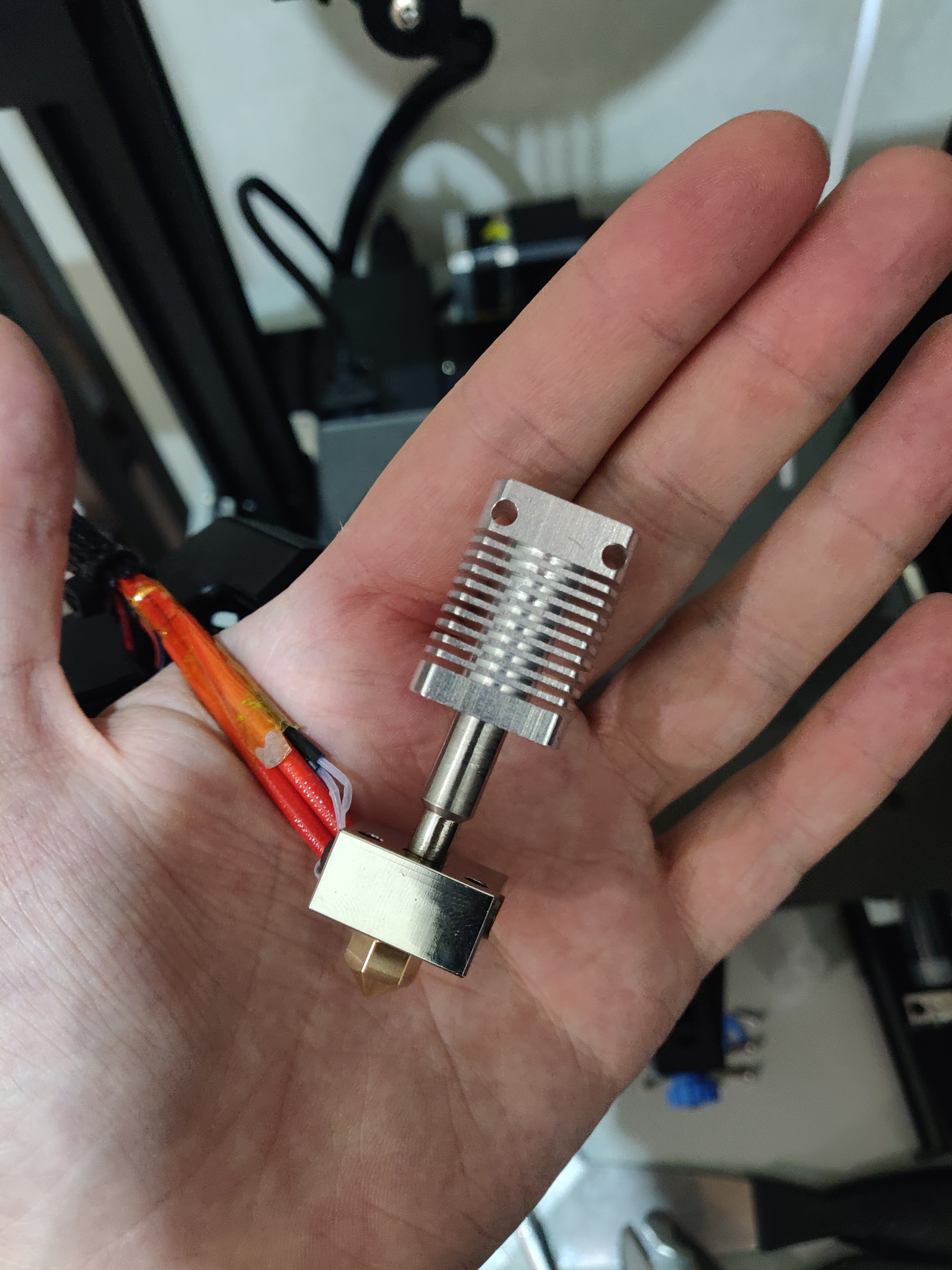
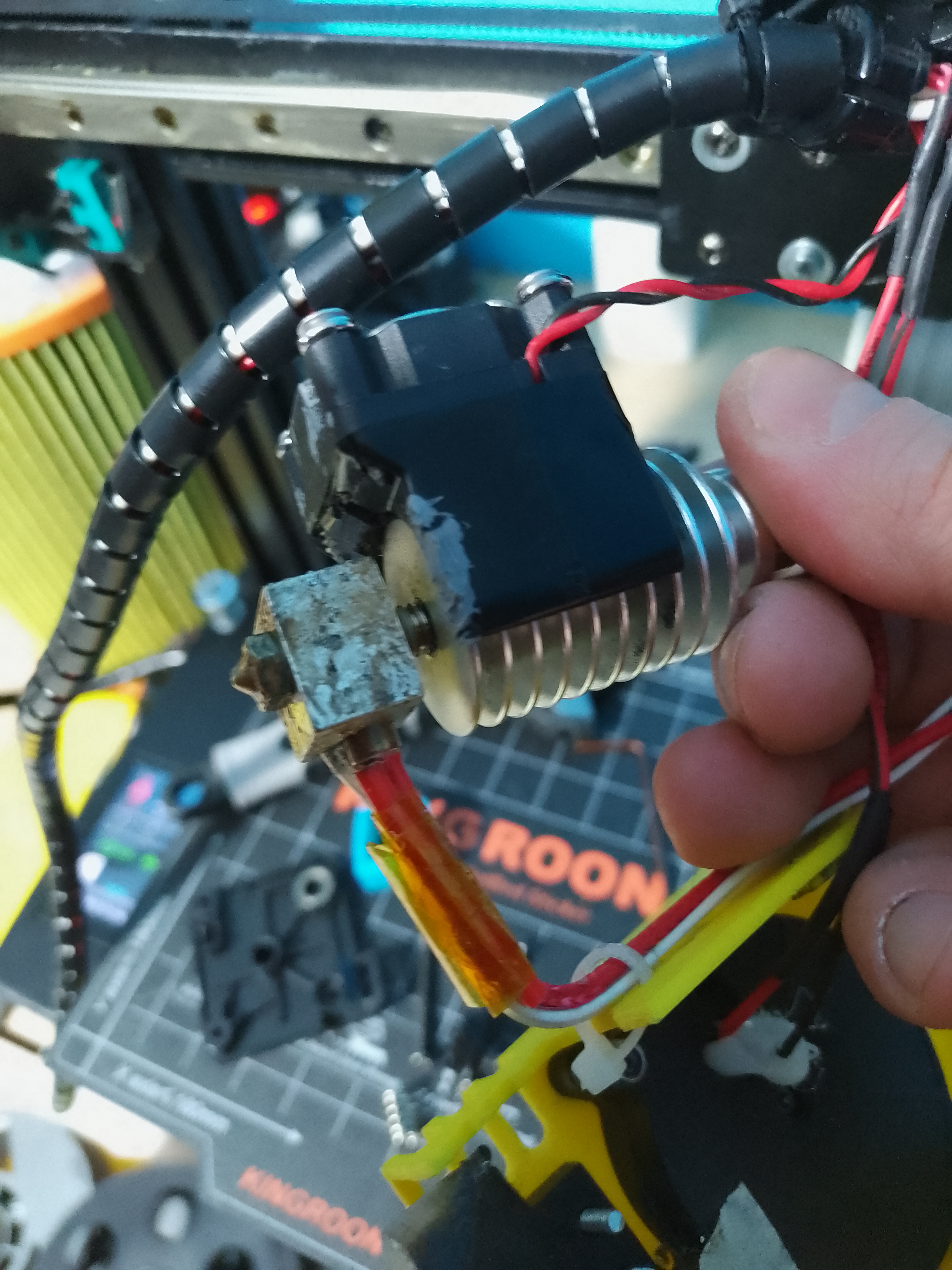
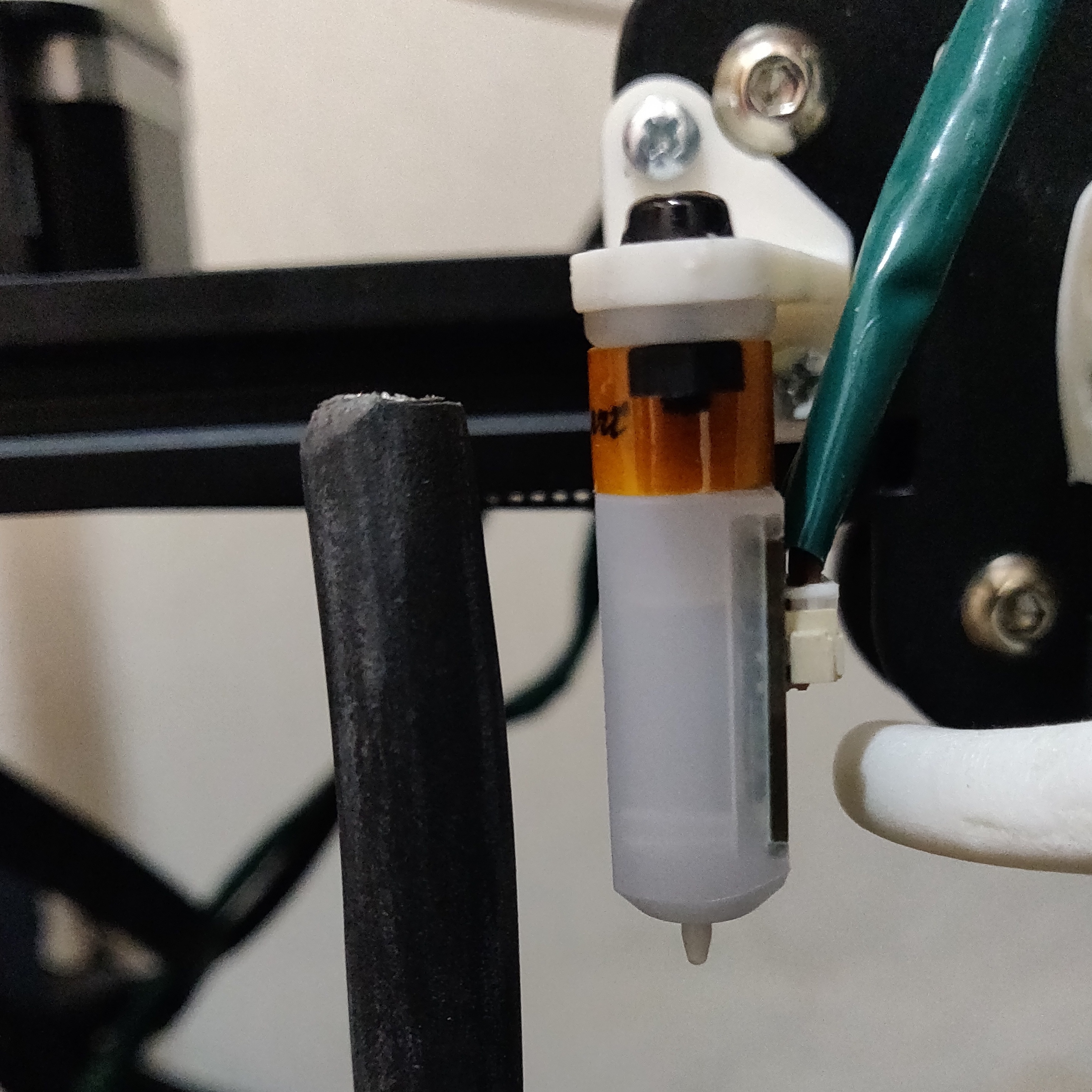
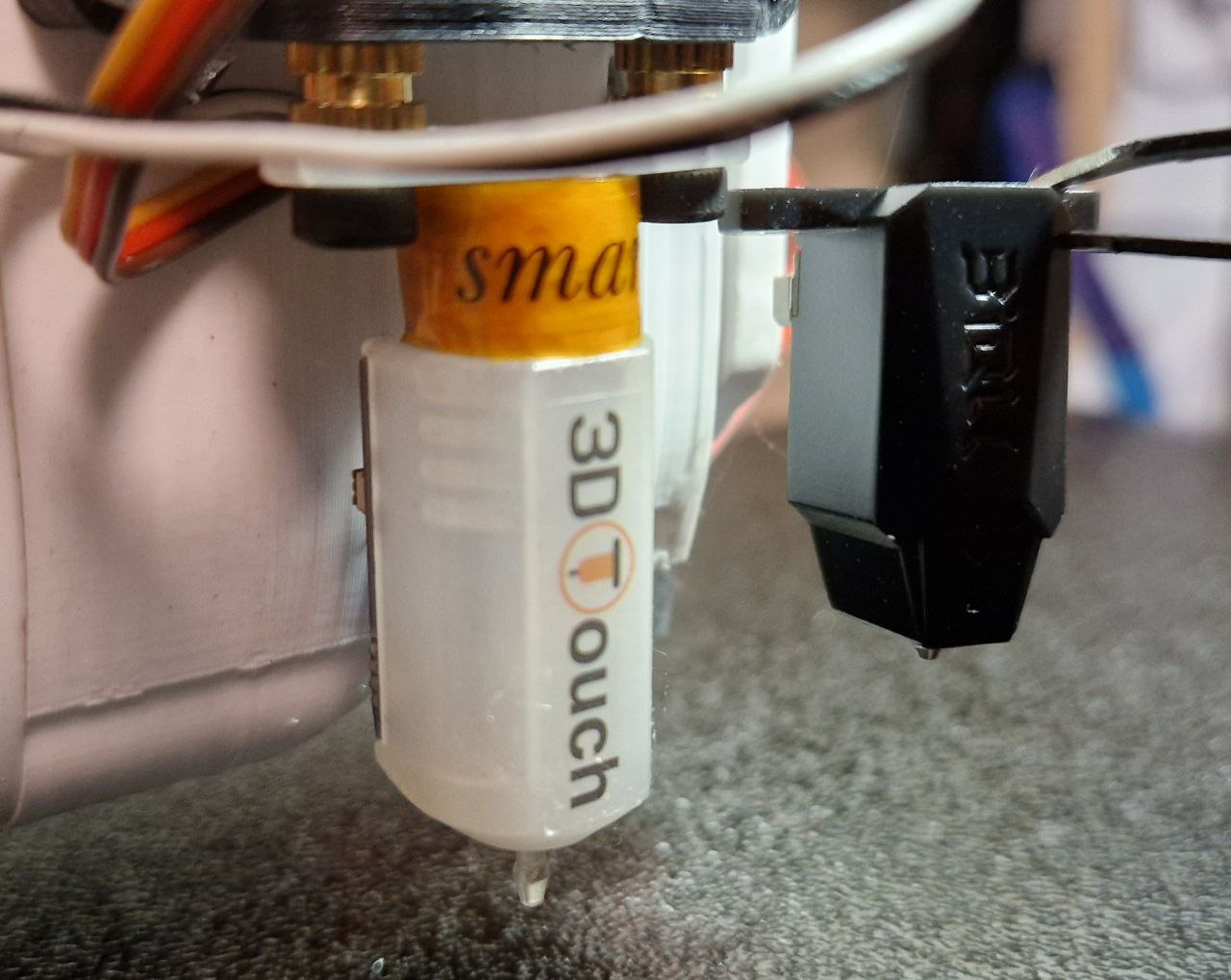
Сопло внури всё в нагаре, филамент за ним в пробке. Это нормально или нет? Закрутить больше нихуя не могу. То что сорвано это нормально, не было ключа и разрочил разводным
>>550472 Бля, реально затягивал холодным, здравый смысл мне подсказывал не обслуживать включенную технику, тем более когда она раскалена а у меня металлический ключ. >>550474 Я в ДХМ на ночь оставил, всё лишнее растворилось, кажется только цвет остался.
>>550474 Меняются ли свойства латунных сопел после прокаливания и можно ли их дальше использовать как ни в чем не бывало? Моё от прожарки побелело, но вроде бы полностью очистилось от говна
>>550545 Нет, как раз горячим. Одно латунь, другое алюминий – оба очень мягкие металлы, сорвать как нехуй делать. Очень легко крутилось и я переборщил. Не сказать что усилие какое-то уже очень сильное даже было.
>>550551 Ага, теперь то я понял, но всю эту технику работы приходится на собственном опыте, набитых шишках и выброшенных компонентах изучать. У нормального прибора в инструкции было бы описано как его обслуживать, у эндера по прилагаемой инструкции ты даже собрать и запустить его с первого раза не факт что сможешь – добро пожаловать на ютуб.
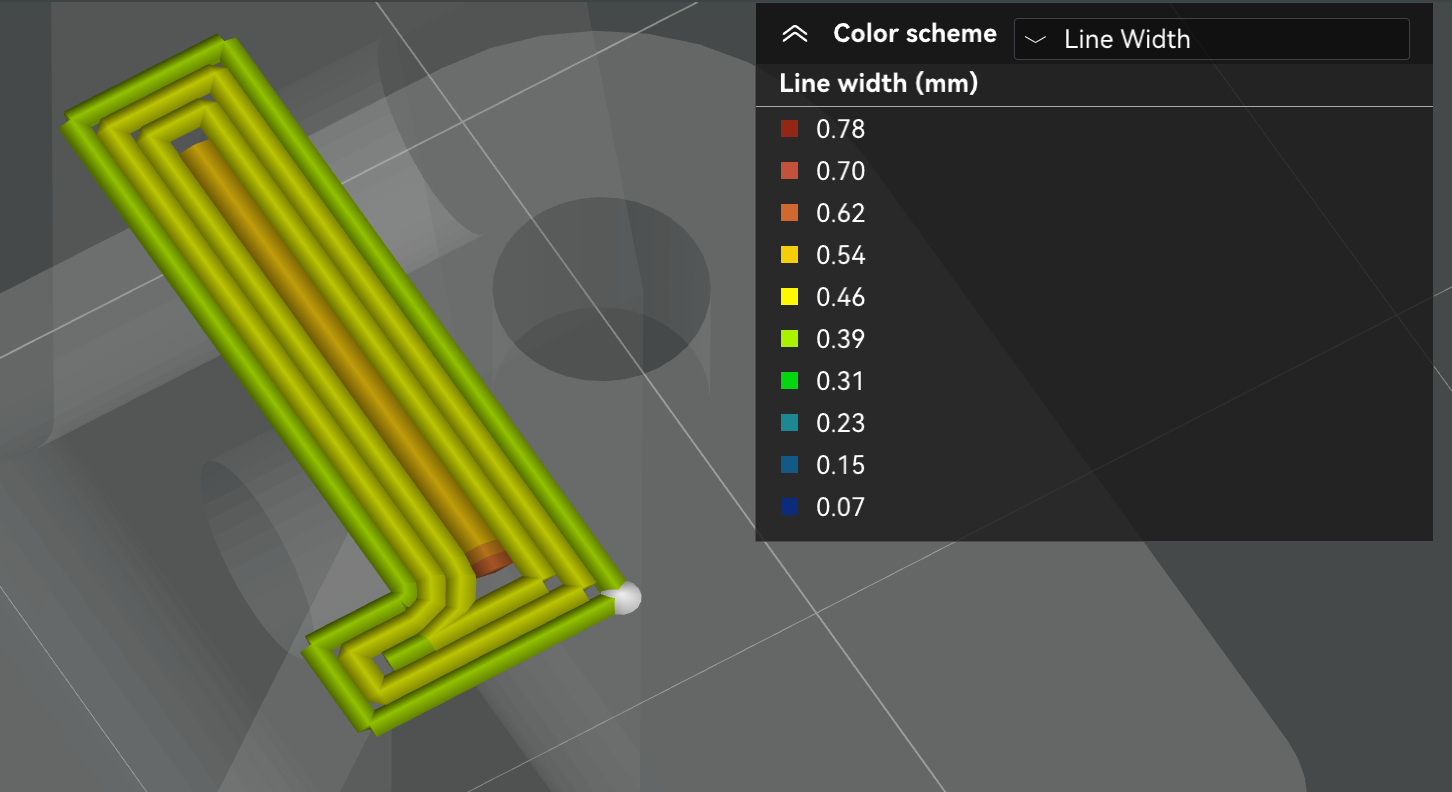
>>550557 Зачем вообще менять сопла? Если конечно не выебываться с углеволокном. Один раз поставил 0.4 и печатай от 0.4 до 0.7 на внешних слоях и 1 на внутренних.
>>550558 Когда нужна высокая детализация - 0.2, 0.8 когда нужно быстрее. Ширину линий обычно не ставлю больше 1.25 сопла - иначе выходит хуево, особенно если есть нависания.
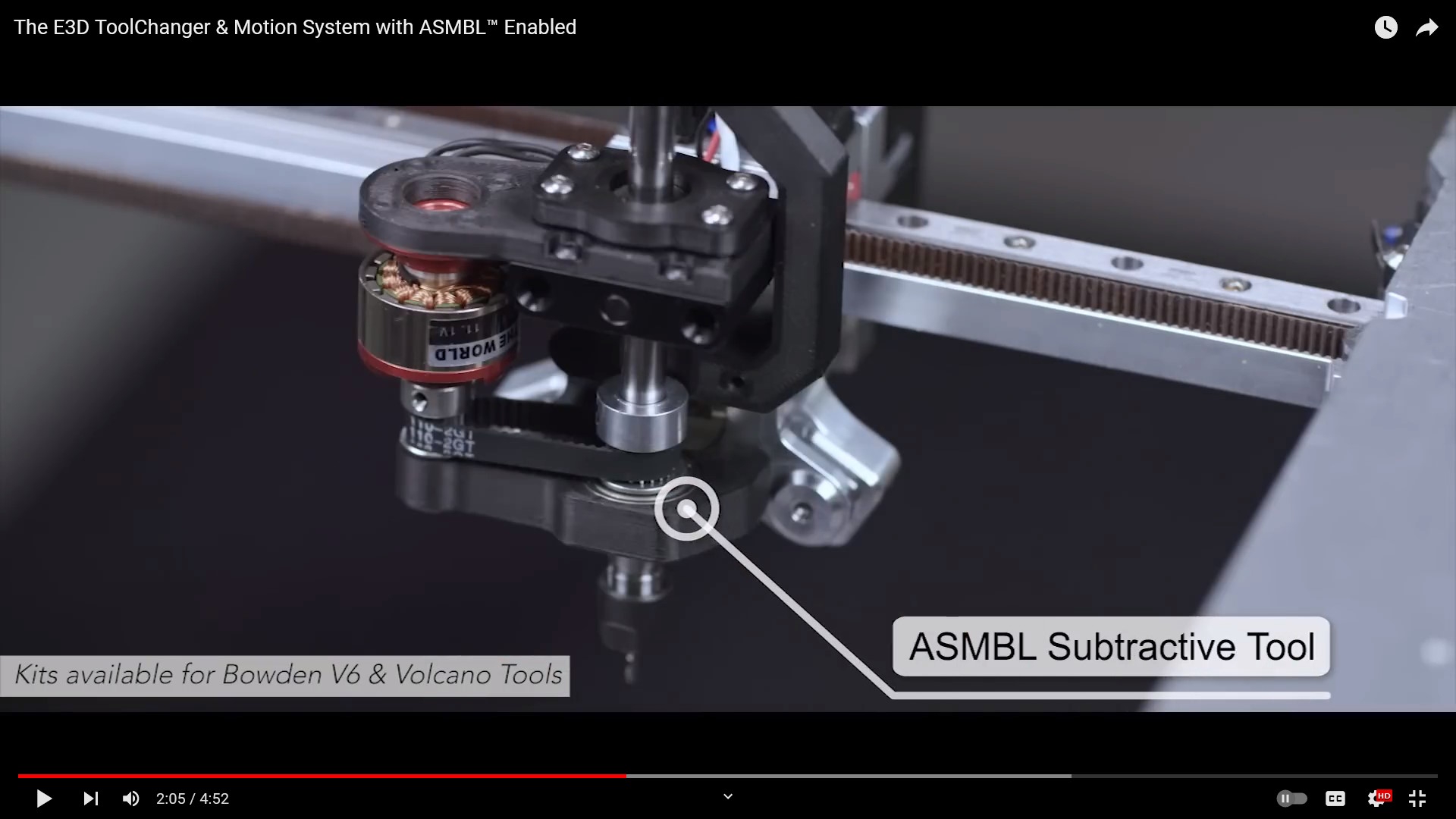
>>550557 Тоже ёботно. Надо не обжечься, в соплях не измзаться Я уже думаю о какой-нибудь быстросъёмной системе чтобы сразу всю голову снимать, заодно и лазер можно так же.
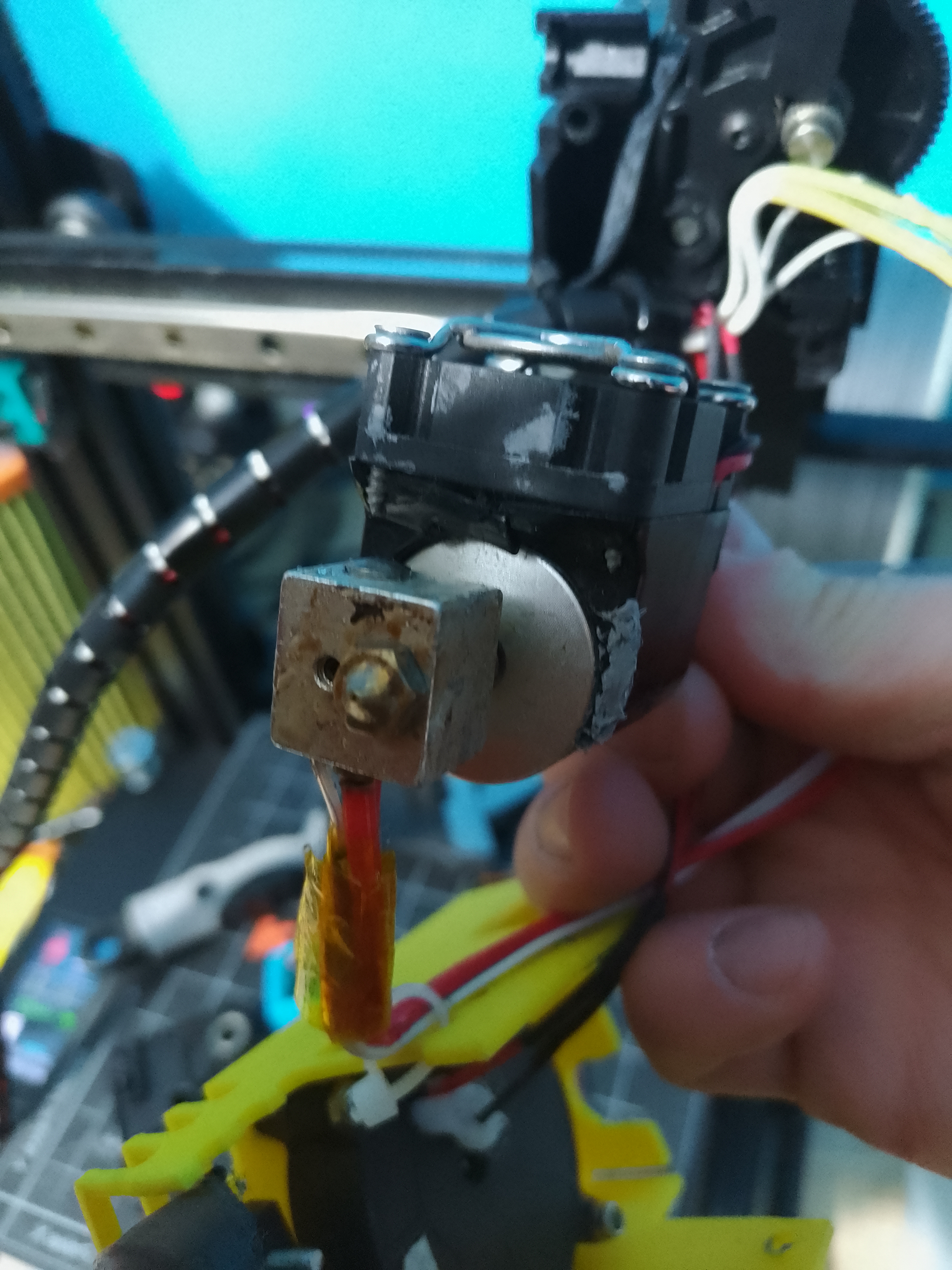
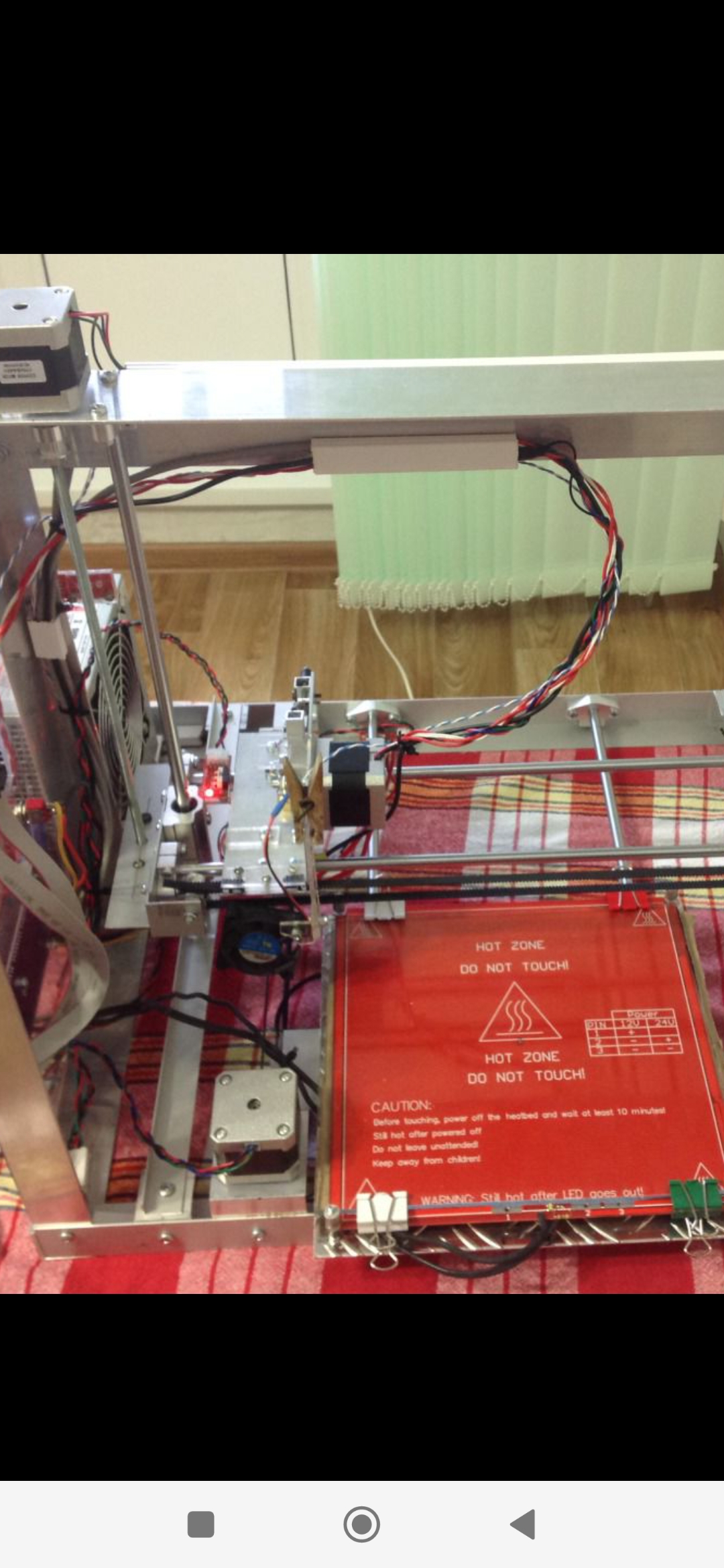
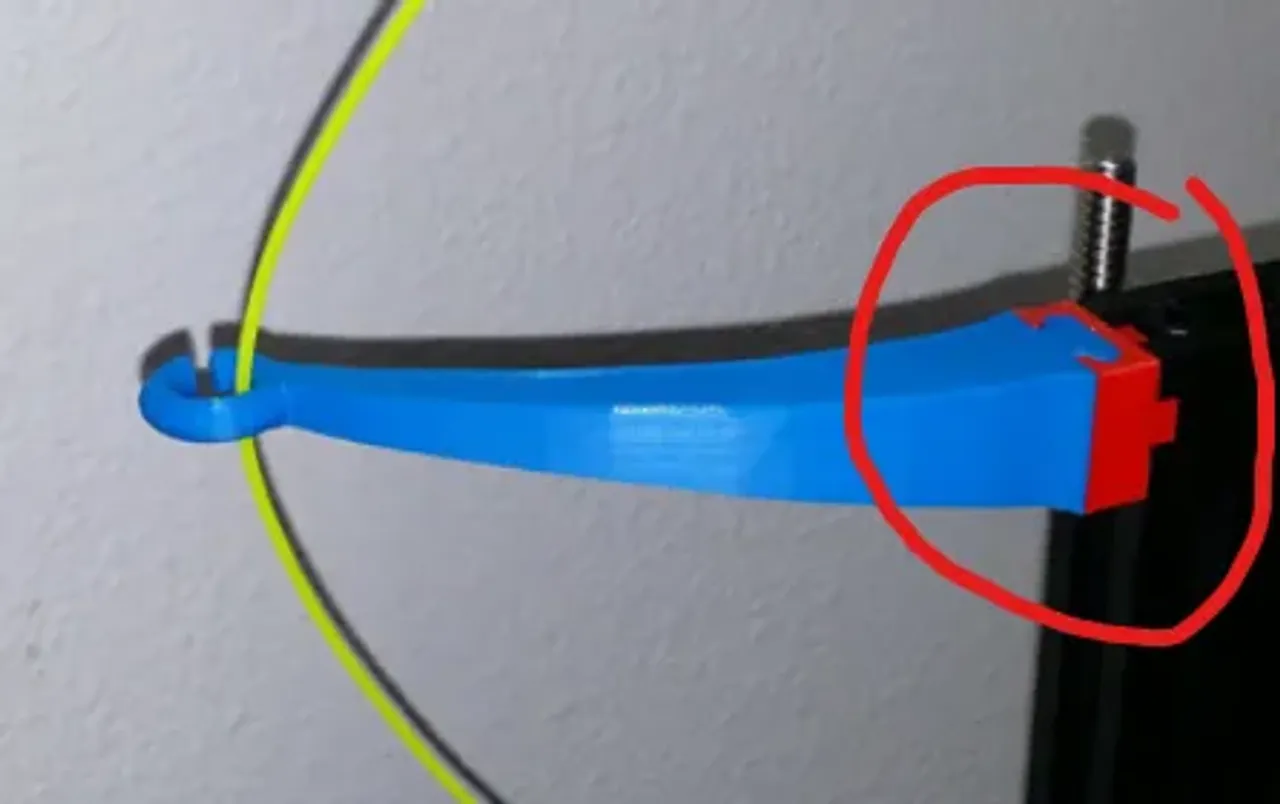
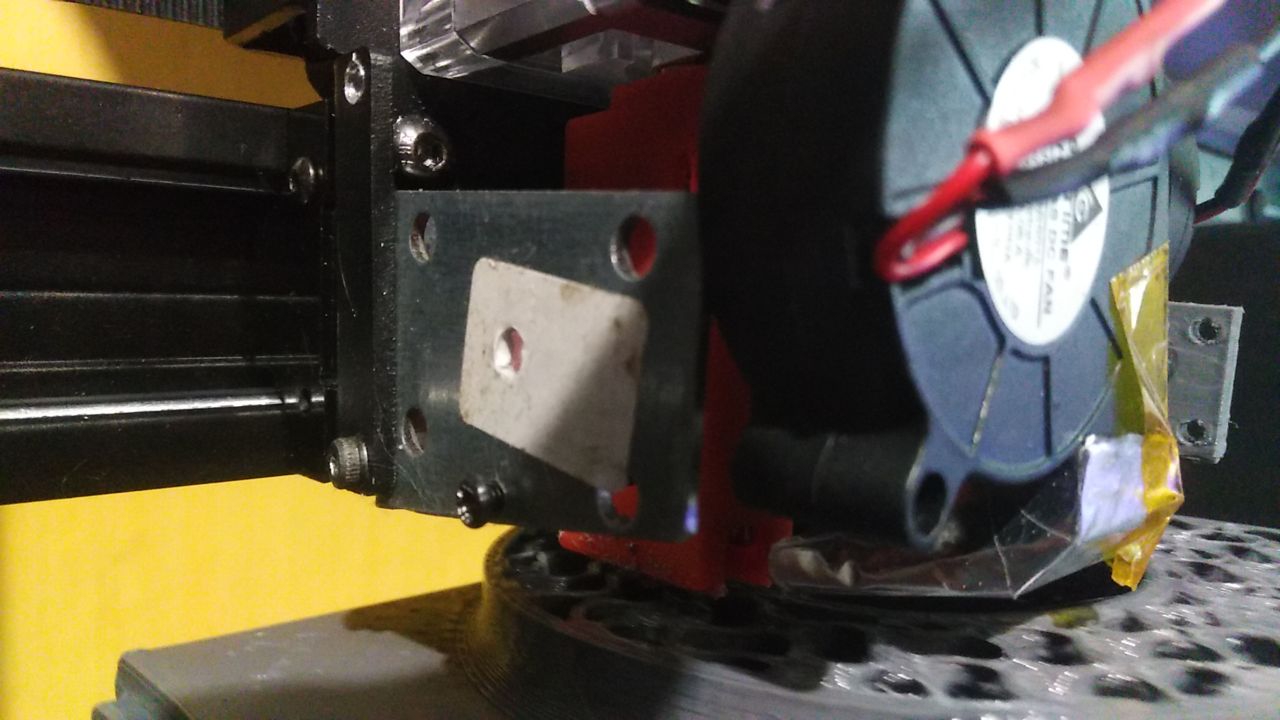
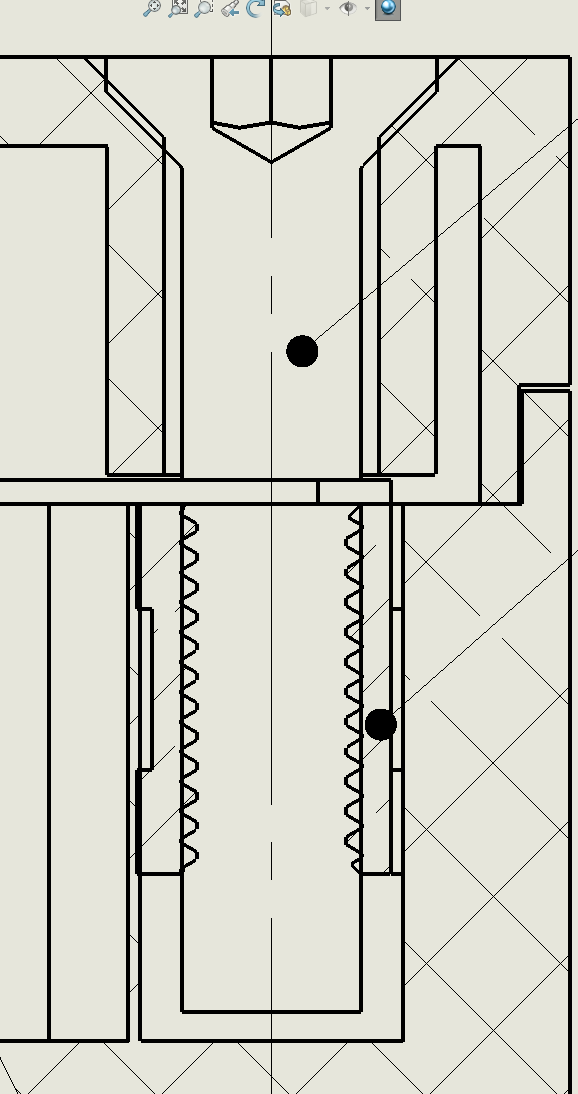
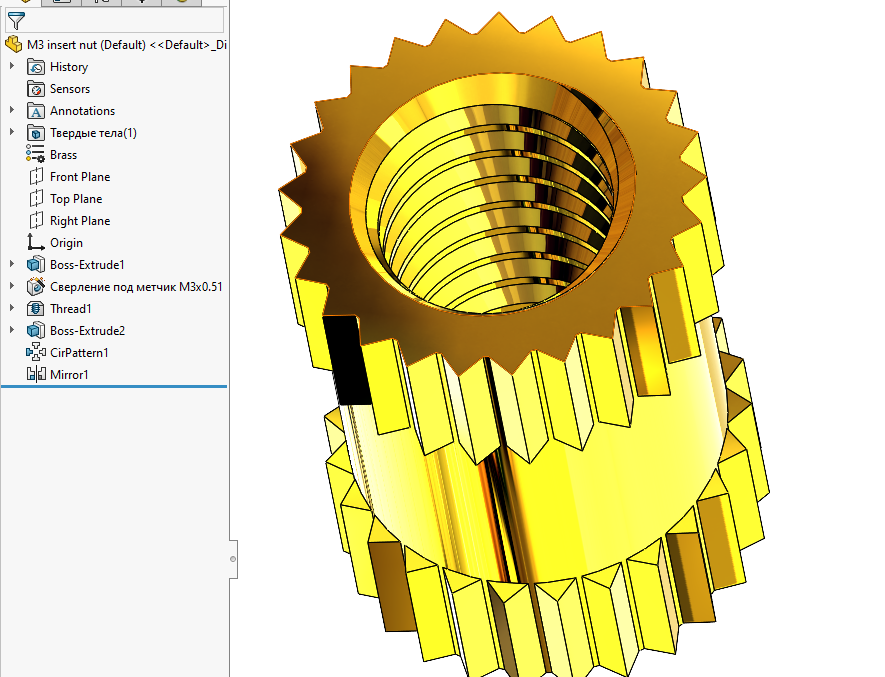
Так, а эту хуйню как вставить? Дефолтный термобарьер, дефолтный радиатор, они уже были воткнуты друг в друга. Неужели радиатор нагревать? Или молотком хуярить?
Ебал в рот этих инженеров, вся эта простая как три копейки деталь собирается только в определённом порядке и по определённому алгоритму, всё в притирку без допусков, все стыки слепые и усилия надо просто прочувствовать.
Термобарьер это вообще охуеть, с одного конца его надо закрутить, но ни шлица ни гайки нет, хватай круглый шток пассатижами. С другого конца его надо впритирку воткнуть в паз пока на тебя ехидно смотрят целых три болта его фиксирующих там.
>>550615 С нагревом даже паяльным столиком нихуя не вышло. Включил Михалыча, вставил тремобарьер в шурик и обточил о напильник. Теперь заходит заебись, с небольшим усилием.
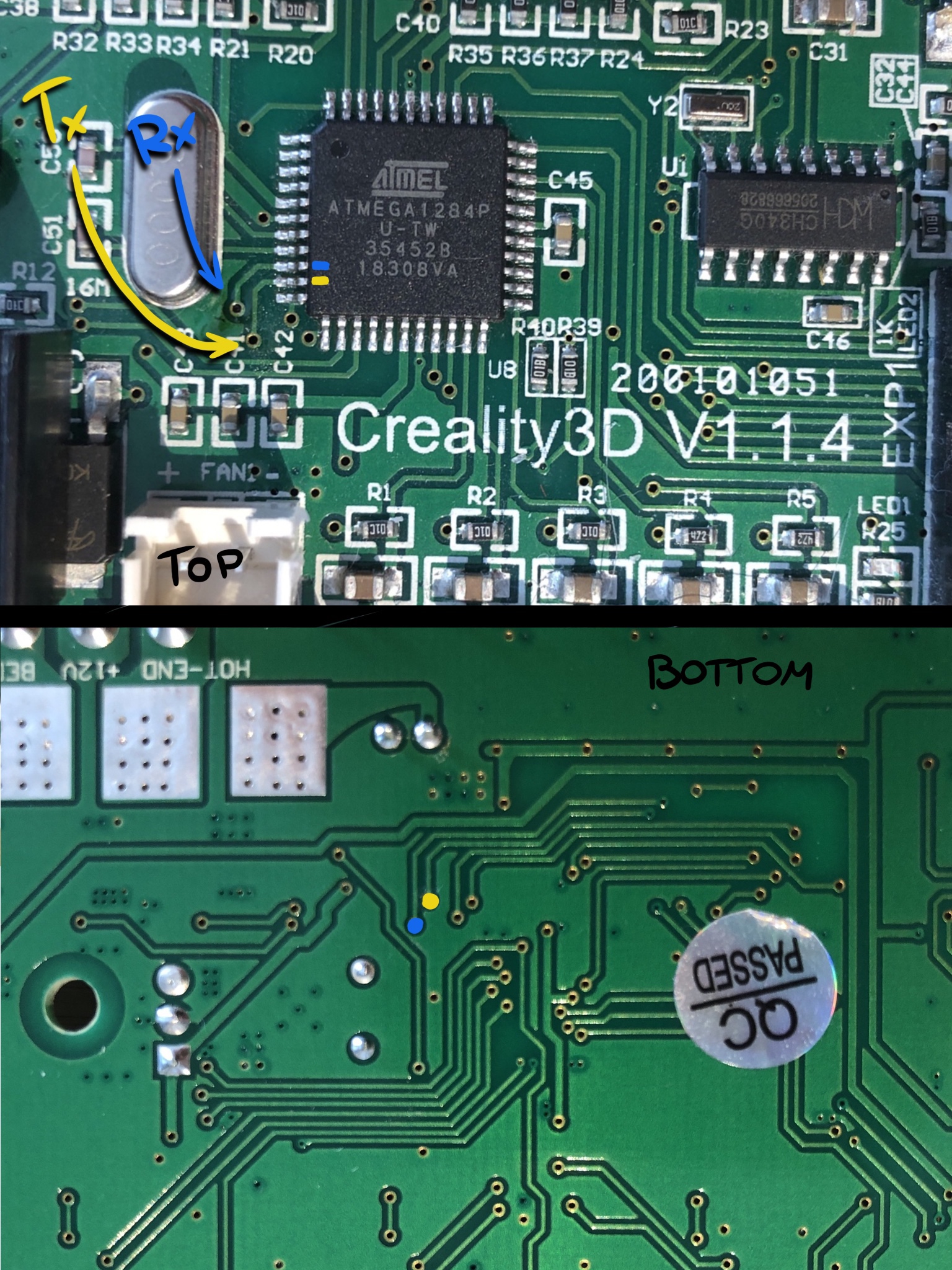
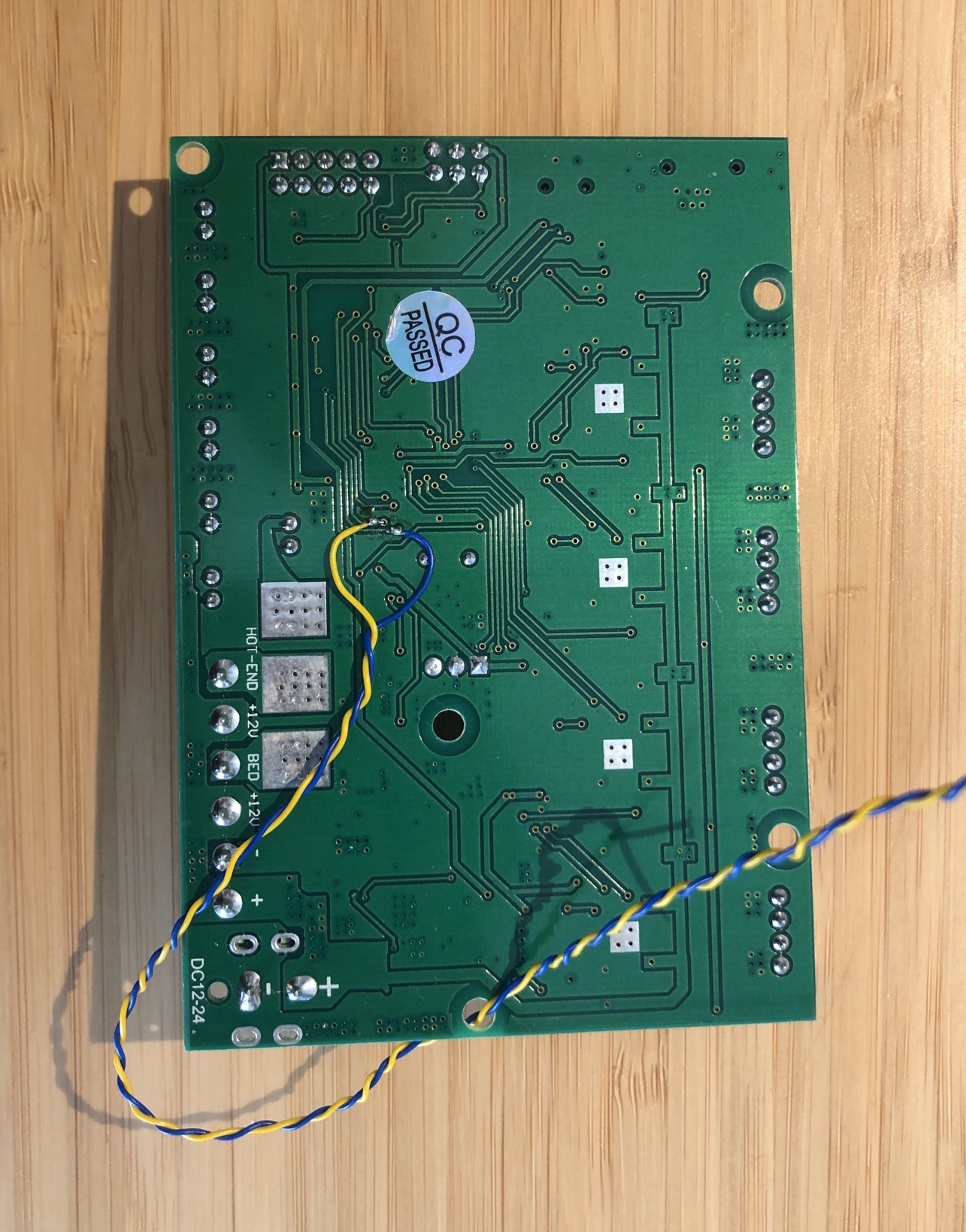
суп двощ, я щас решил на ночь поставить печатать на эндере 3 и лег спать. минут через десять я проснулся от того, что принтер включил какую то блять тревогу на полную громкость, пищит в одной тональности все время. я питание дернул и не успел прочитать, что на экране было написано, так как был занят вытряхиванием говна из трусов после экстренного пробуждения. подскажите, что могло пойти не так?
>>550663 Хреновый тепловой контакт термистора с термоблоком может быть. Особенно если у тебя он капсульный. Thermal Runaway. Много раз на стоковом хотэнде Эндера ловил.
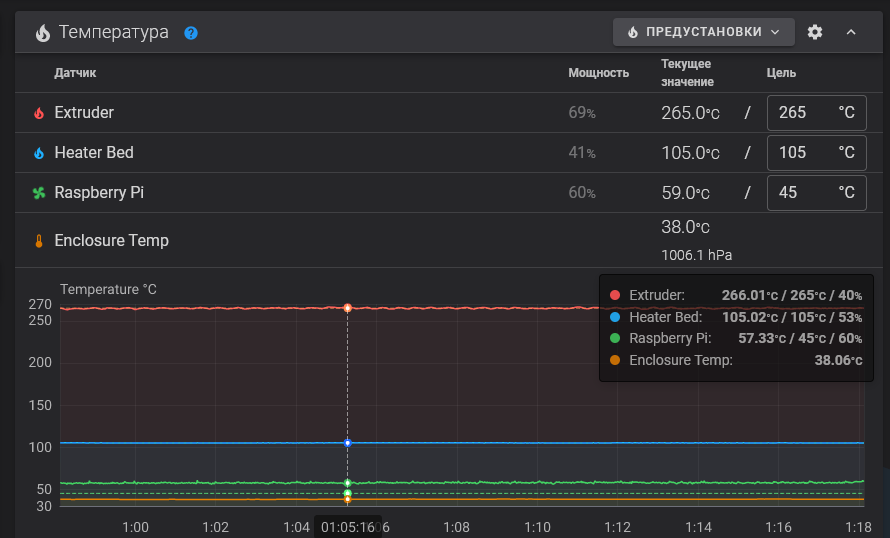
>>550643 Ещё никто не упомянул про настройки пид для хотенда. На стоковом медведе 5 прошивка уходила в защиту т.к. не могла нормально отрегулировать темепературу на 270, после калибровки всё стало ок
>>550682 >термопасты ебануть Обычные термопасты рассчитаны на температуры пекарни, а там даже 200° не бывает. Такие не стоит использовать, может только хуже сделать. Некоторые рассчитаны вплоть до 350° – это норм, смотри спецификацию >токопроводящей медной пасты А сколько у этой хуйни теплопроводность?
В принципе любой термоинтерфейс подойдёт, хоть фольгой обмотай.
Смотри главное когда будешь затягивать термопару обратно не перебей провода болтом. Там его вообще затягивать не надо, только чуть-чуть чтобы провод не болтался. Можно вообще нахуй выкинуть этот болт и каптоновым скотчем приклеить, им же можно пофиксить пробитую изоляцию.
Вообще, термодатчик тоже по уебански сделан в CR10. Болтается там в воздухе, контакт надо отдельно термопастой создавать, а любая термопаста всегда на порядки хуёвей металлов. Винт закручивающий провода тоже пиздец. У CR6 например куда лучше, большой цилиндр который ещё винтом фиксируется.
та хуйня, музыку погромче ставь, желательно такую которая будет приглушать высокочастотные звуки Эндера, и всё, и не будет его слышно. У меня 2 месяца лежал в коробке перед тем как я его достал. Ты хоть пока он у тебя там лежит 3д моделлинг освоил? Слайсер? Ньюансы печати изучил?
Ага лол. Ебало полное боли и разочарования. я пару месяцев изучал теорию, ньюансы, перечитал кучу статей, пересмотрел хуеву тучу стримов Соркина, пересмотрел разных видосов на ютубе, так вот после всего этого, я еще 2 месяца раком возле своего Ендера стоял.
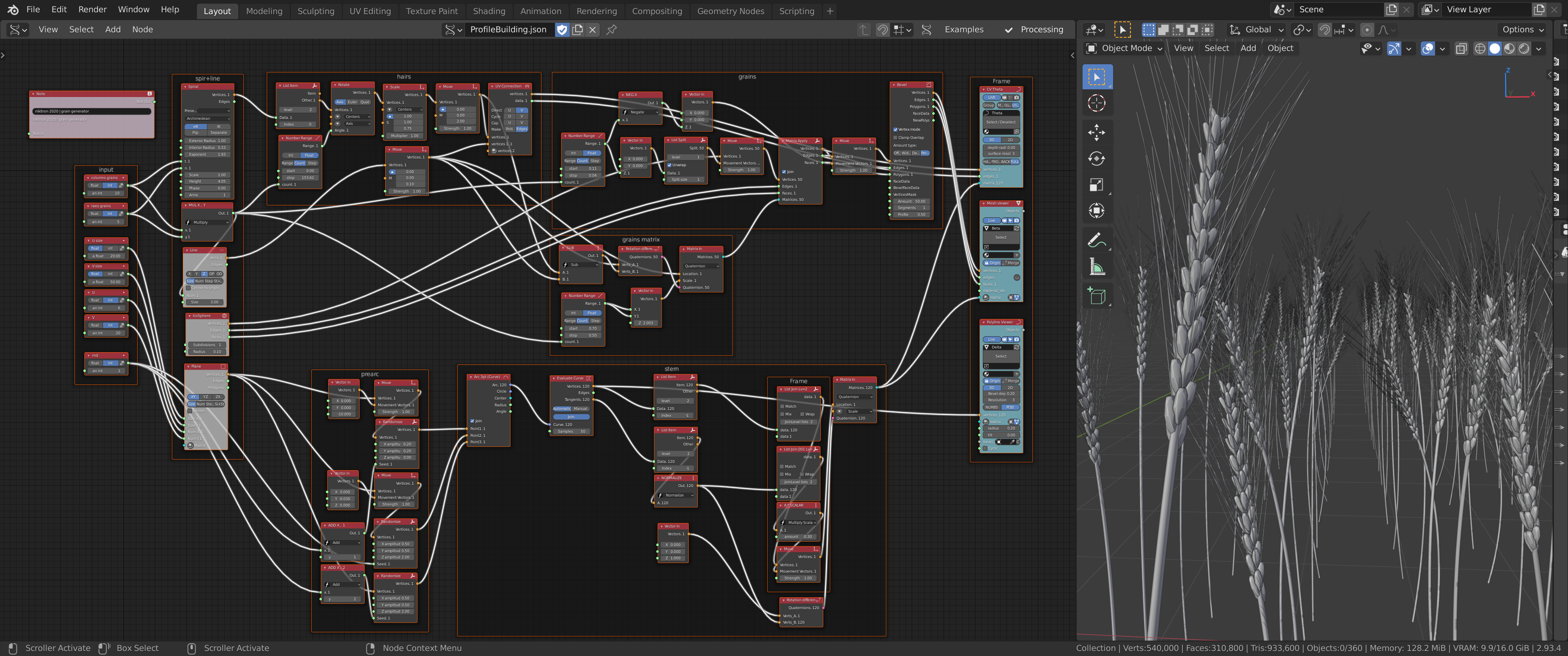
Каких только приколюх не повстречал за это скромный срок, было даже такое что к прутку петга плавящегося на 35 градусах какой то китаец прихуярил пруток АБС который плавился на 150 градусах, и естественно через 5 часов печати на последних слоях деталь запоролась и отправилась в мусорку. Да и вообще на долгой печати почти всегда какие то косяки внезапно возникают. Я свой первый килограмм пластика почти весь выкинул в помойку, это при том что я дохуя технарь и домашний инженегр 90го лвла. >>550754 >в блендере работаю >для 3д печати
>>550783 > пересмотрел хуеву тучу стримов Соркина терпеть не могу смотреть русских, жуют сопли бекают мекают нахуй полтора часа выдавливают из себя то что муриканец расскажет за 5 минут, даже гнусавые гхекающие хохлы и то лучше уроки писали
> еще 2 месяца раком возле своего Ендера стоял хуй знает зачем такая трясска
> фейспалм угамонись додстер, у тебя печать плюс минус километр, нахуй не обосралось там ничего сложнее топовейшей свободной программы
>>550786 >топовейшей свободной программы Ну если только ты дилдаки с сиськами будешь печатать. Для технички блендер не подходит потому что моделит полигонами и хуй ты на печати точных размеров получишь.
>>550798 >хуй ты на печати точных размеров получишь ПОТОМУ ЧТО У ТЕБЯ ДЮЗА СРАНОГО ПЛАСТИКА В 4 ДЕСЯТКИ ЕБАННЫЙ ТЫ ДУРРАК БЛЯДЬ ПОЛИКИ ТУТ НЕПРИЧЕМ СУКА ТУПАЯ
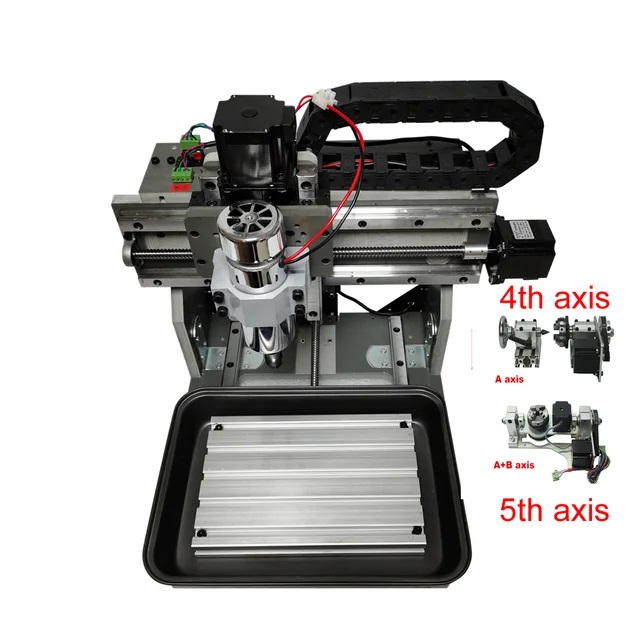
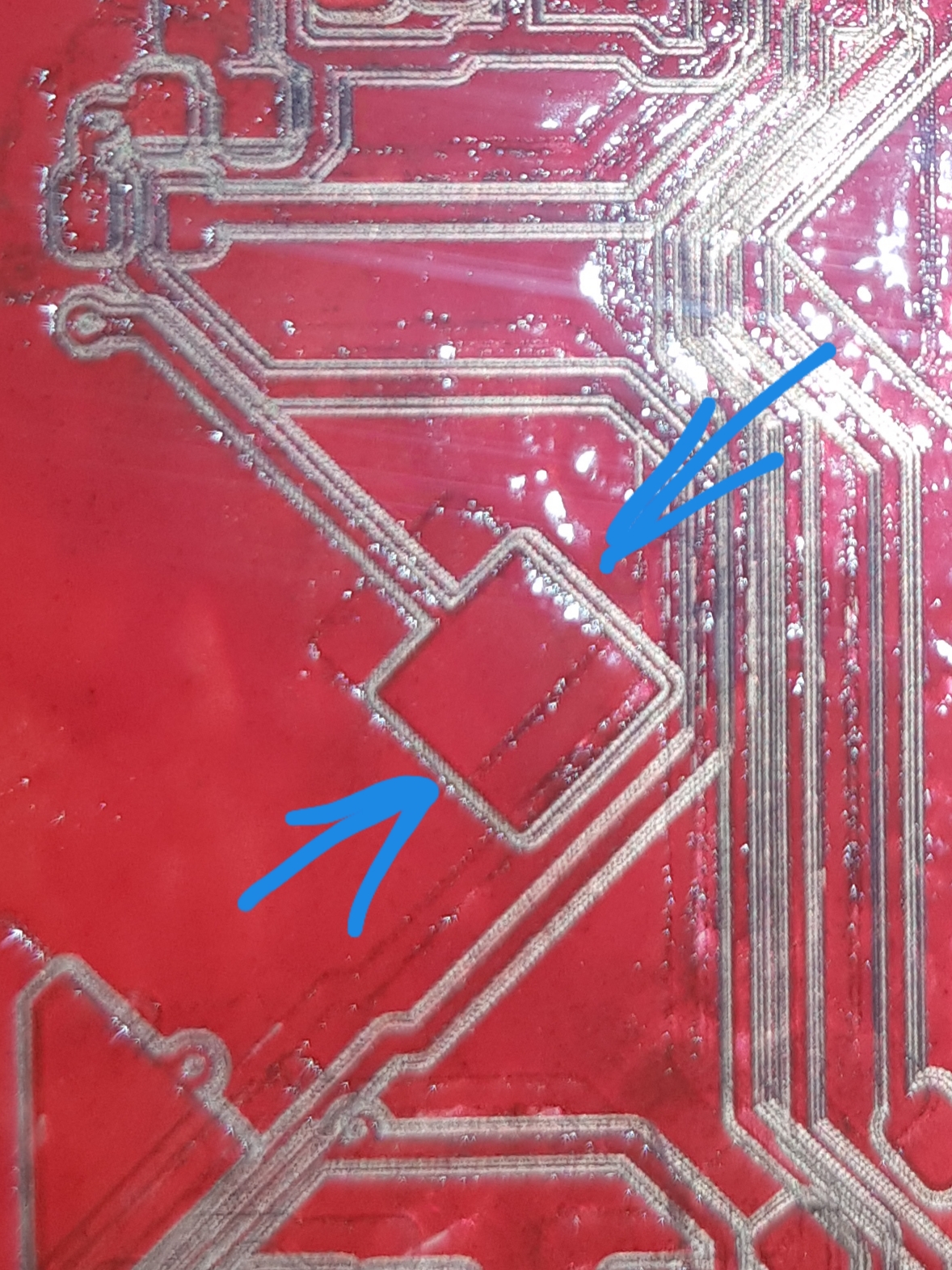
>>550814 самому собирать выгоднее чем кит с алика? подумываю о хуитке для композита (считай те же печатные платы из электротехнического базальта с формальдегидом)
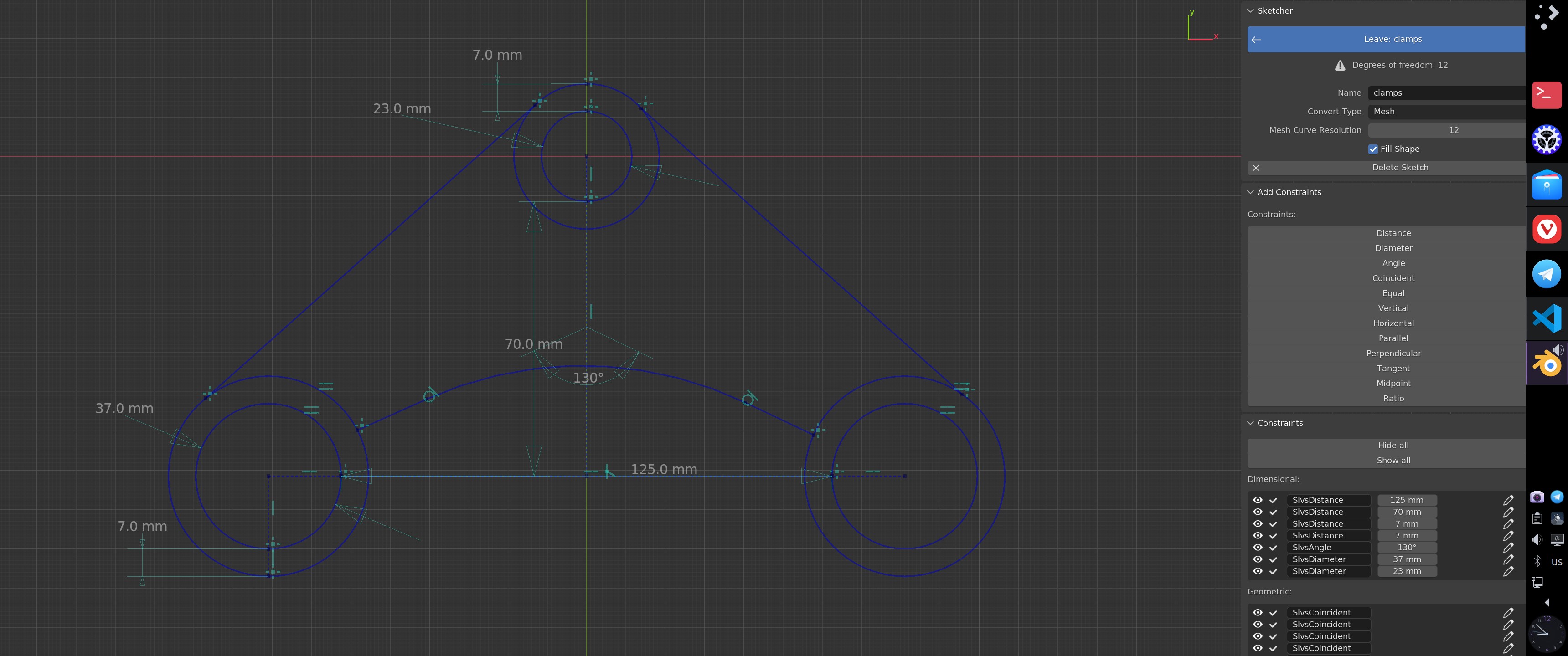
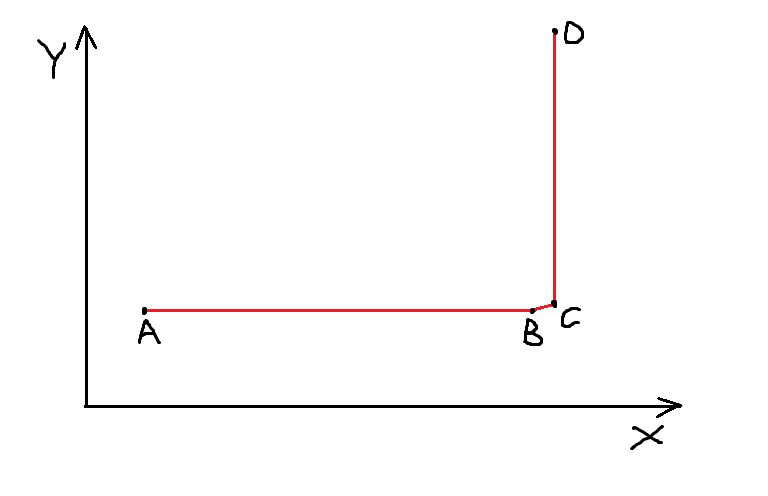
>>550786 >сложнее топовейшей свободной программы А давно у нас блендер стал параметрическим? Ну ладно бы ты там фрикадом троллил, но в блендере в принципе не существует переменных и выражений и единиц измерения. Как ты можешь задать глобальную переменную a=5 мм и нарисовать линию с зависимостью вертикальность и длиной =a*5? >>550819 >ПОТОМУ ЧТО У ТЕБЯ ДЮЗА СРАНОГО ПЛАСТИКА В 4 ДЕСЯТКИ ЕБАННЫЙ ТЫ ДУРРАК БЛЯДЬ ПОЛИКИ ТУТ НЕПРИЧЕМ СУКА ТУПАЯ Переклади на мову адекватну російську мову, будь ласка
>>550819 >ПОТОМУ ЧТО У ТЕБЯ ДЮЗА СРАНОГО ПЛАСТИКА В 4 ДЕСЯТКИ ЕБАННЫЙ ТЫ ДУРРАК БЛЯДЬ ПОЛИКИ ТУТ НЕПРИЧЕМ СУКА ТУПАЯ Оооооой дураааааак, оооооооой дууурааааааак... Ты можешь позориться хотя бы через одно сообщение?
>>550786 >жуют сопли бекают мекают нахуй полтора часа выдавливают из себя то что муриканец расскажет за 5 минут >мням-пук-среньк. Че сказать то хотел, долбоебина? Кратко почему не можешь изложить свою мысль?
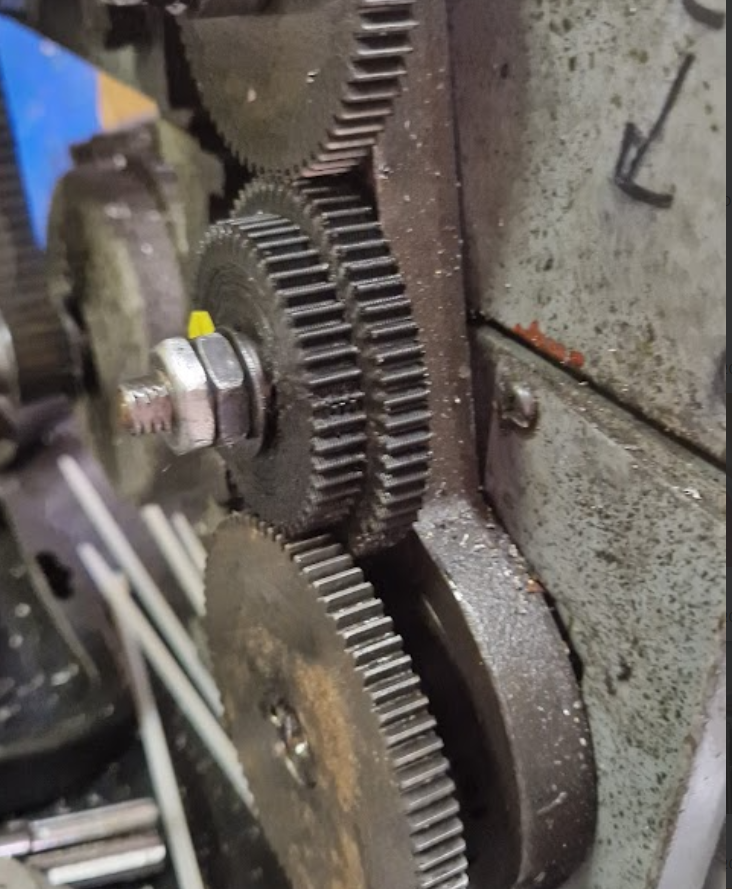
>>550814 Если тебе для плат, не проще было лазером? Металл выглядит весь паршиво, кажется это скорее для дерева станок. И тут лазер бы лучше, только прозрачный акрил не сможет.
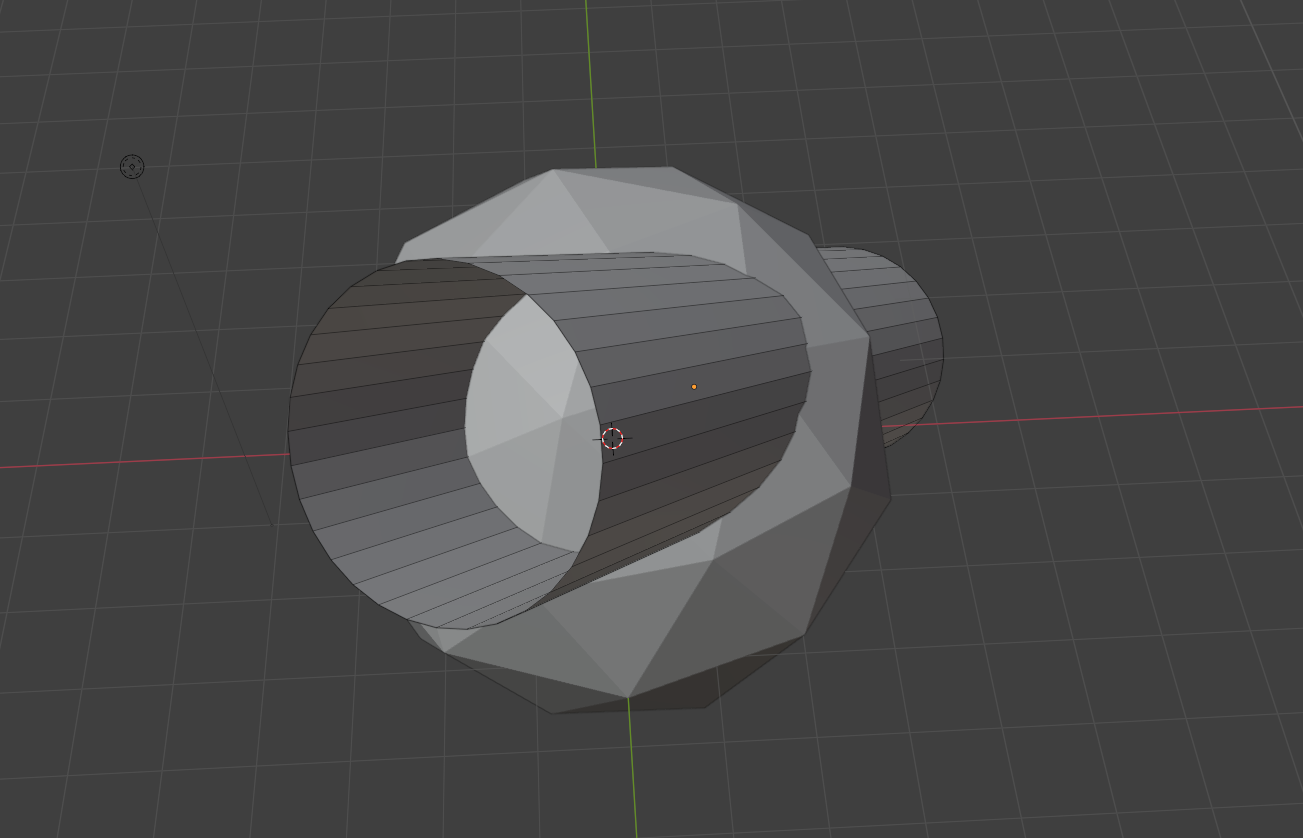
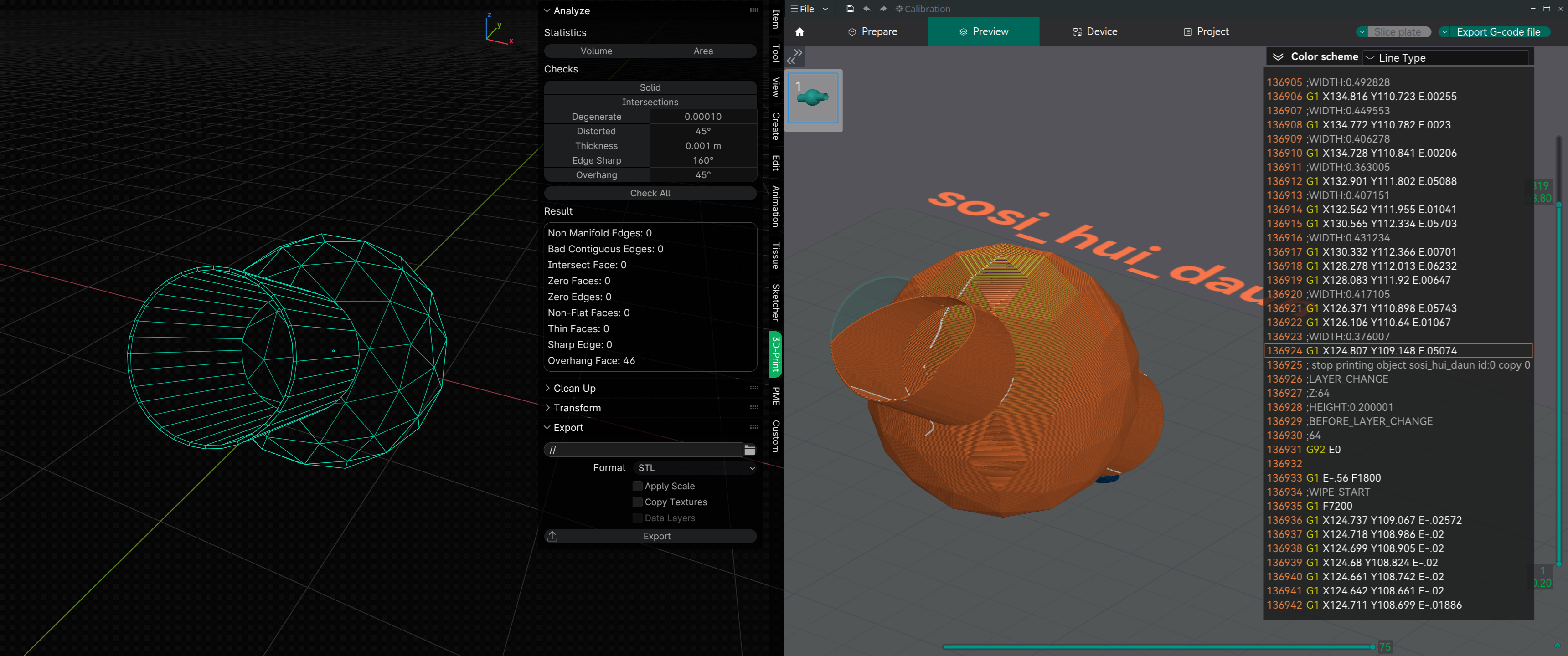
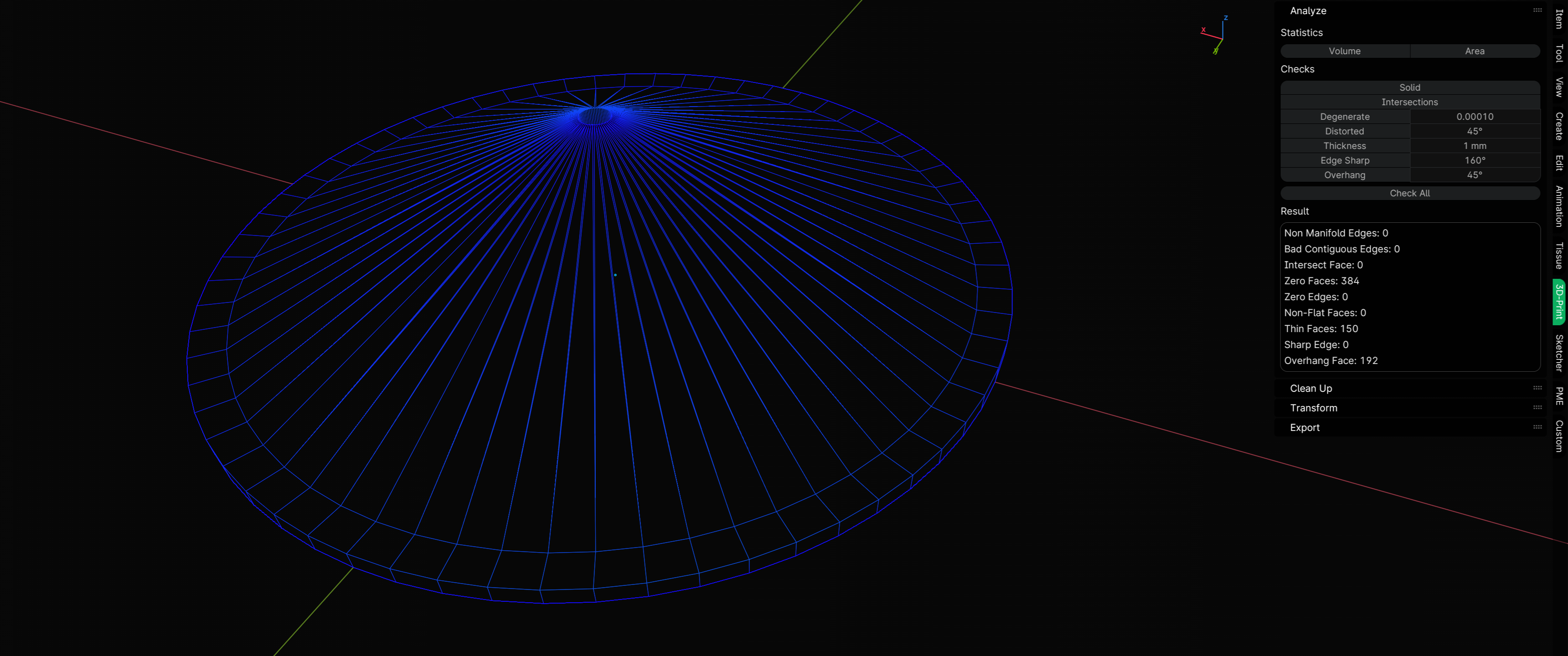
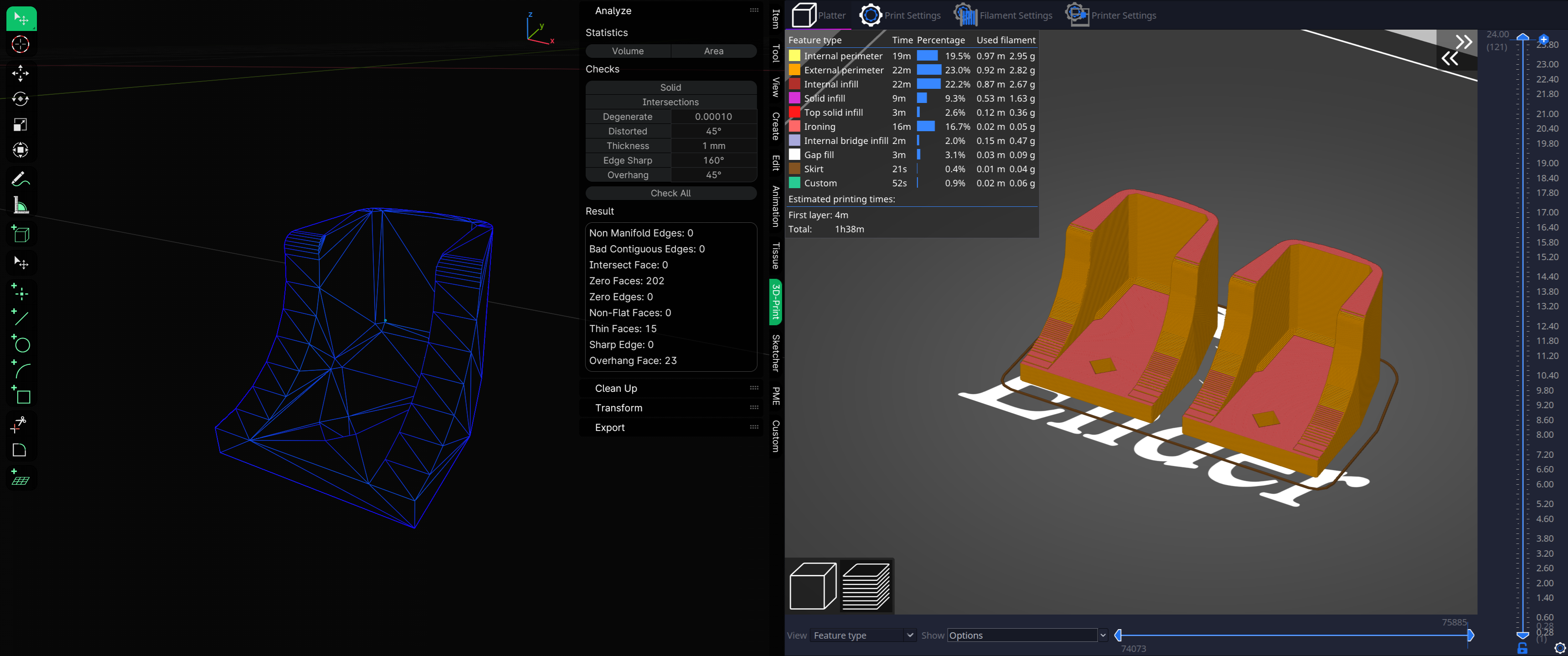
>>550872 >продрочи мышкой наверх сука ты тупая и посмотри скриншотики Вот я только поставил себе блендер, открыл. Где кнопка создать эскиз? Где дерево истории? >там полная процедурка на параметрах У нас уже научились превращать меши в солид? Я прекрасно умею моделить в блендере из кучи разных мешей, проблема в том что это создаёт non manifold геометрию, которая в принципе не слайсится. По этой же причине невозможно печатать рипнутые из игорь модели, они незамкнутые и имеют кучу самопересечений >даун ихуеглот мышевозишь Ловите зумера который не пользовался сапрами через командную строку когда ещё мышей не было, лол
>>550876 >любой меш становится солидом элементарно Дооо, давай сделай мне пикрил солидом, умник хуев Хотя я знаю человека который может создавать нон манифолд солиды в степе, но тем не менее >>550878 >а к примеру co2 лазеры У меня для тебя плохие новости насчет них и меди
>>550872 Ебать ты чел. Ты же понимаешь что блендор это залупа когда модели требуется какой-то уровень сложности? То что в нём можно делать всякие простые вещи не делает его подходящим для того чтобы делать большую часть вещей, после того как проекты перерастают какой-то уровень сложности.
Там нет нормального разделения чертежа с параметрами и модели. Там нет нормальной истории. Булевые операции там сделаны так что их использование несколько затруднительно. И многие другие минусы. Он просто не создан для такого изначально.
Да, там можно сделать что-то. Но в каком-нибудь фьюжене 360 подобную залупу можно сделать буквально тыкая членом в конплюктор, быстрей и с меньшими телодвижениями, особенно если где-то обосрался в середине полёта мысли.
Пара вопросов: 1. Я правильно понимаю, что латунные нагревательные блоки нужны только для печати чем-то высокотемпературным, когда обычный алюминий не справляется? 2. Как бороться с прикипанием картриджей (что термистора, что нагревателя) в блоке? Обычной медной смазки из автомагазина хватит или надо что-то более хитрое?
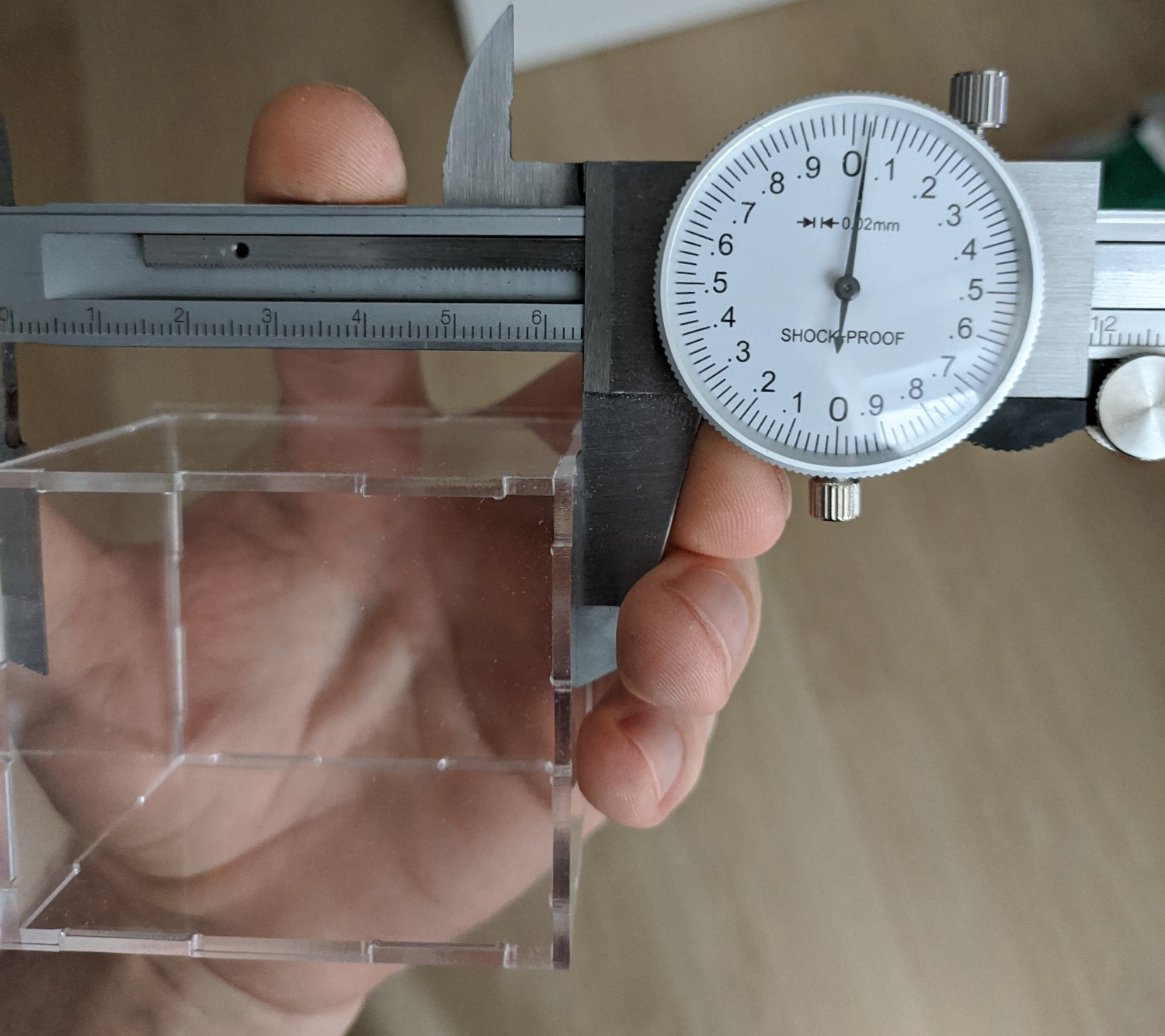
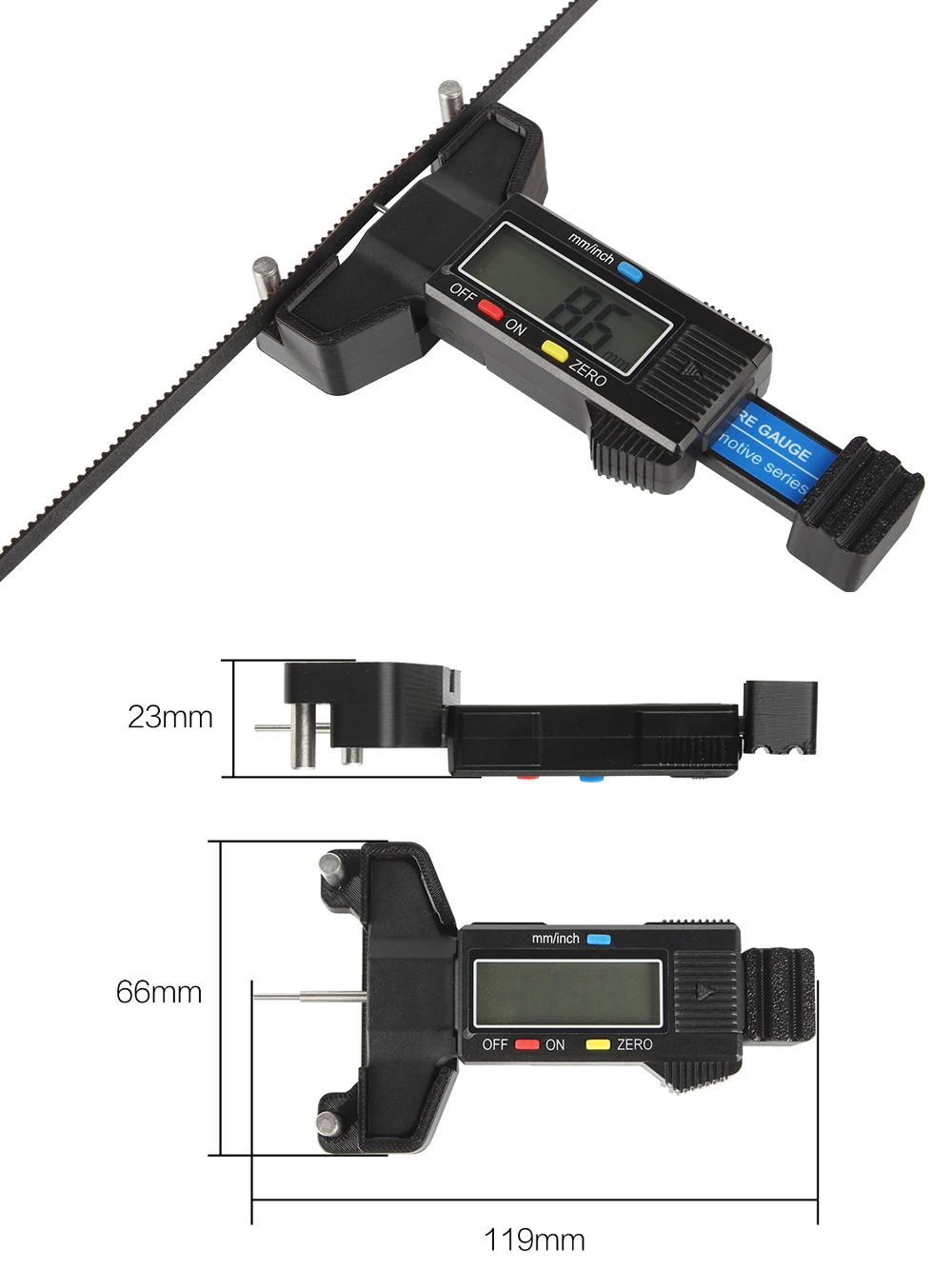
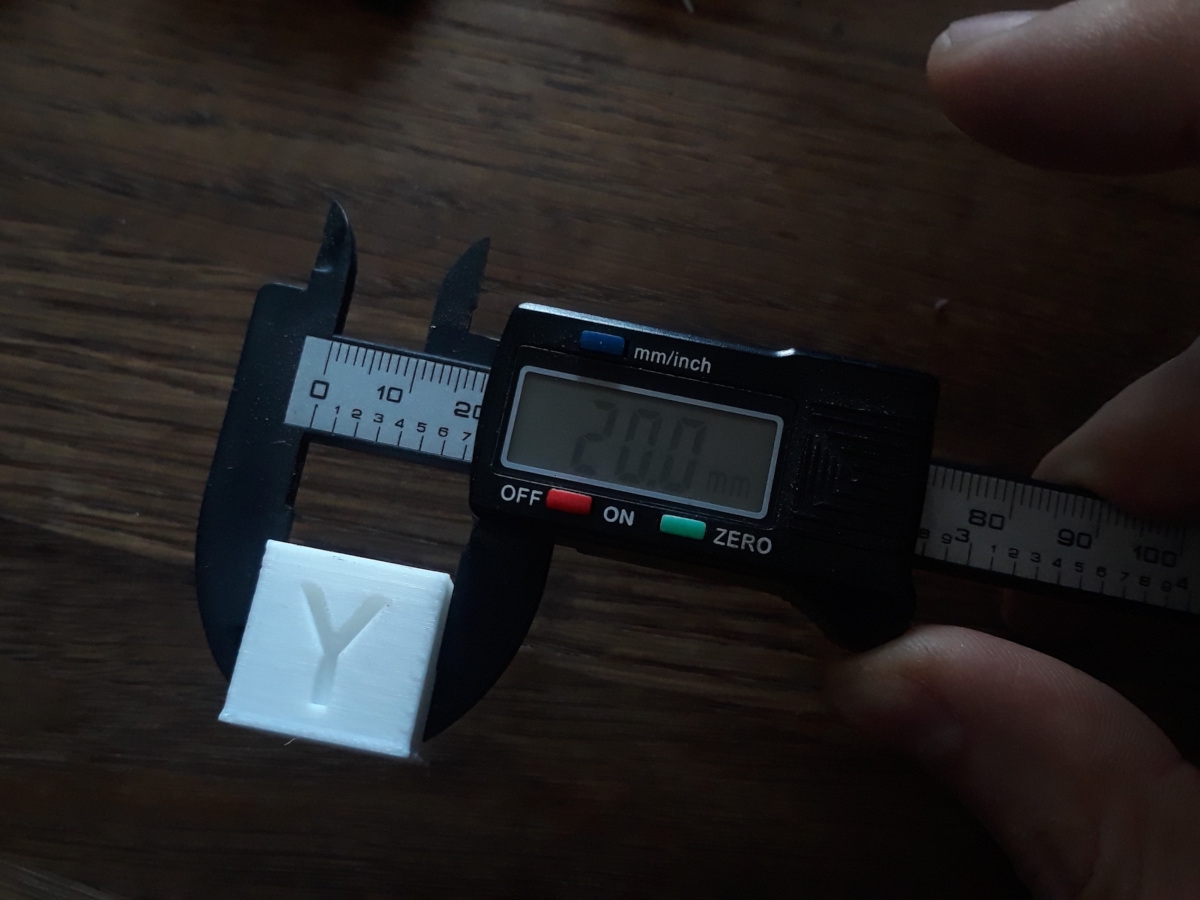
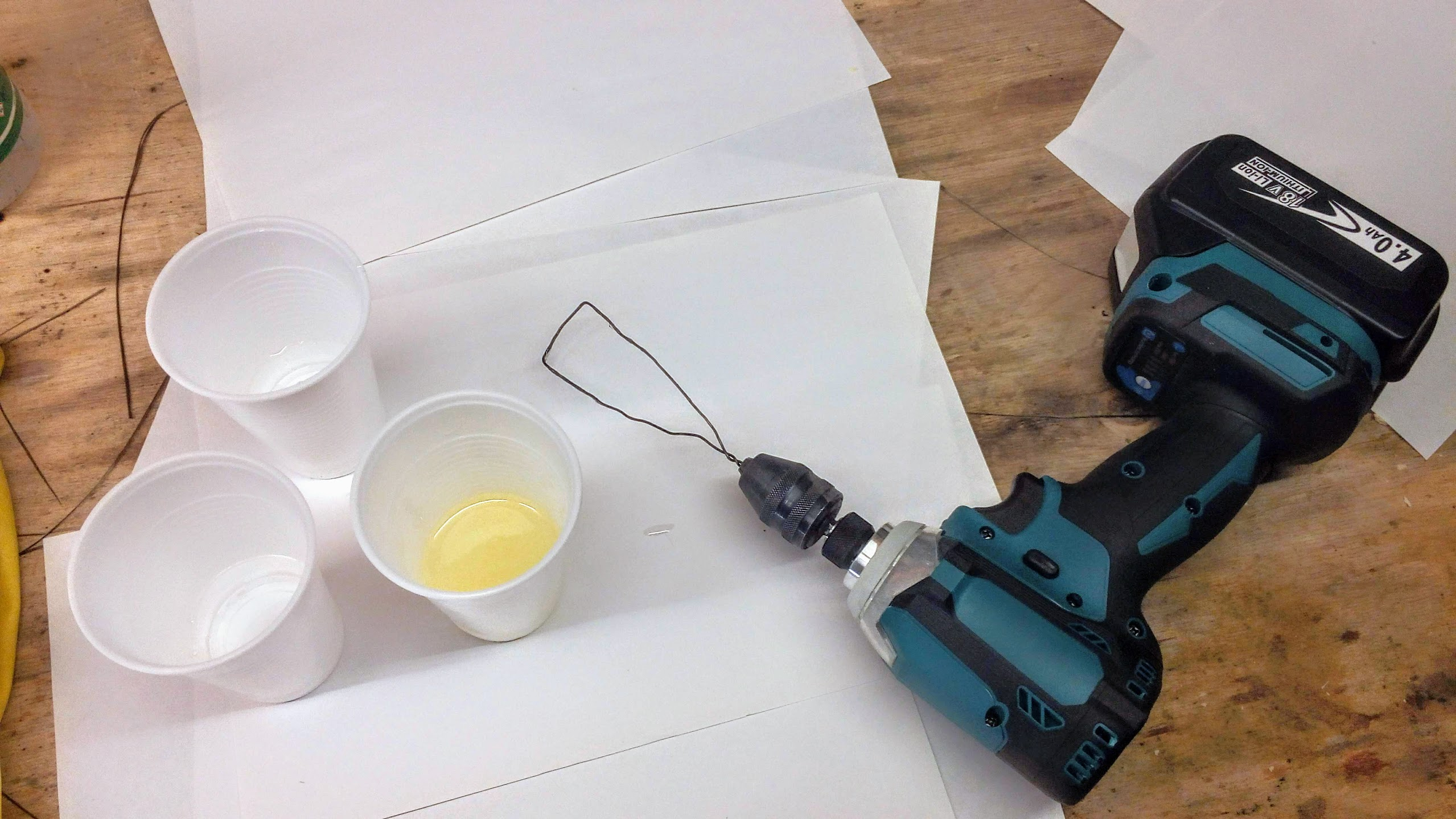
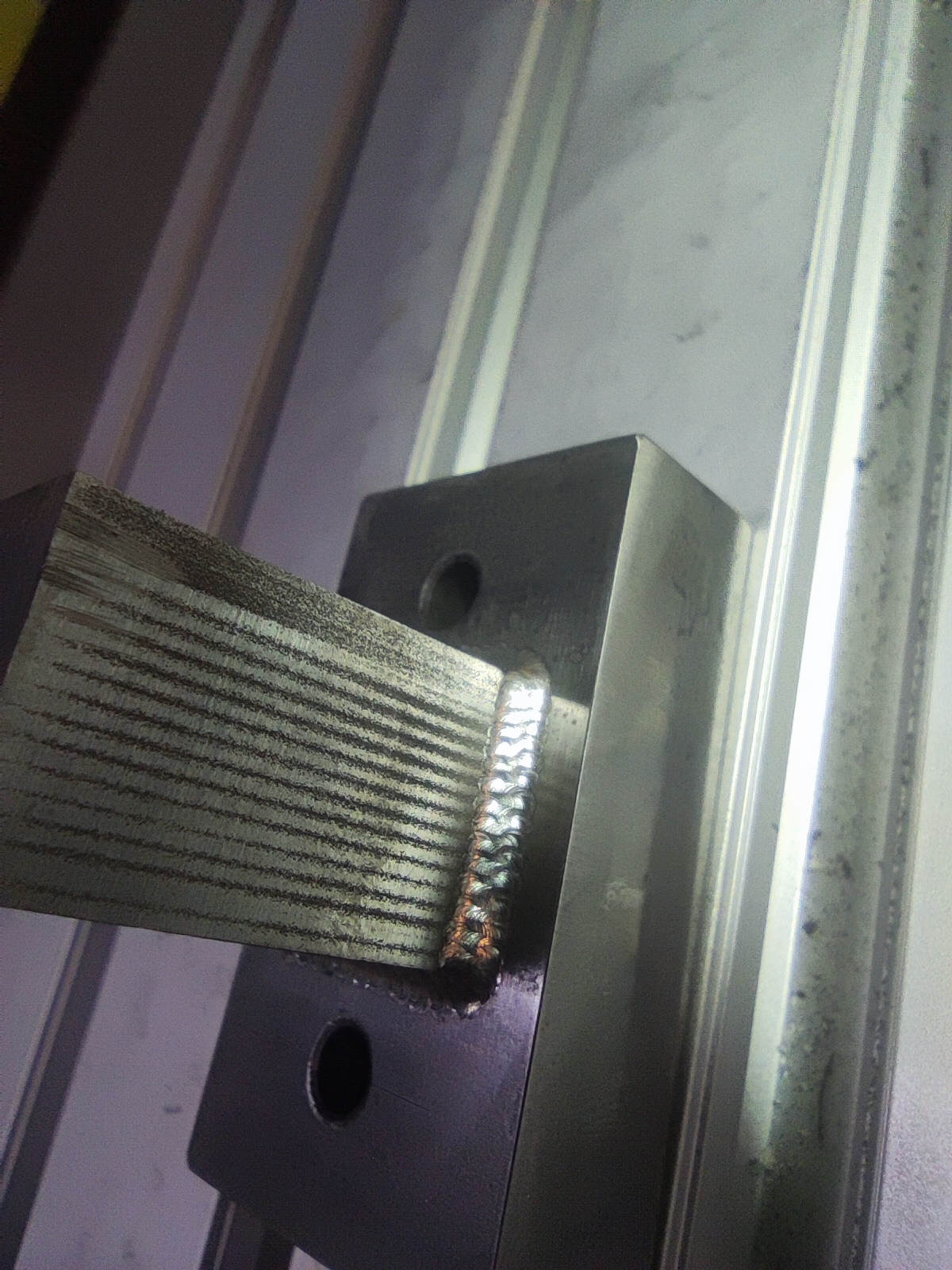
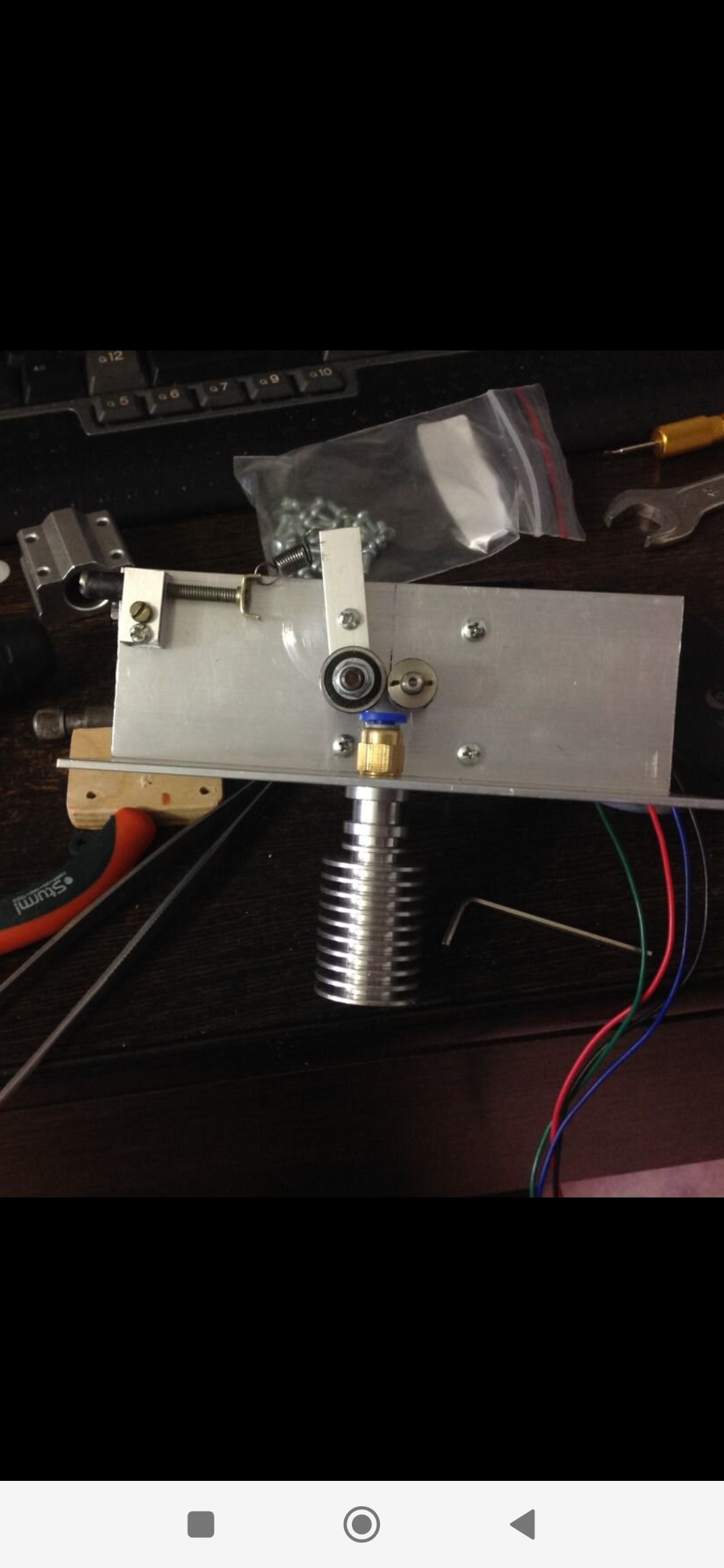
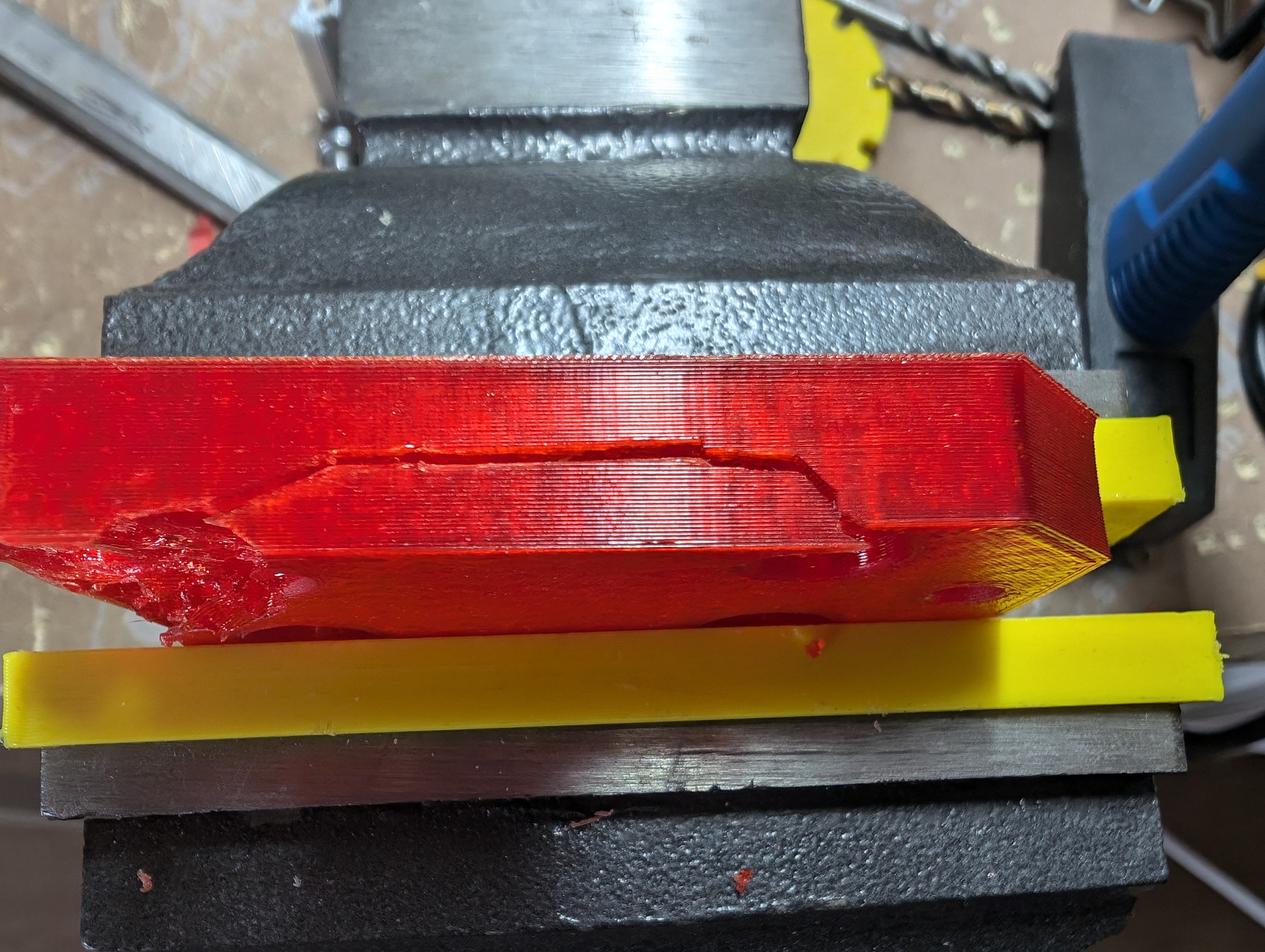
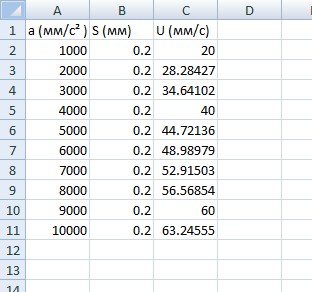
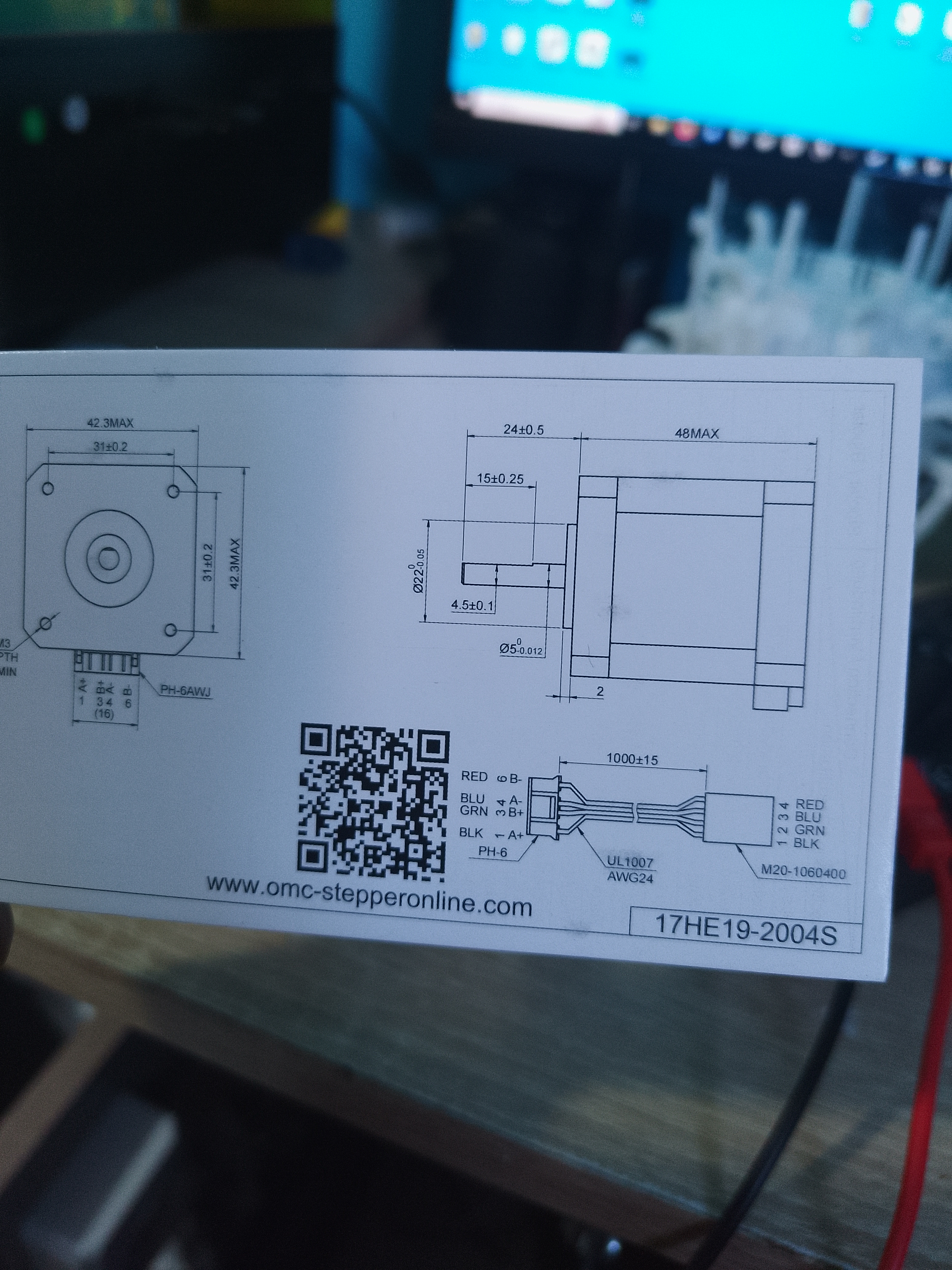
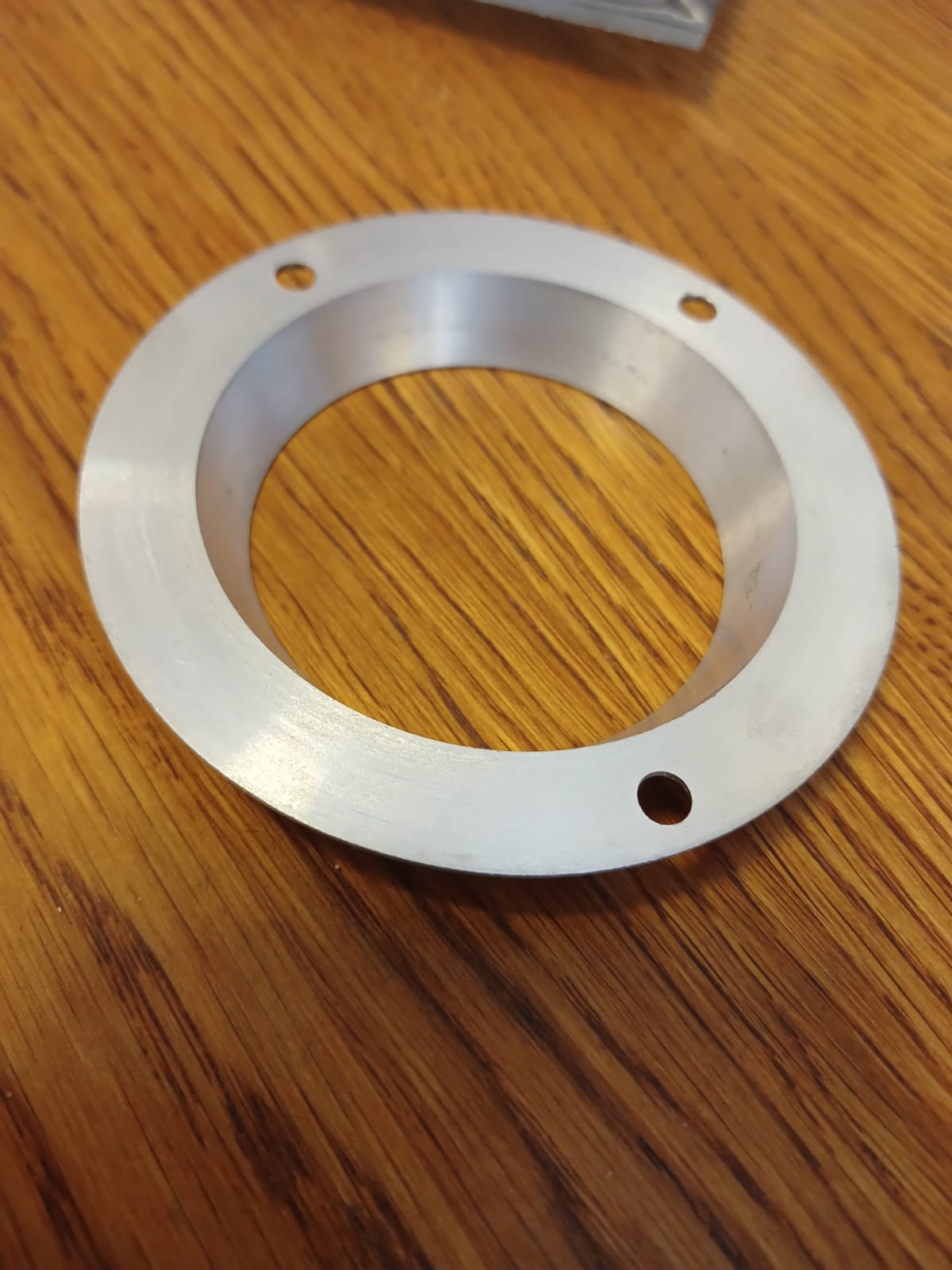
>>550959 > зуммерок впервые увидел тензометр лол А где вы тут тензометр то увидели, Маня Унтерменшевна? Этот показометр из остатков цифрового штангенциркуля что ли?
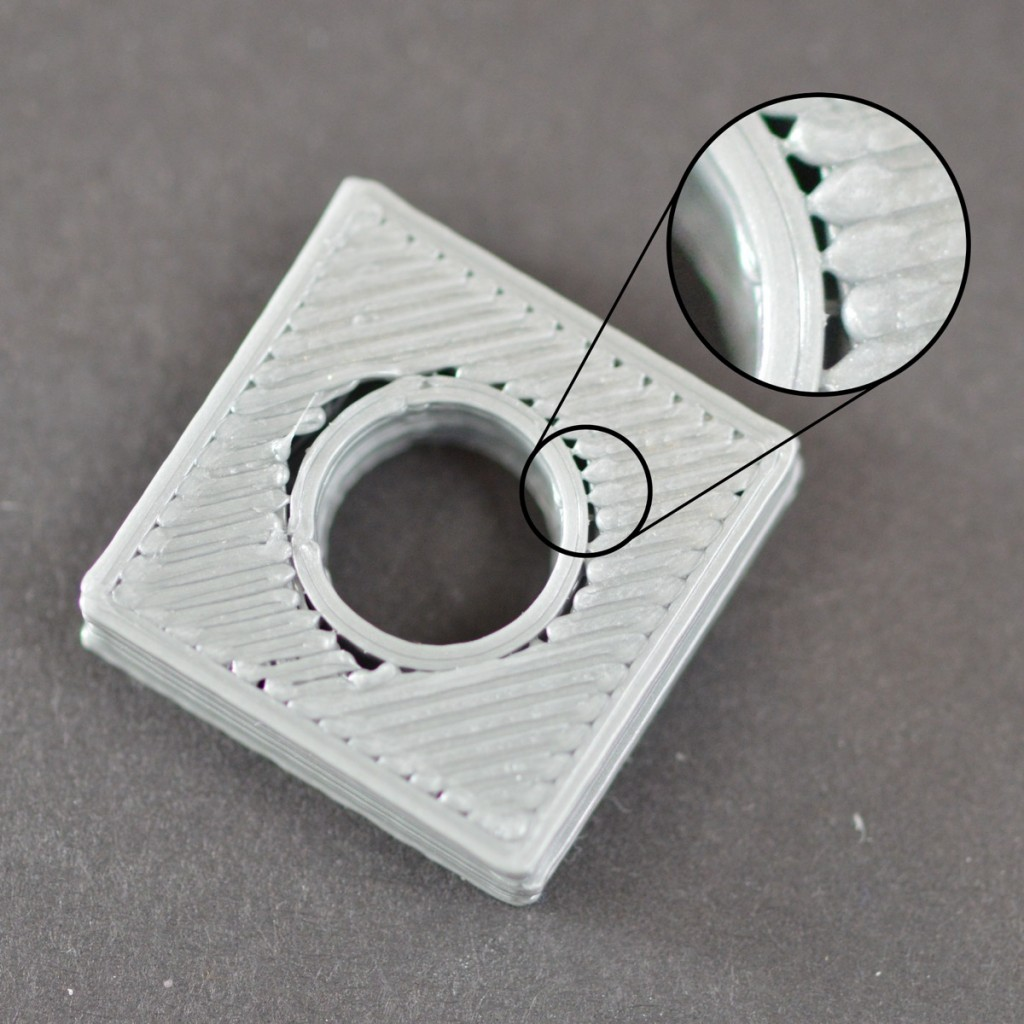
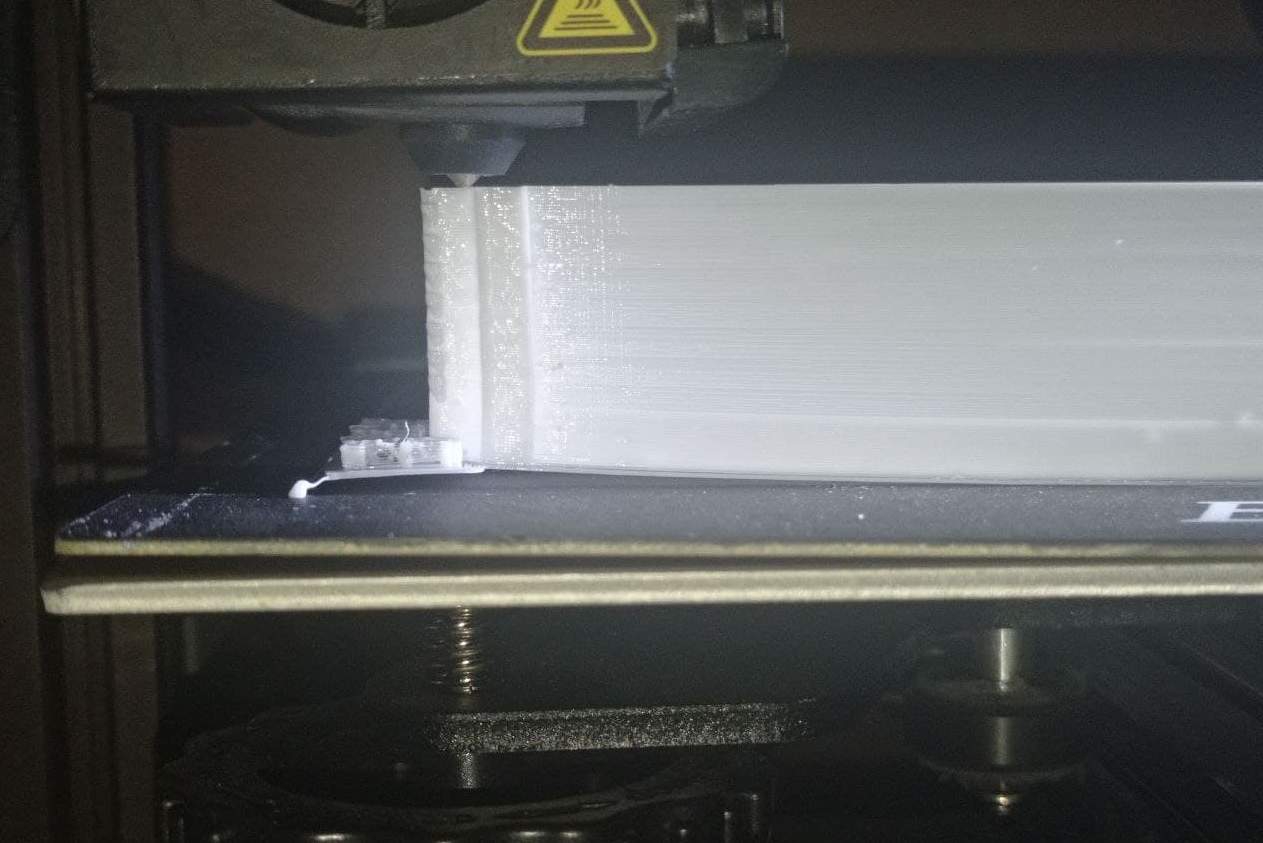
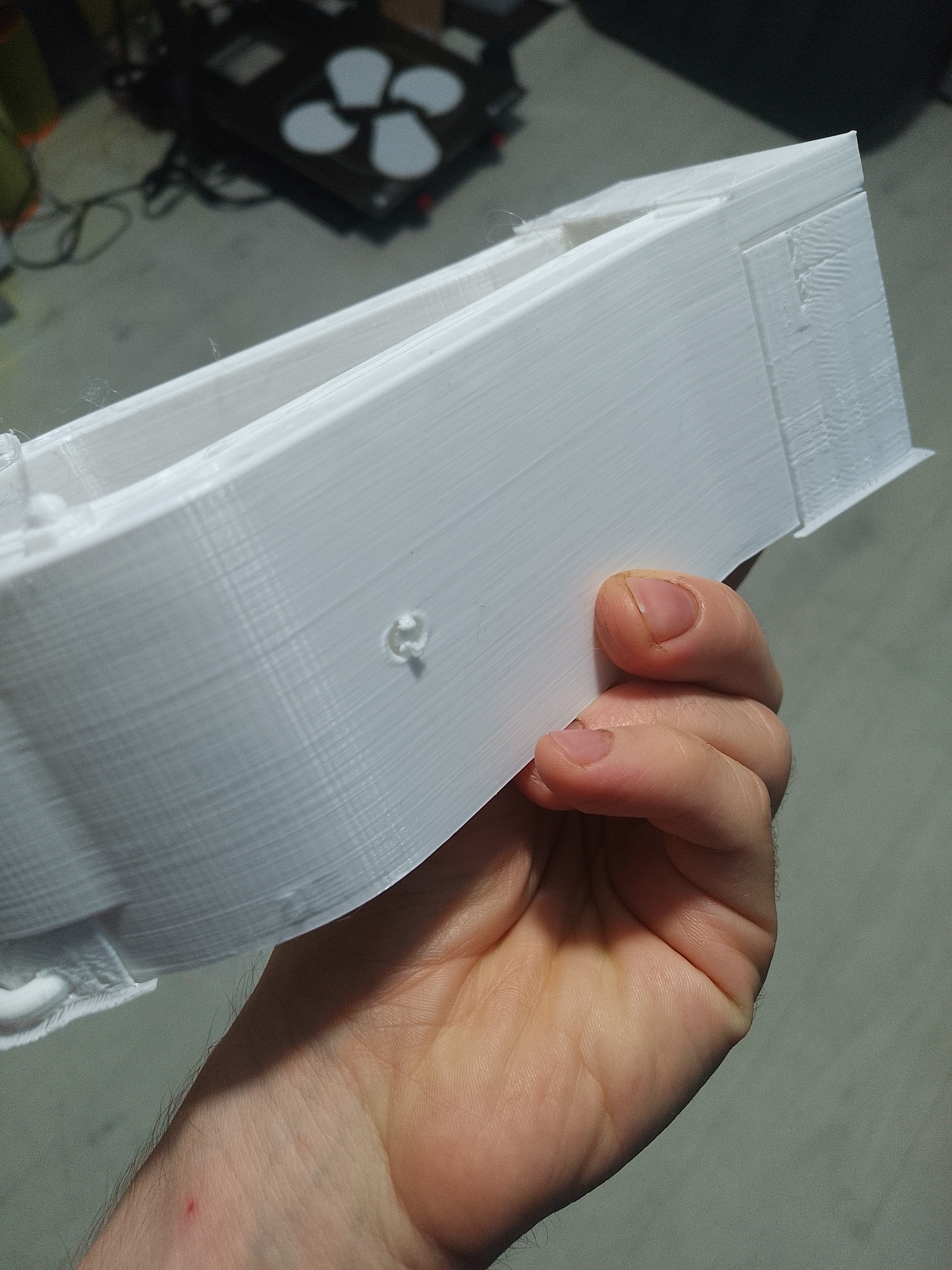
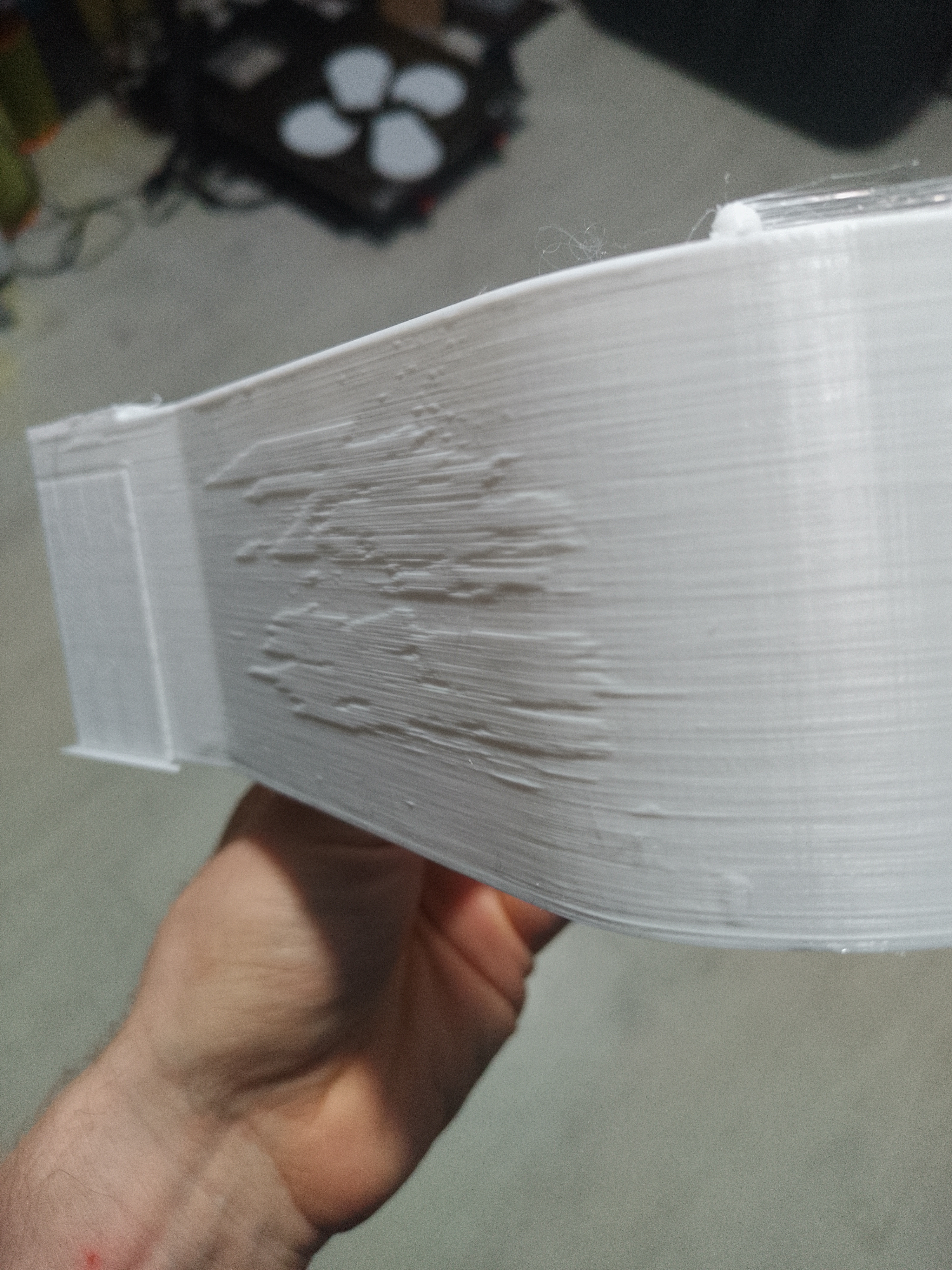
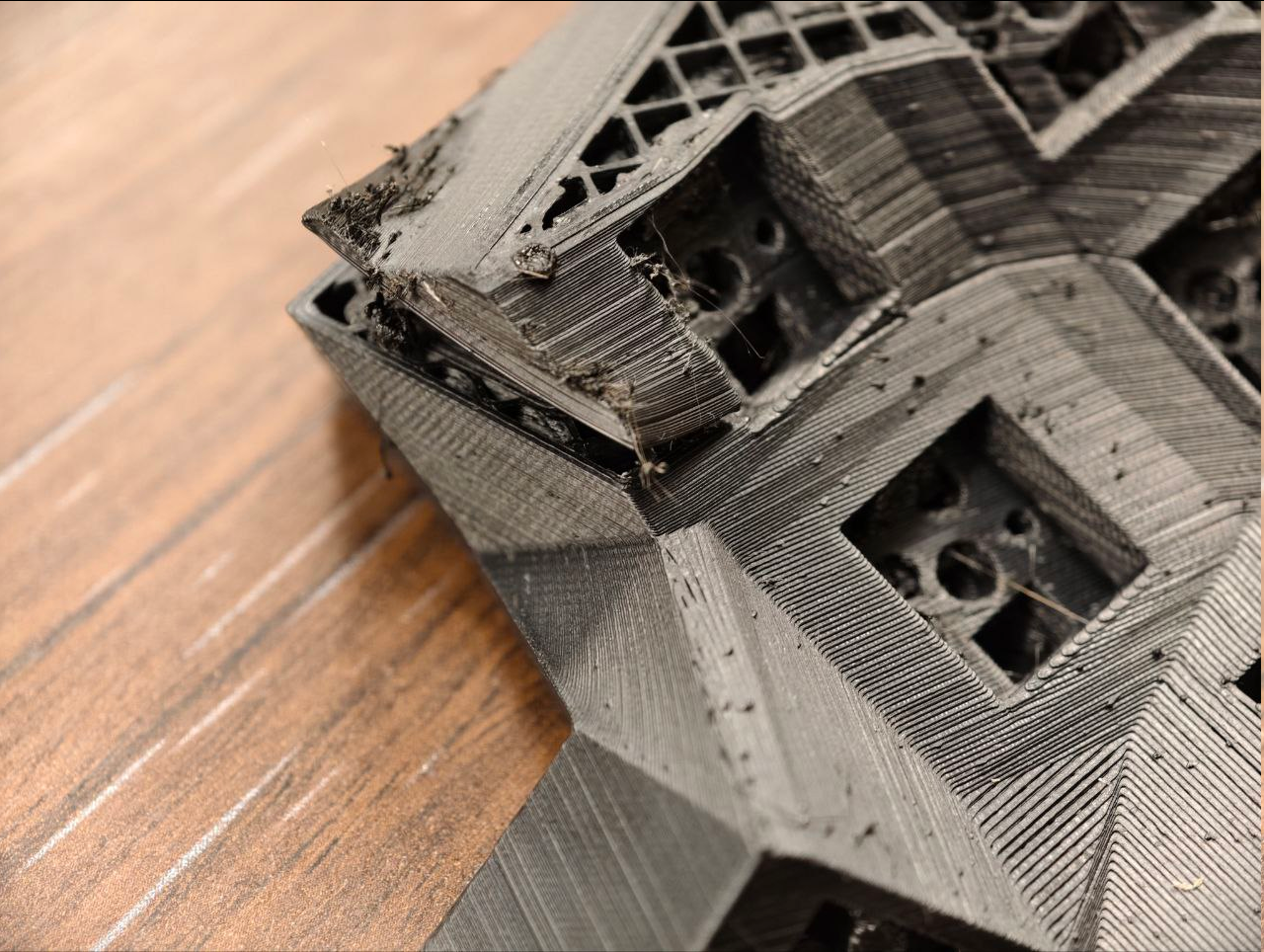
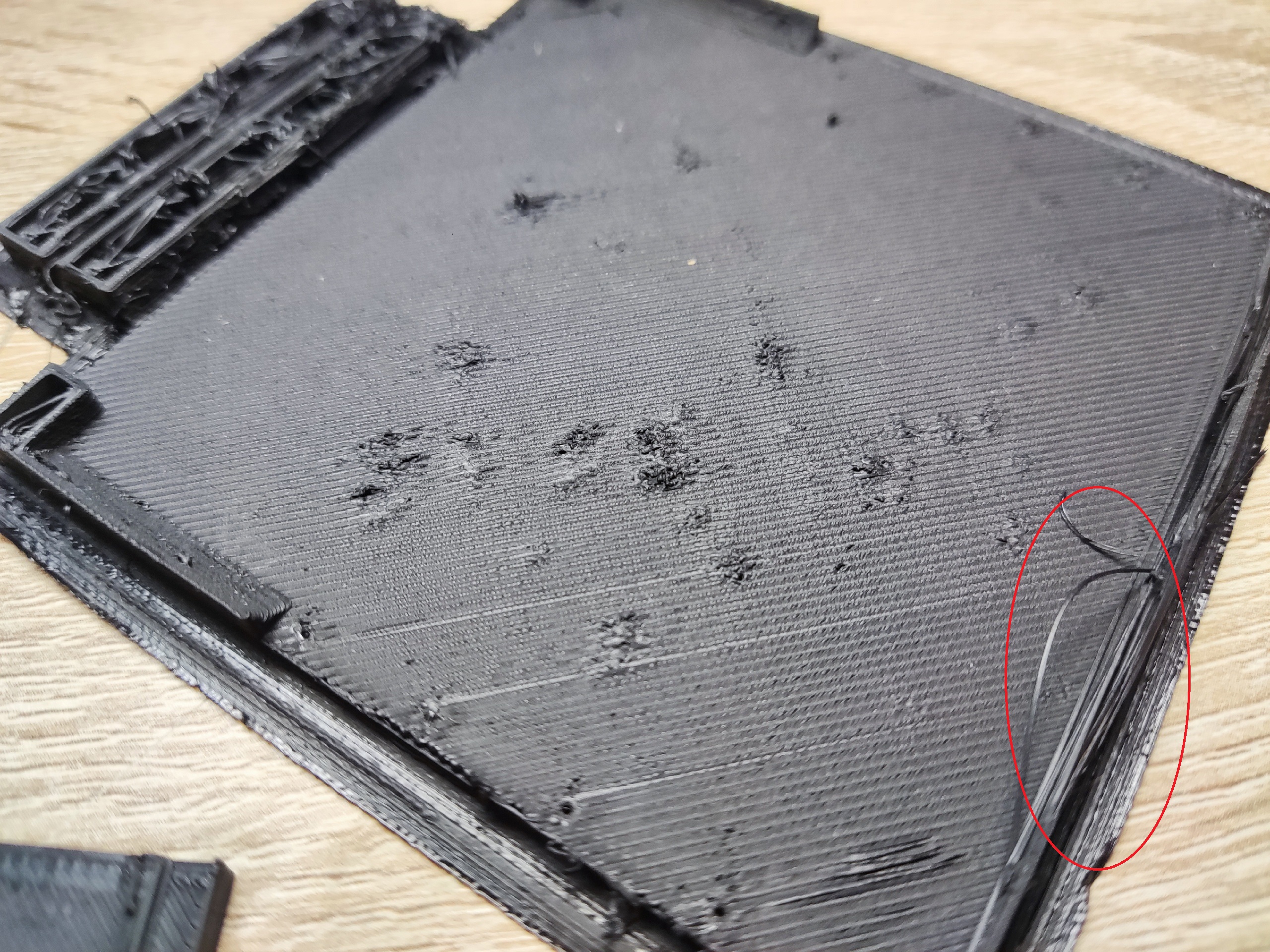
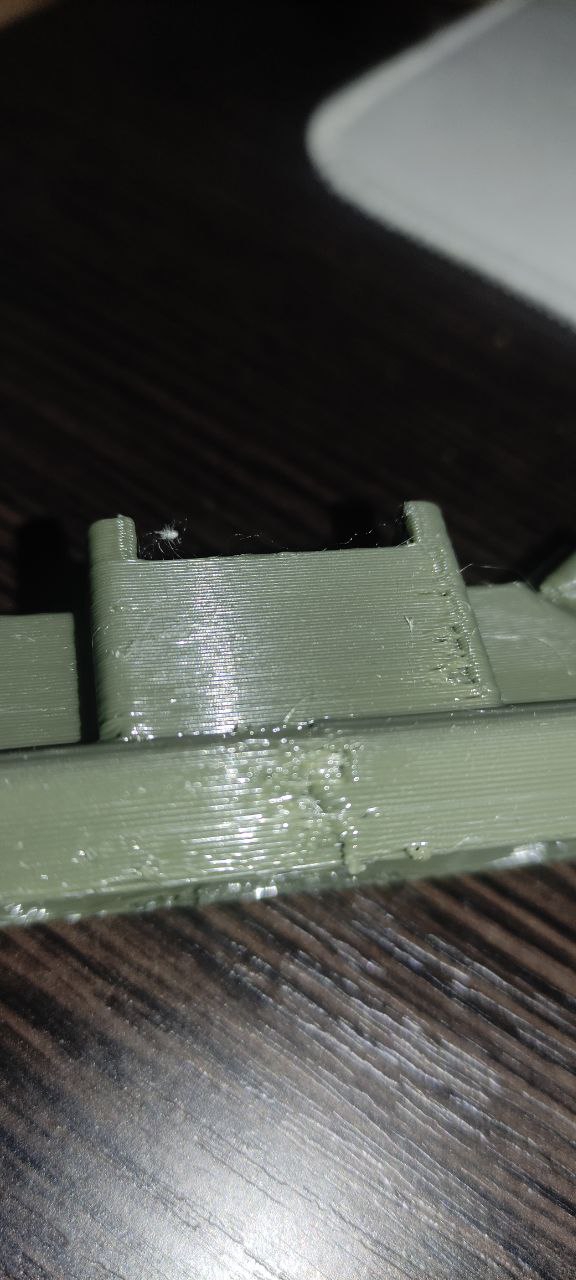
>>550421 (OP) Sup, двач. Последний две печати принтер начал высерать из себя вместо ровных линий вот такой пиздец. В чём может быть проблема и как с этим жить?
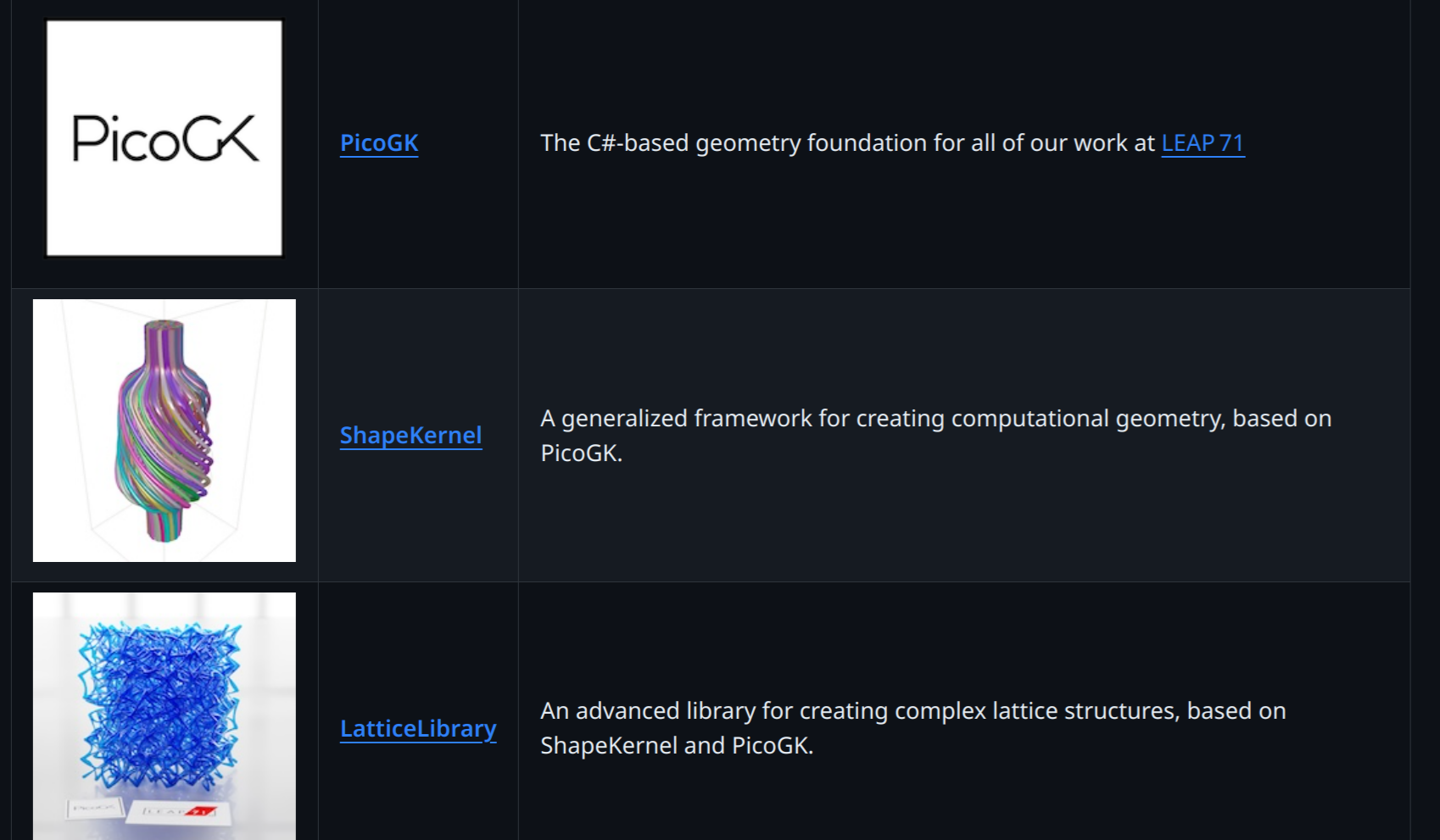
>>550971 >В сравнении с блендором много чего нормас. Просто не надо думать о блендере как о рабочем сапре. Типа как proof of concept да, это имеет смысл, для экспериментов если ты разработчик сапров - да, в продакшене - лол, лучше уж фрикад и его новый форк onsel. Если смотреть на экспериментальную хуйню для 3д печати, я бы уж лучше сюда глядел чем на блендер https://leap71.com/picogk/ https://github.com/leap71 Воксели намного интереснее потому что сочетают в себе физическую реализуемость солидов и произвольную геометрию мешей но требуют допизды ресурсов
>>550973 > новый форк нахуй не нужен когда есть старый форк (тандершторм)
> лучше сюда глядел додик не может освоить воксели с параметрикой в блендаре, но как типичный шакальник с сдвг бросается на хайповую хуйню не понимая о чем она и для чего ахахаха
Анончики, помогите. Я уже влетал сюда со своим говнопринтером и печатать после советов итт стало сильно приятнее. Единственное НО — я не смог устранить 1 люфт, потому что он в самом шаговике, как я понял. Оно вообще как-то устраняется или просто заказать новый с али? Заказывать до тех пор, пока без люфта не придёт? Может как-то программно "устранить" люфт в марлин?
>>550973 Вообще, выглядит конечно интересно, но довольно узкоспециализировано. Лично у меня нет проектов под такой инструмент.
Воксели интересно по большому количеству причин, но у них как всегда есть проблемы с масштабируемостью. Что-то крупное лично моя пека не потянет.
>>550972 Видишь же сам что сопли не прилипли. То что они даже не размазались значит что расстояние слишком большое. Включи ту хуйню которая вокруг печатаемой хуйни рисует контур и просто в начале печати пока принтер печатает это веди следом палец и пальцем ощущай не слишком ли размазался кусок пластика и не слишком ли большое расстояние.
Лично я после каждой печати просто прогоняю автовыравнивание и протираю со спиртом стол.
>>550979 >додик не может освоить воксели с параметрикой в блендаре Я как сертифицированный специалист по блендеру в упор не понимаю что ты пытаешься доказать и кому. Единственное место где в блендере есть воксели - это ремеш, всё. Не, наверняка за 5 лет развития появился какой-нибудь аддон который добавляет воксели через жопу и к нему наверняка можно через три пизды приделать интеграцию с тем же OpenFoam и итеративную оптимизацию. FEA в блендере можно сделать, но это чисто академическая хуйня, в реальной инженерии этим пользоваться невозможно если ты не ебанутый https://www.youtube.com/watch?v=kfQfU_cDRWE
>>550925 Что вообще значит алюминий не справляется? Алюминий быстрее нагревается, быстрее остывает. Медь более инертна, медленнее меняет температуру. Принтер печатает на постоянной температуре, поэтому какая нахуй разница? Единственное значимое отличие – разные коэффициенты линейного расширения. Сопло латунное, вместе с латунным блоком они будут расширяться одинаково, а вместе с алюминиевым по-разному. На практике это значит только то что в алюминиевый блок сопло надо затягивать разогрев пару предварительно на максимум, а в медный можно и без нагрева.
>>550996 Да куда он там меняется то? Нагреватель печёт равномерно, так там ещё и термистор стоит для регуляции. И принтер стоит себе где-нибудь в углу где нет никаких колебаний температуры. Не, если ты его у двери или окна поставил, то начни с этого, а не с замены комплектующих Максимальный колебания – это когда филамент всосали обратно на долю секунды, но кубик любого металла вообще не заметит такого перепада.
>>550997 >Максимальный колебания – это когда филамент всосали обратно на долю секунды, но кубик любого металла вообще не заметит такого перепада. Ты просто не печатал со скачками 3-30 мм^3/c. Температура заметно скачет на 2-3 градуса. Да, это с калиброванным пидом. И это на латуни. Латунь собственно за счет большей теплоёмкости и уменьшает колебания а ещё за счет мягкости там намного легче вкрутить сопло и барьер без протечек
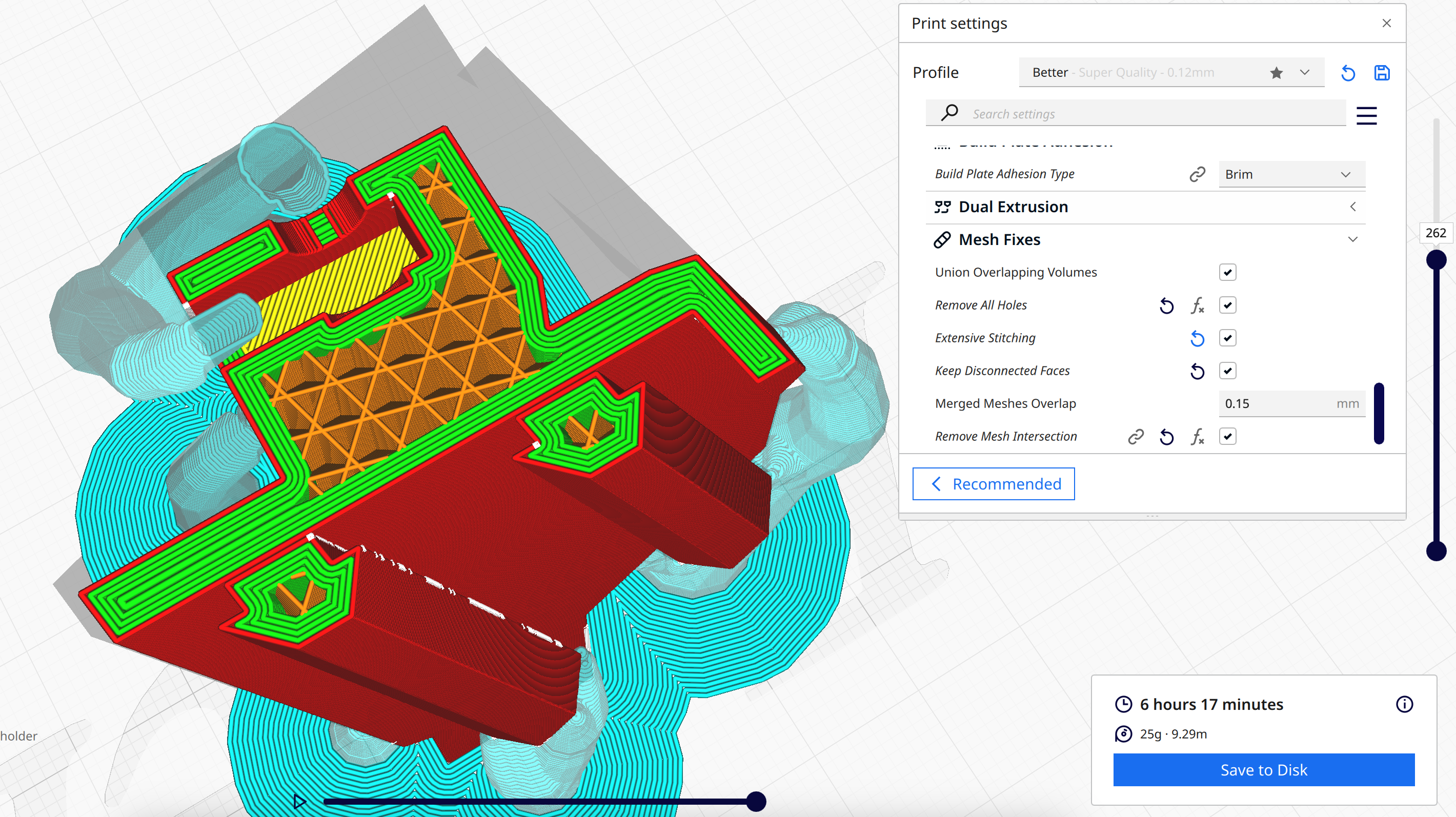
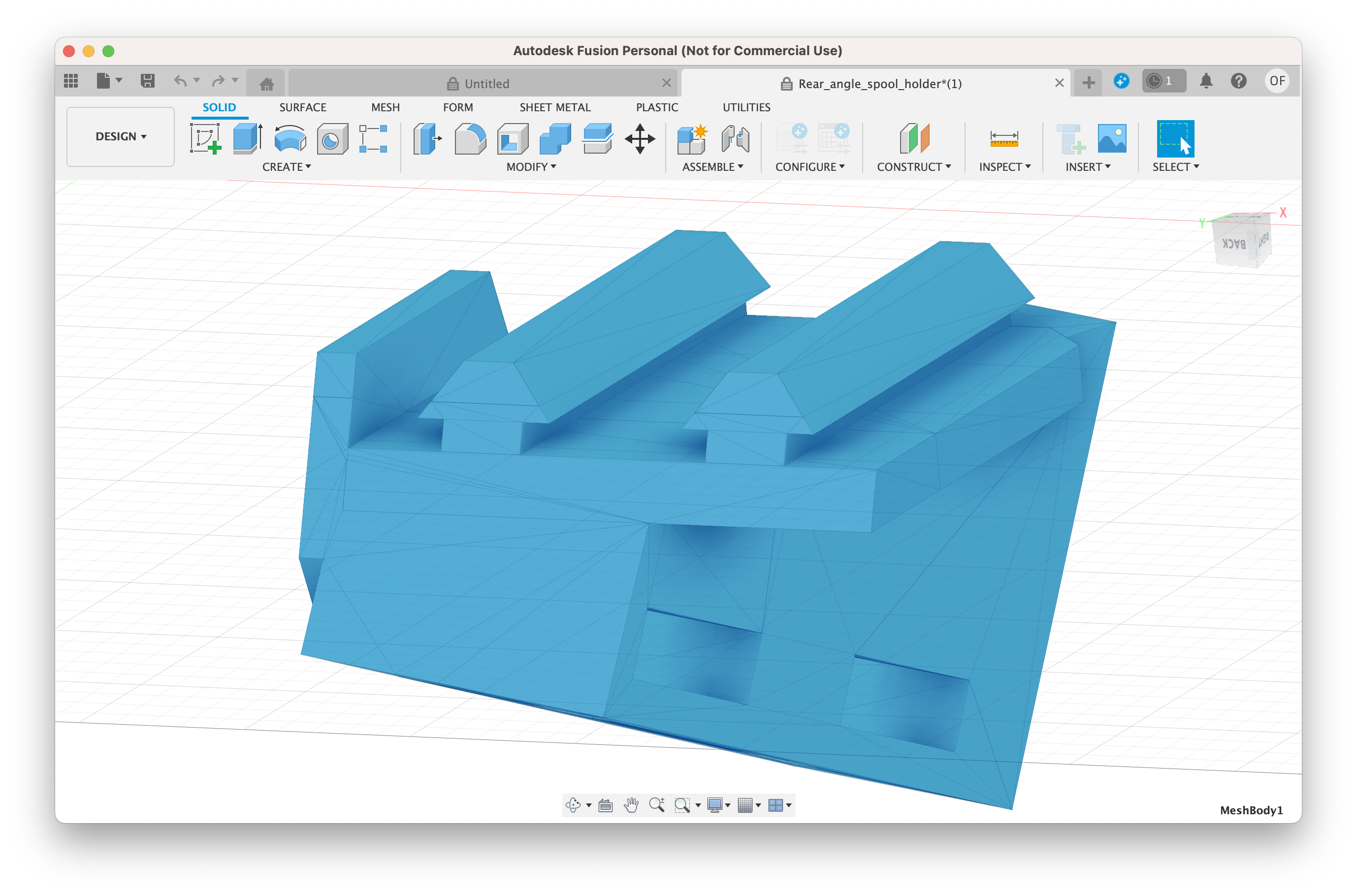
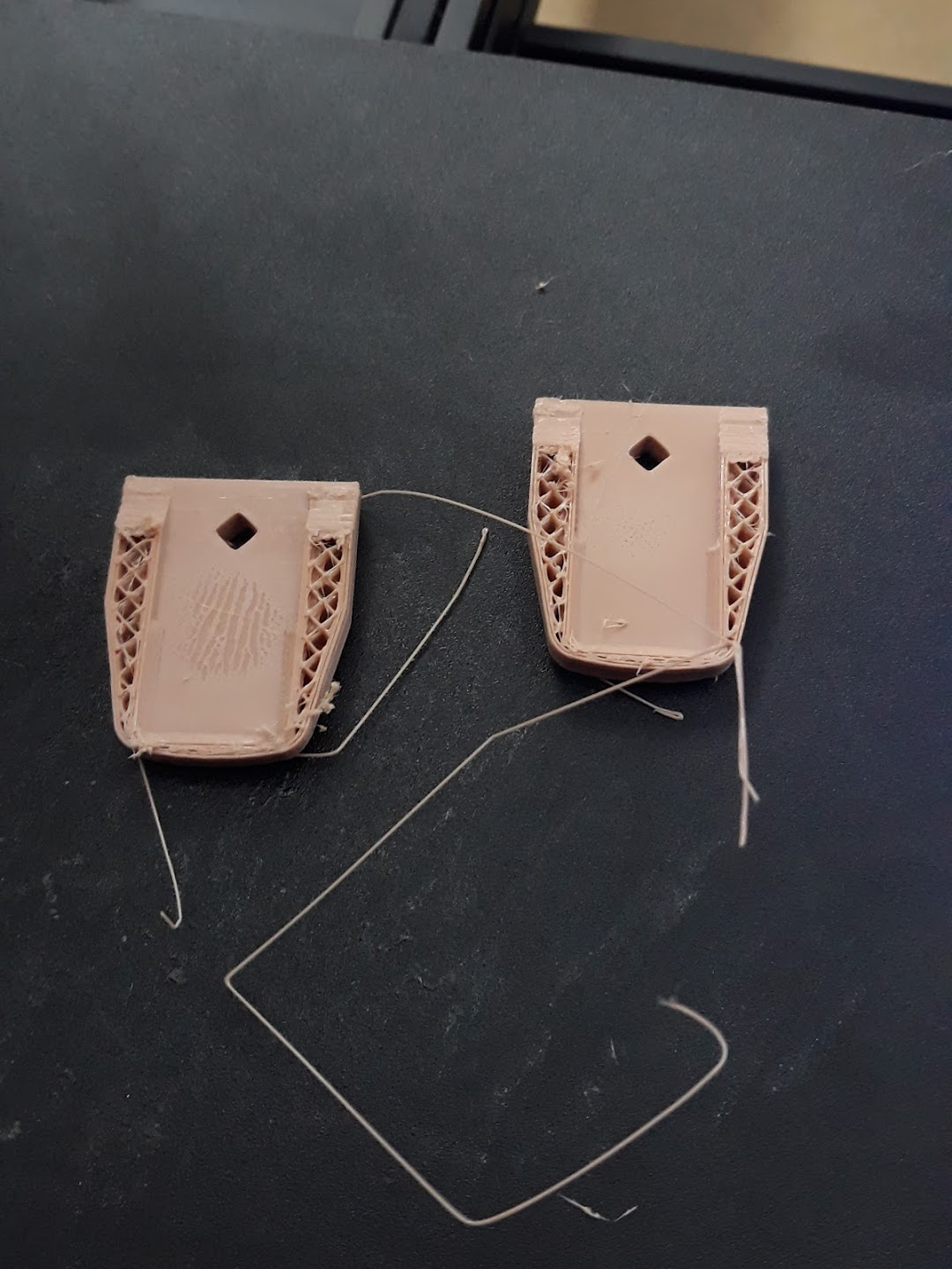
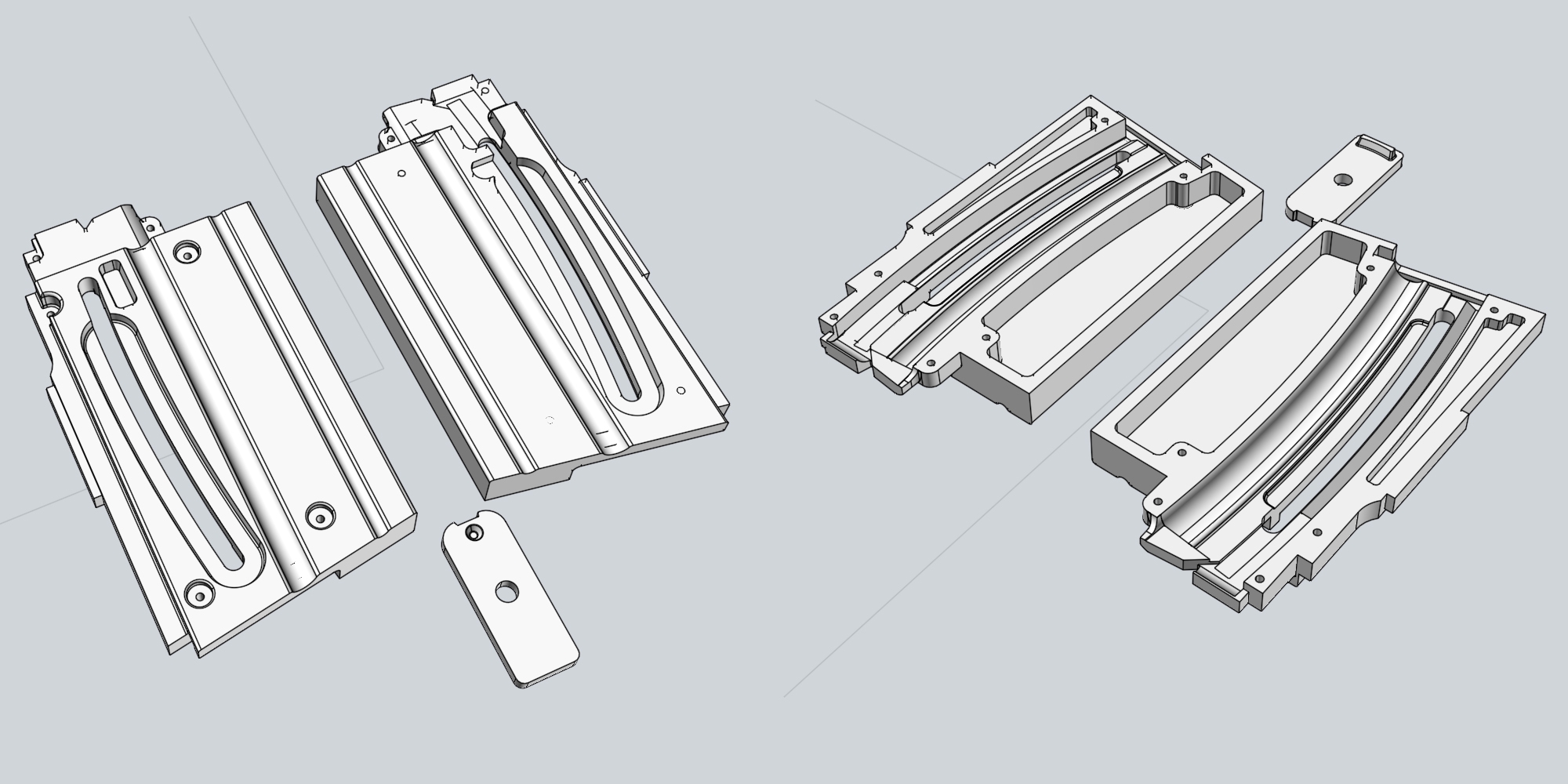
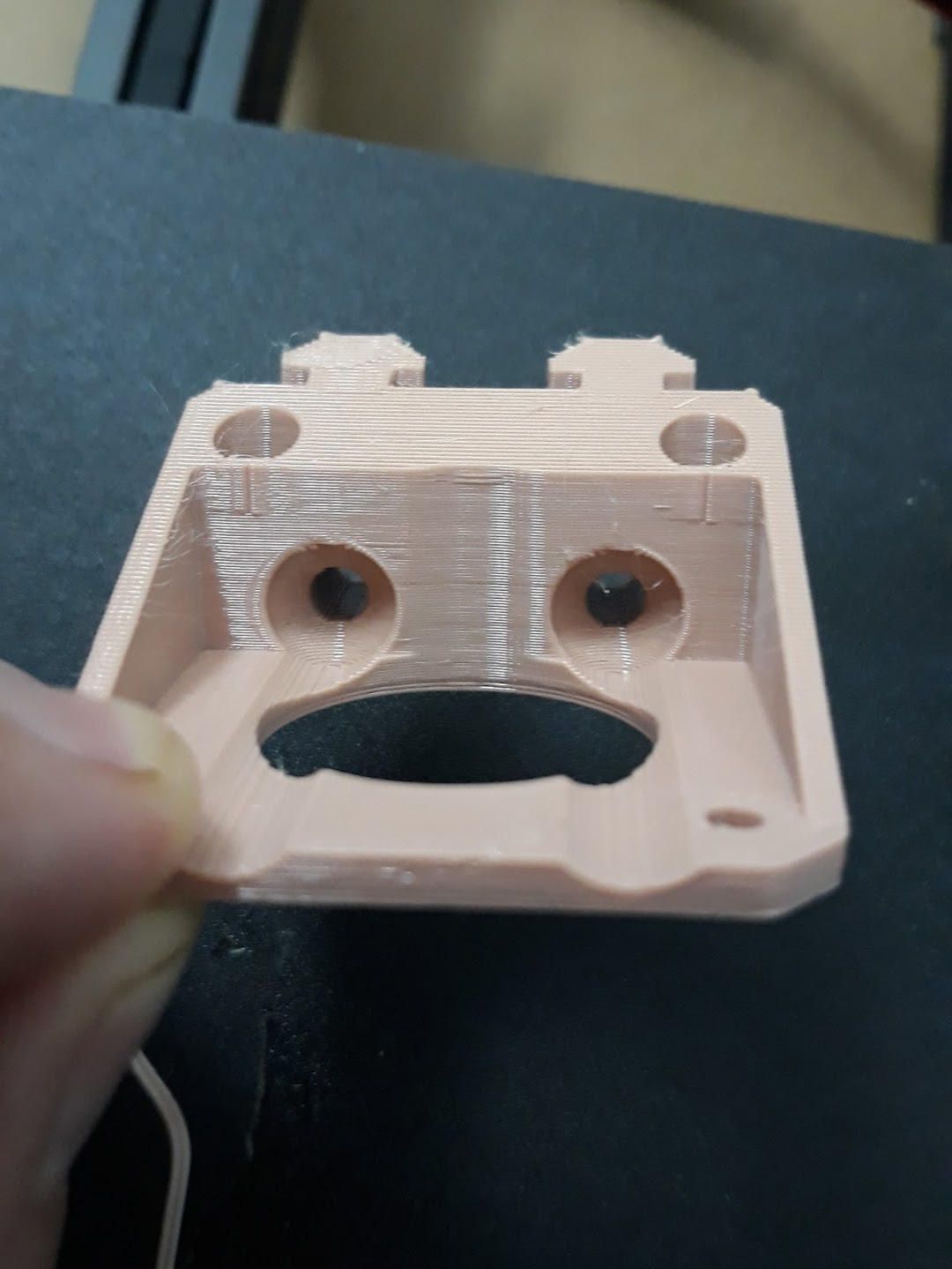
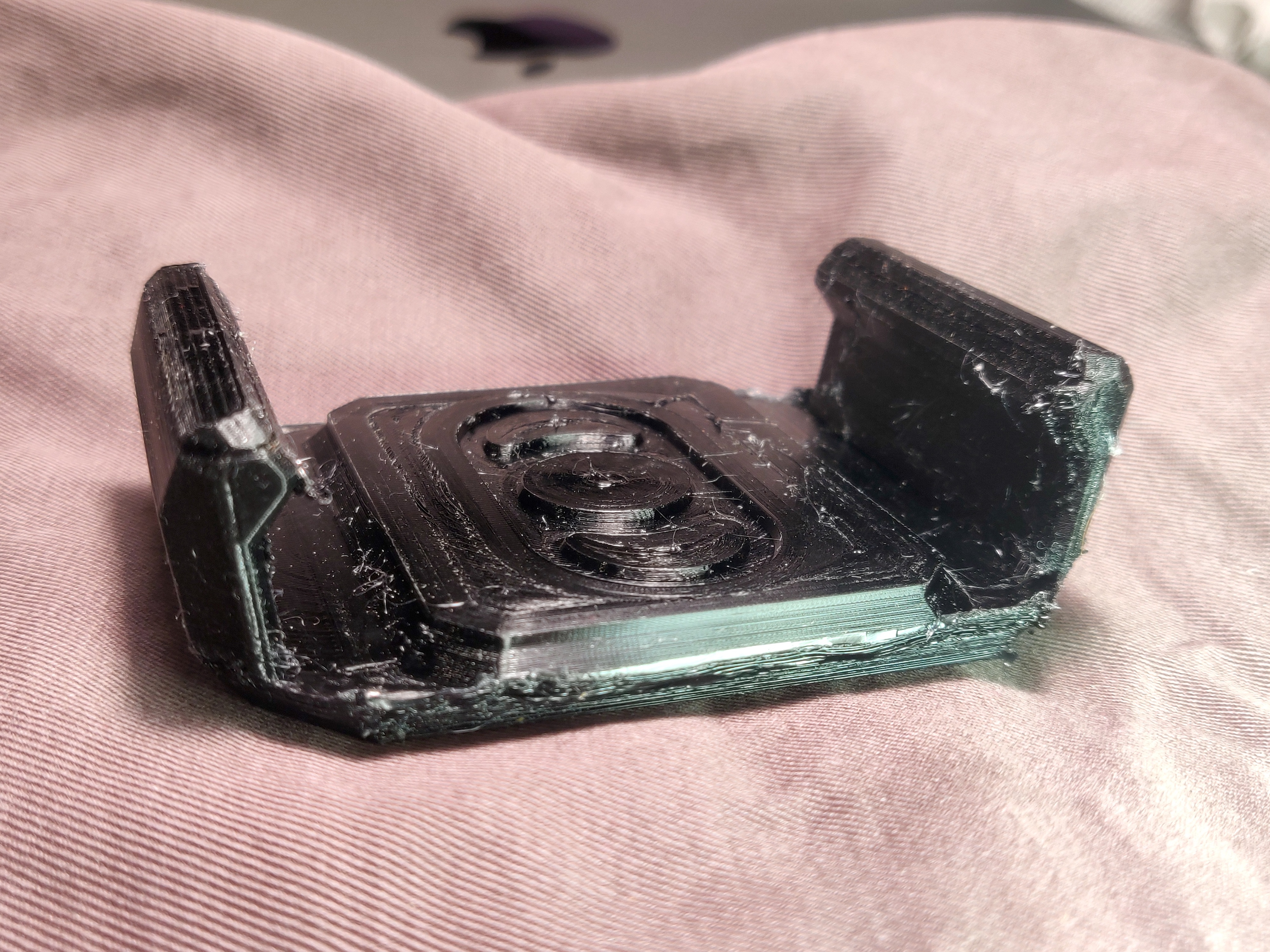
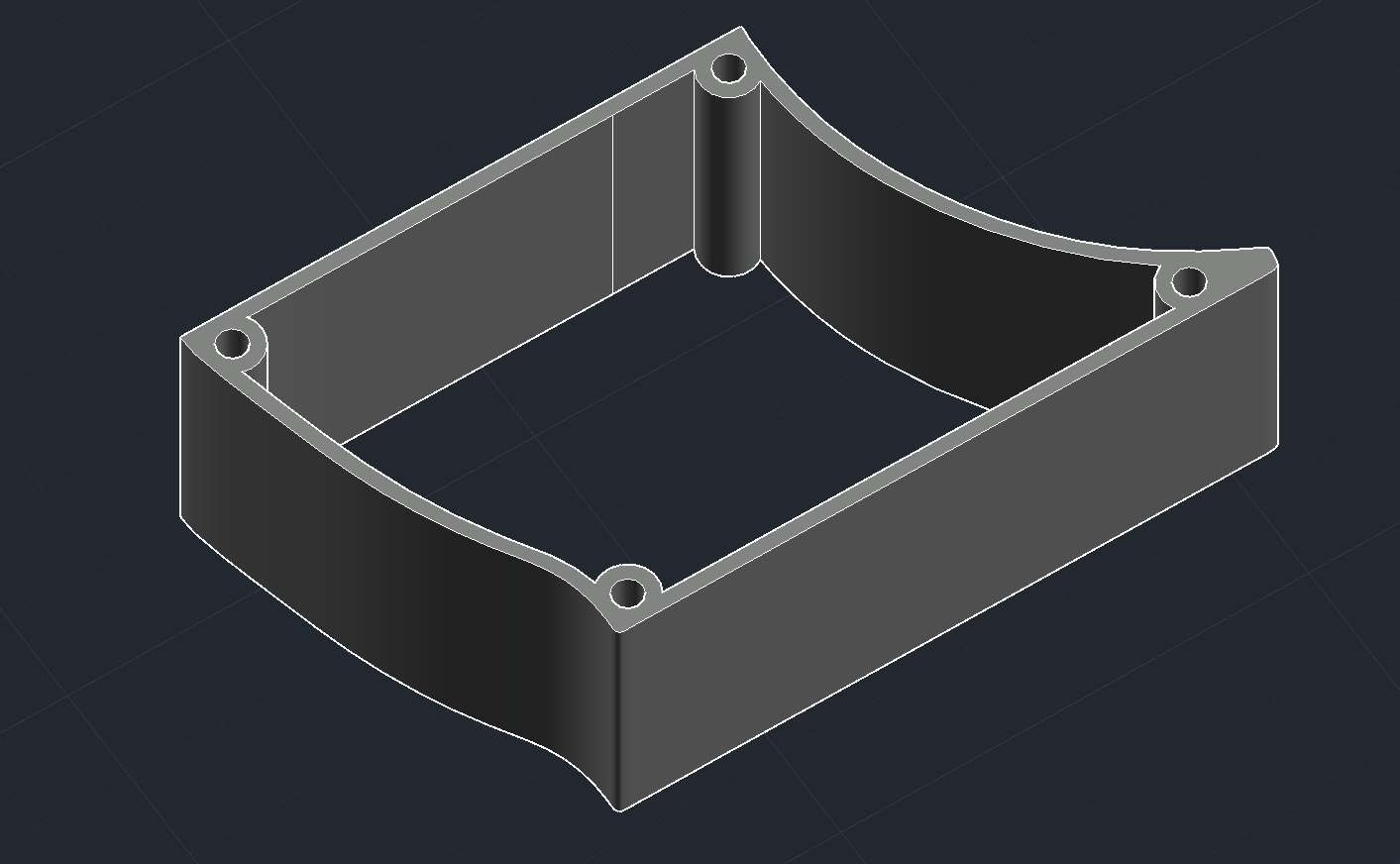
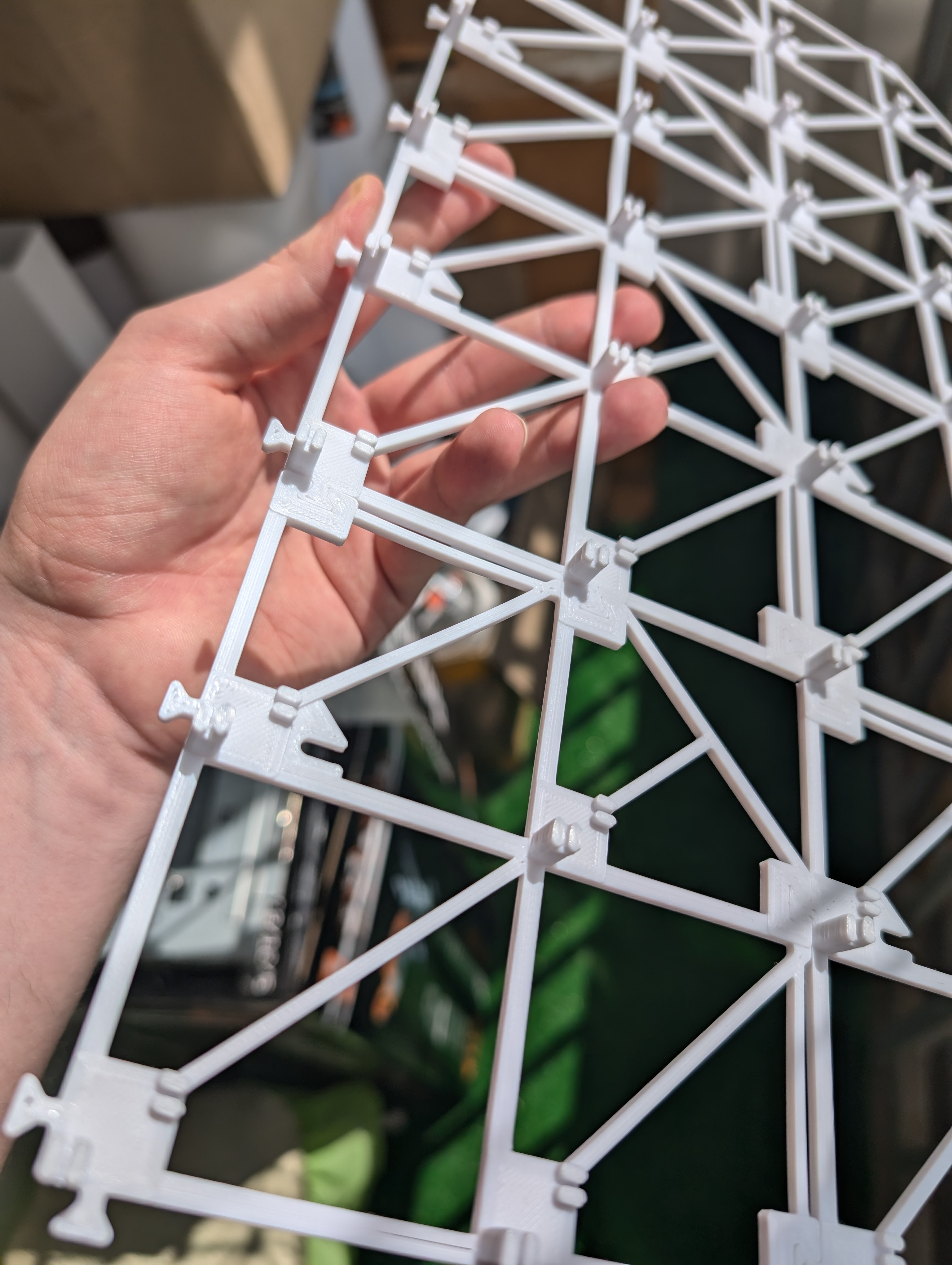
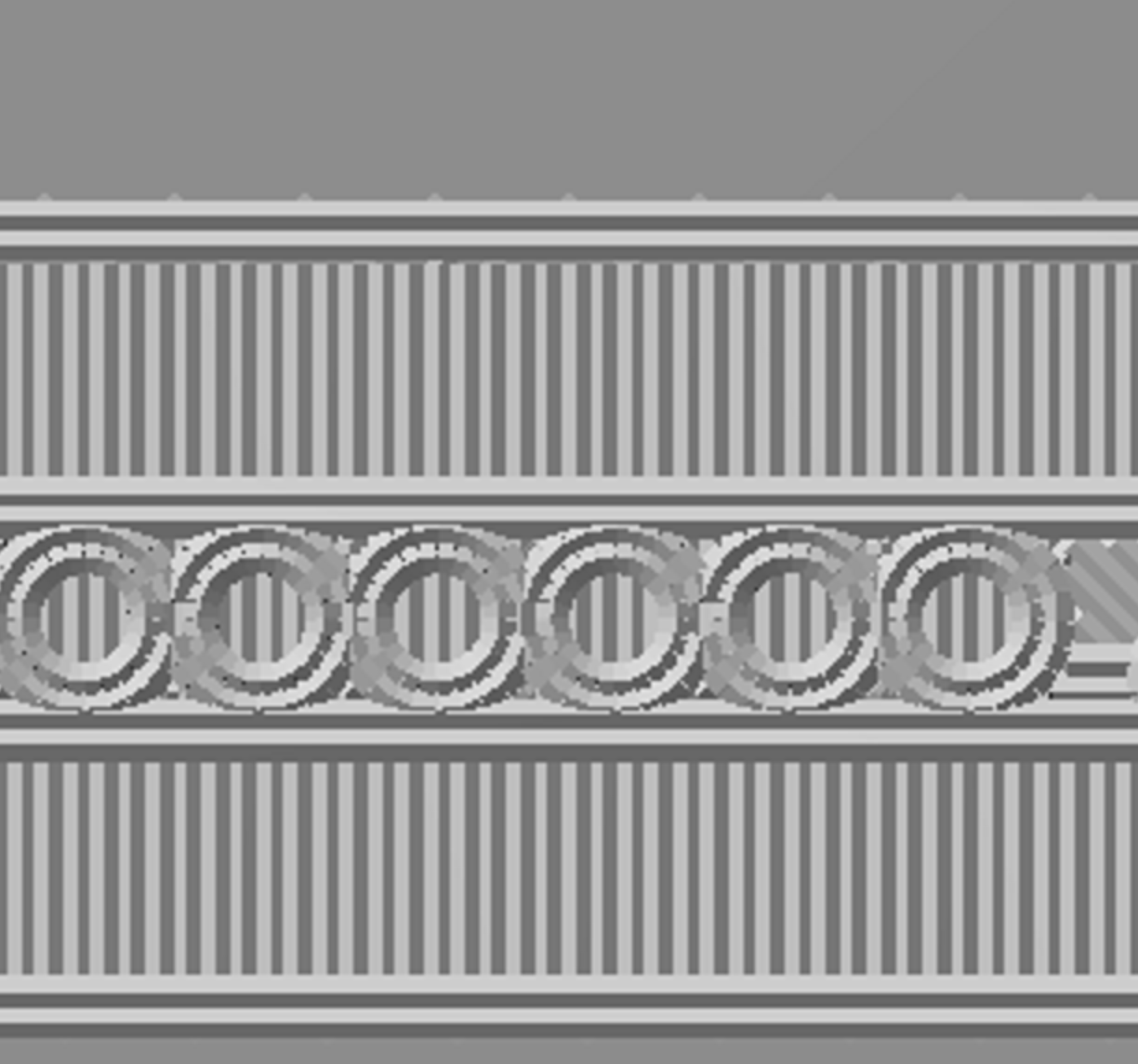
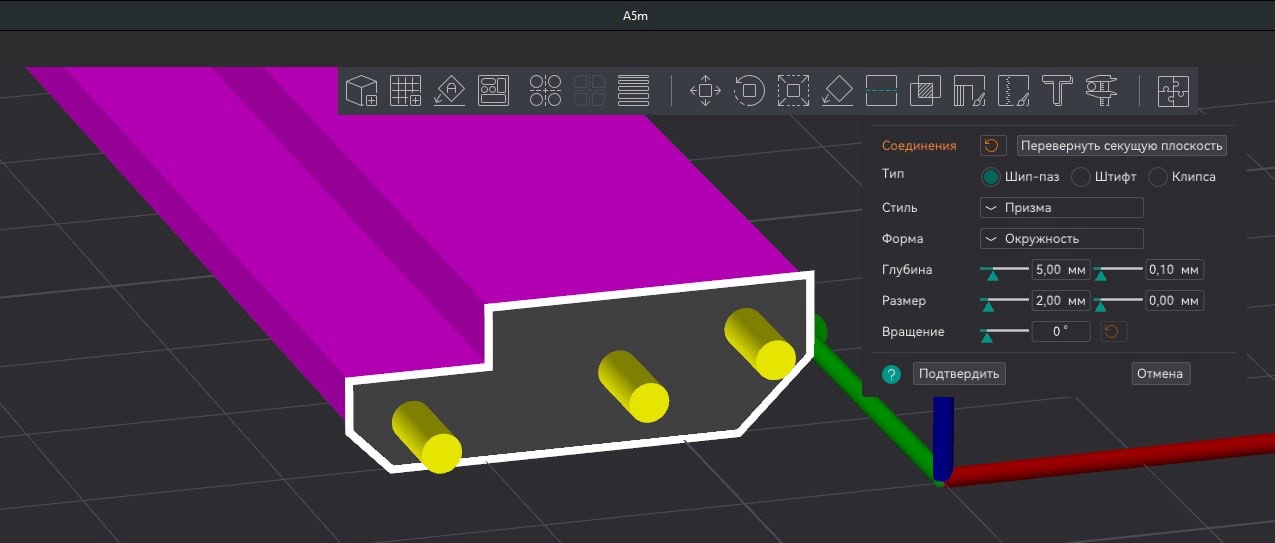
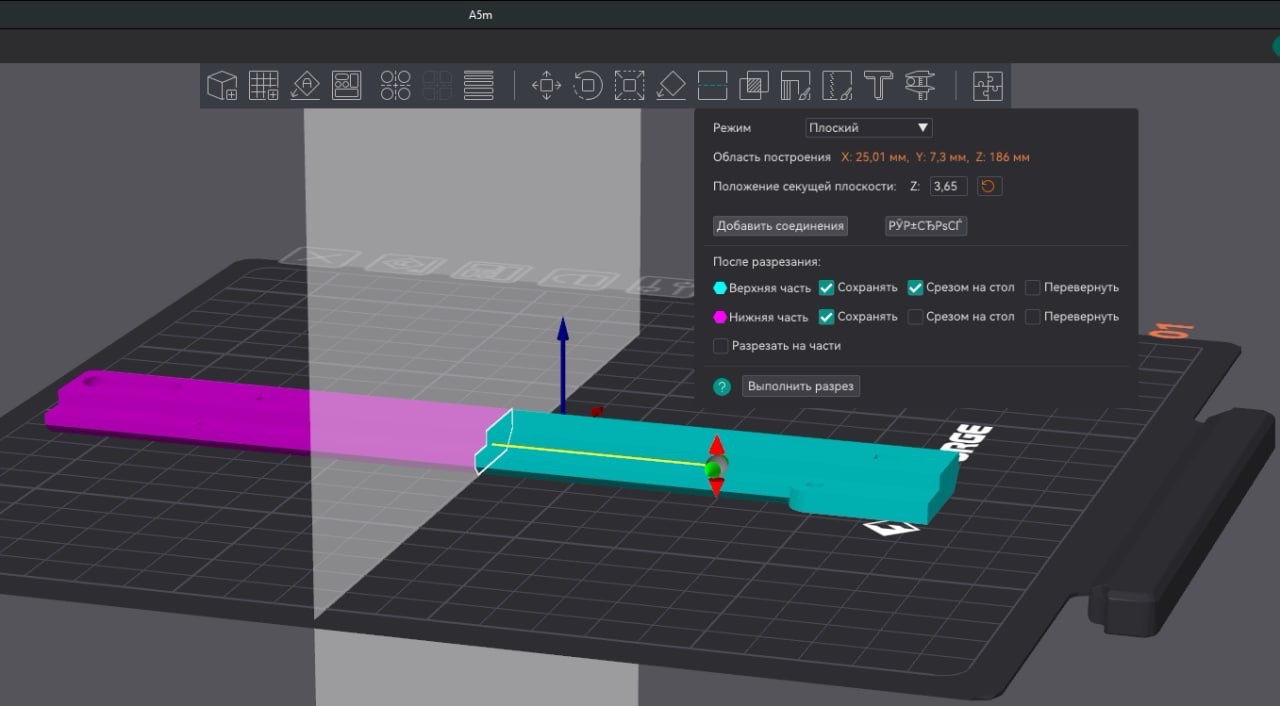
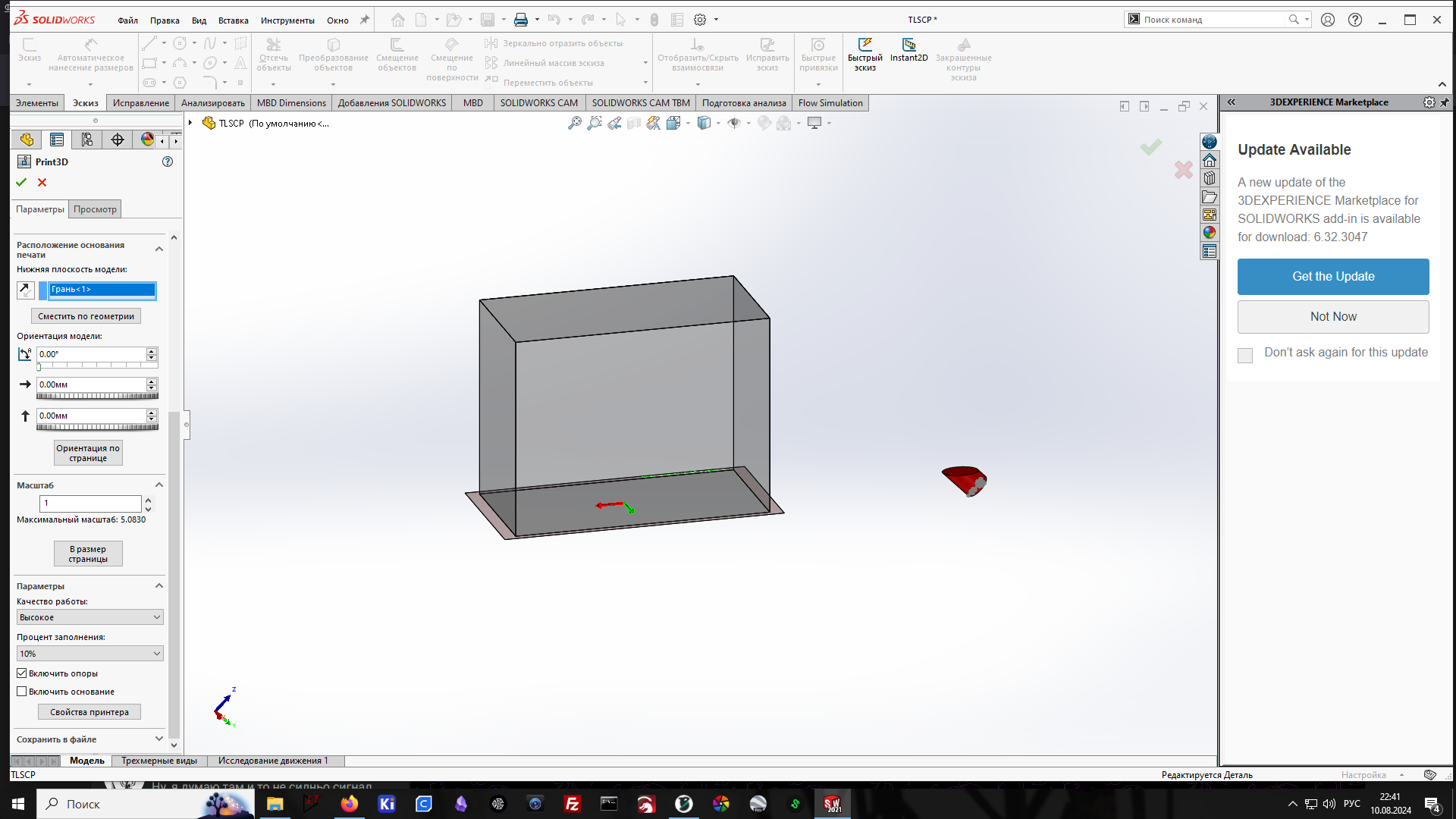
Как пофиксить пикрил? Кура пытается отпилить мне рёбра которые вставляются в пазы, оно же развалится нахуй. Попробовал все галочки в Mesh Fixes – ничего не помогло. Да и вообще модель цельная вроде, нет там косяков.
>>550993 > Что вообще значит алюминий не справляется? То и значит: из-за нагрева теряет прочность, а то и вообще плавится. Но это, НЯП, для бытовых пластиков не актуально.
>>551009 90% что модель косячная. Поди моделировал эти ребра как отдельные элементы.
Кстати тут если не пиздят сделали рабочий маленький пеллетный экструдер который печатает не хуже обычного. Неужели мы когда-то перестанем кормить сраных производителей филамента? https://www.youtube.com/watch?v=AS898H9F04s
>>551042>>551045 Ну так удобно. Подключил провод к принтору с конплюктора, кнопку нажал и погнали.
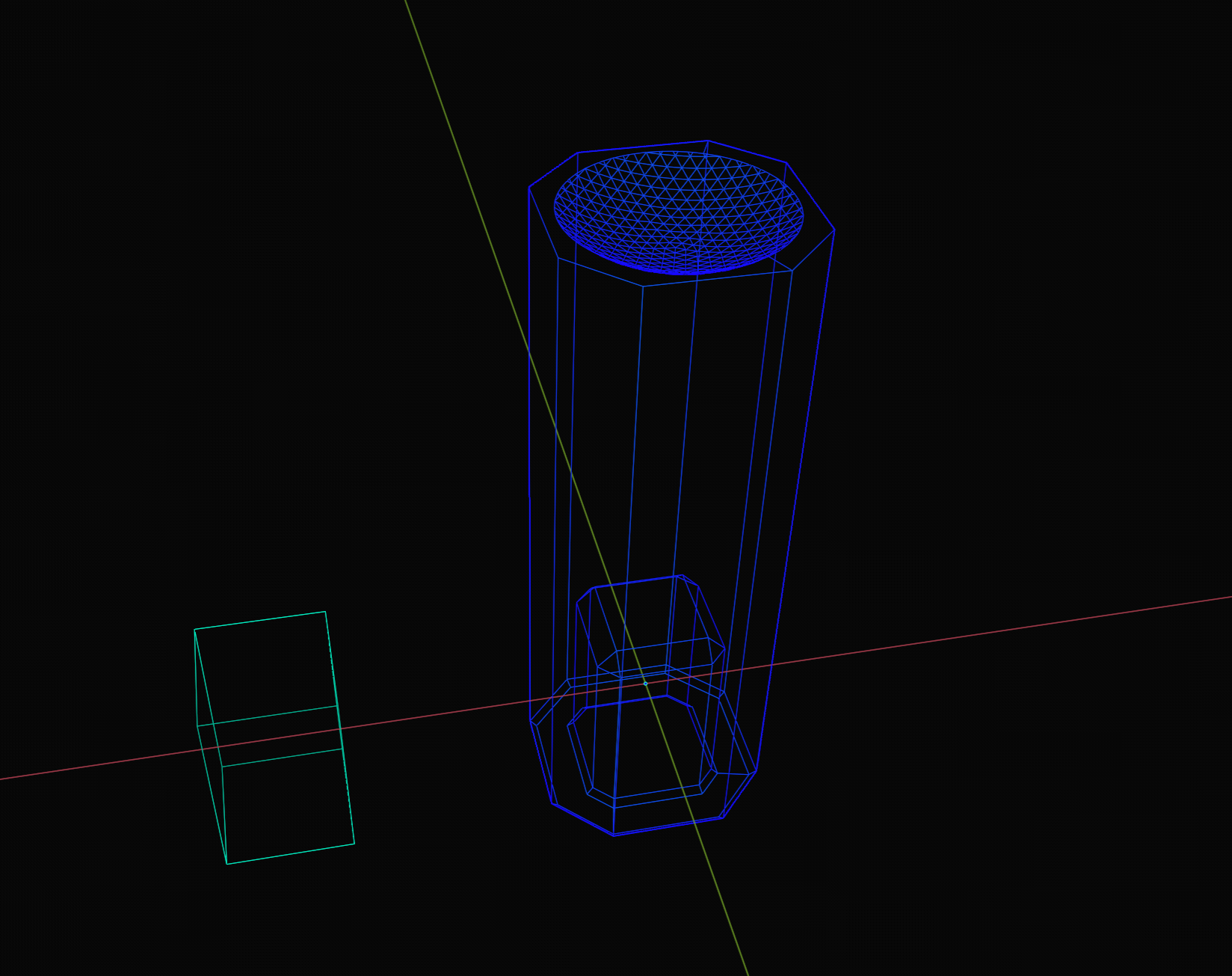
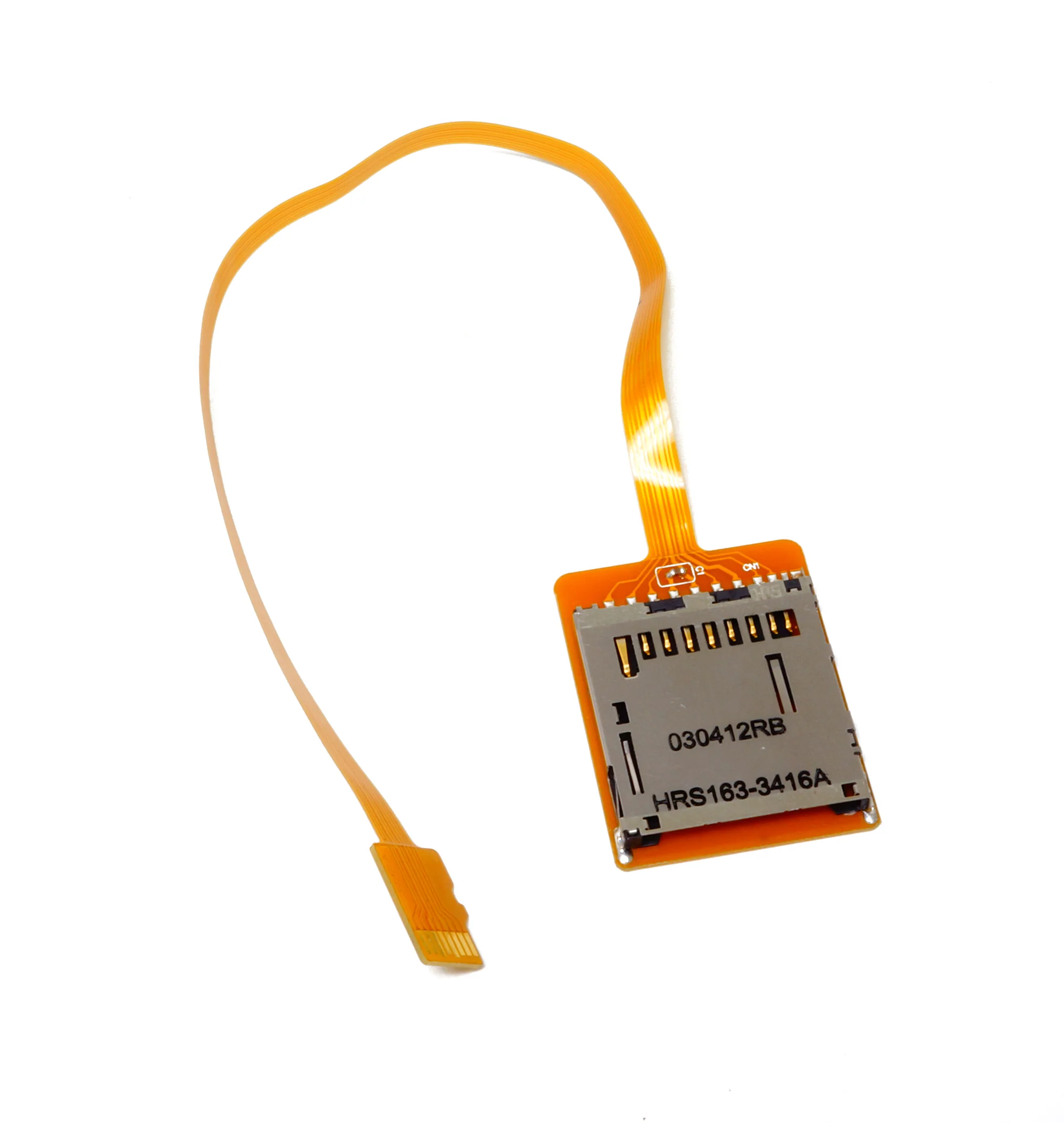
Например недавно я подгонял плотную посадку магнитика в пластик, где буквально перемещал стенку по 5-1 сотке на тестовых образцах. Там принт занимал буквально минуту и на 7 тестовом образце я получил желаемый результат. Как бы дрочится с SD-картой в таких ситуациях лол дольше чем печатать.
>>551043 Ты оригинал модели то откуда взял? Если сделал сам то отредактируй. Если не сам, то меняй ручками.
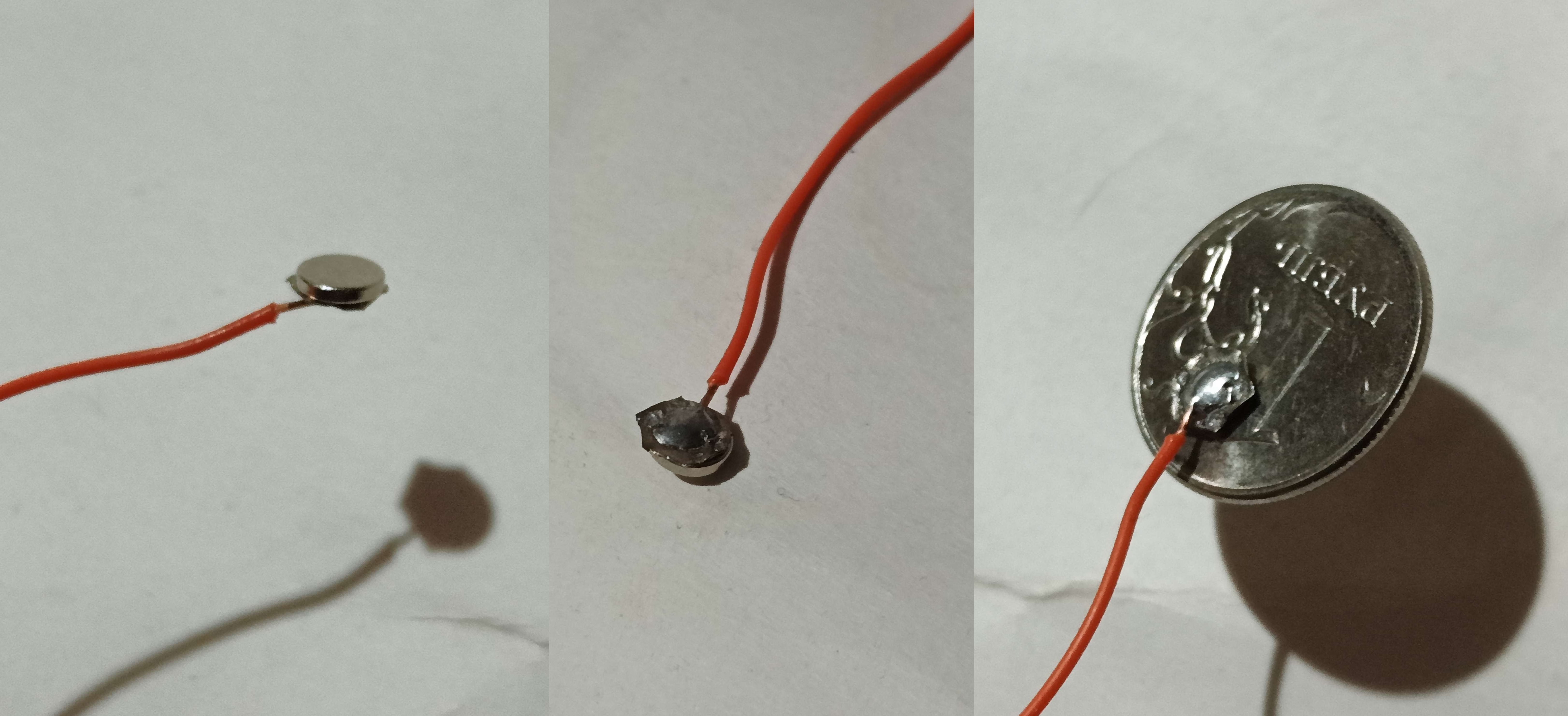
>>551046 Кстати о магнитиках. Напишу забавное что узнал недавно экспериментальным путём. У меня была задача соединить пластик и магнитики, так чтобы магнитики были примерно на одной плоскости и с одной из сторон магнитик был открыт.
Из вариантов соединения - прикрутить магнитики, приклеить, или плотную посадку сделать. Попробовал сначала приклеить - суперклей схватывается на магнитиках и на пластике с разной скоростью и хер приклеишь их ровно. Попробовал прикрутить, но это вносит свои сложности. Наконец попробовал сделать плотную посадку и получил успех. Но повторяемый результат можно делать только если посадочное место печатается в определённой ориентации.
В итоге лучшее комбо это напечатать отдельно посадочное место для магнитика, запихать туда магнитик, а потом это посадочное место уже лепить на суперклей к основной конструкции. Приклеить два куска пластика ровно значительно проще, чем пластик и магнитик.
>>551050 Да ладно, у тебя готовая модель есть и она не слишком сложная. Минут за 20 справишься. Это куда проще чем пытаться составить модель по фото, или по чертежу на салфетке.
>>551046 >Подключил провод к принтору с конплюктора У меня принтер вообще в кладовке стоит, какой нафиг провод к нему? ESP3D собираюсь поставить, но и с флешкой бегать пока ок.
>>551052 У меня принтер перемещается по дому, в зависимости от проекта. У меня есть складной верстак, на который я ставлю принтер рядом с конплюктором, если делаю какой-то микродроч где печать в пределах получаса. Часто надо подходить, снимать то что там напечаталось, ставить новое на печать и всё такое. Ходить в соседнюю комнату я в таком случае не хочу.
А когда надо какую-то долгую печать делать то разумеется я отношу его в соседнюю комнату, чтобы не гудел под ухом.
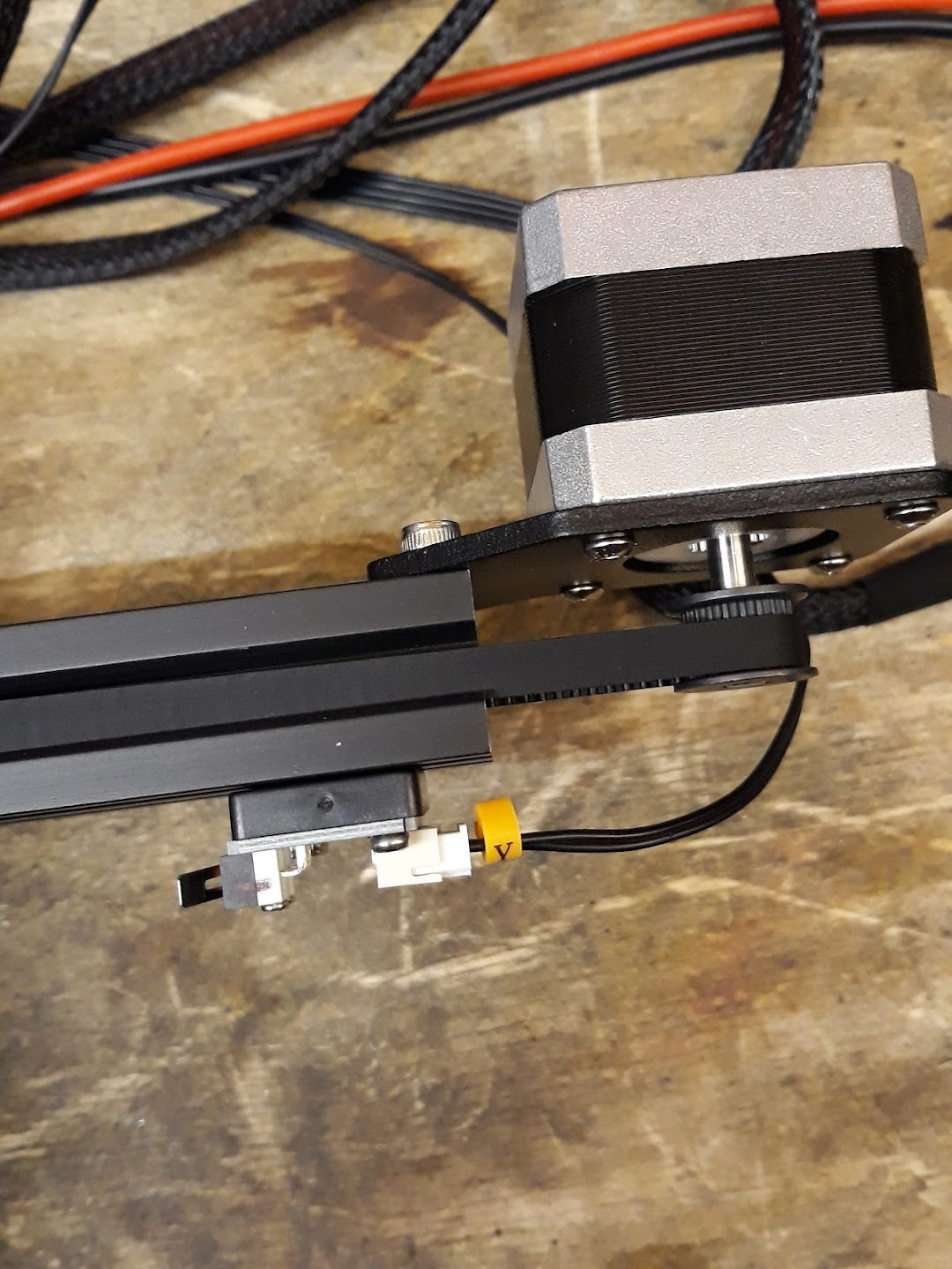
решил глянуть руснявый видос (чтобы без головняка наверняка, под муриканцев часто делают йоба версии которые не положены третьему миру) одного додика (полтора часа соплежуйства и рассказы вначале как покакол -- все по классике) смотрел на х3 с перемотками
в итоге этот даун полез калибровать, обосрался, сделал еще хуже чем було и такой - ну это потом приработается, нормально буде... - сука как же я заверещал баляяя 🤣
я в итоге ремень стола и блок не стал даже трогать, вроде нормально, ось Х хуй знает как натягивать ремень, как же уебански сделано, ее вообще невозможно точно натянуть без упорного механического натяжителя, чисто пальцами насколько сил хватило оттянул и зафиксировал - уебанство? уебанство..
кстати абсолютно все блоки пришлось регулировать, один вообще даже на балку не пролазил тупо на хуй! я почему то думал будет полный плаг-н-плей, просто скручу винтики и все, а хуй там...
ну и потом еще орка мозга ебать начала, не взлетел жикод, толи он стол долго грел я хз уже никакой был, щас накатил их местный маня-форк пруси (суперслайсер) вроде норм
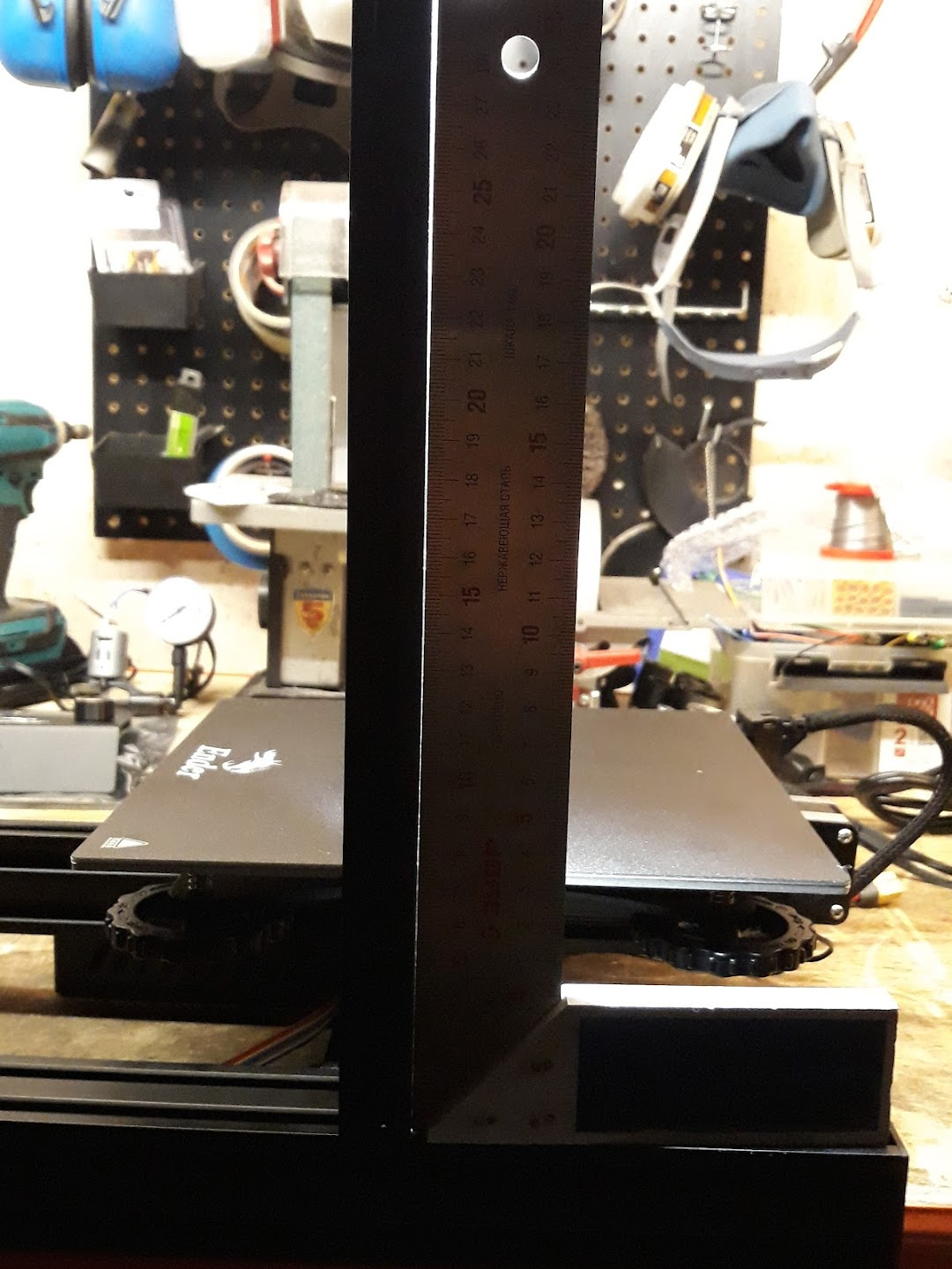
ну и дефолтного котика печатать всего не стал, т.к почитал в каментах пластика один хуй не хватает, чисто проверил уровень стола (который в центре один хуй просаживается, ебанина блядь, уже присмотрел обычное стекло на озоне за 500р, с клеем как раз заебись зайдет, в три раза дешевле ультрабазы
вот, ну а потом балку накинул сверху и стало вроде боле мене ровно, но потом винт начало закусывать, но я его приотпустил децл совсем и нормас
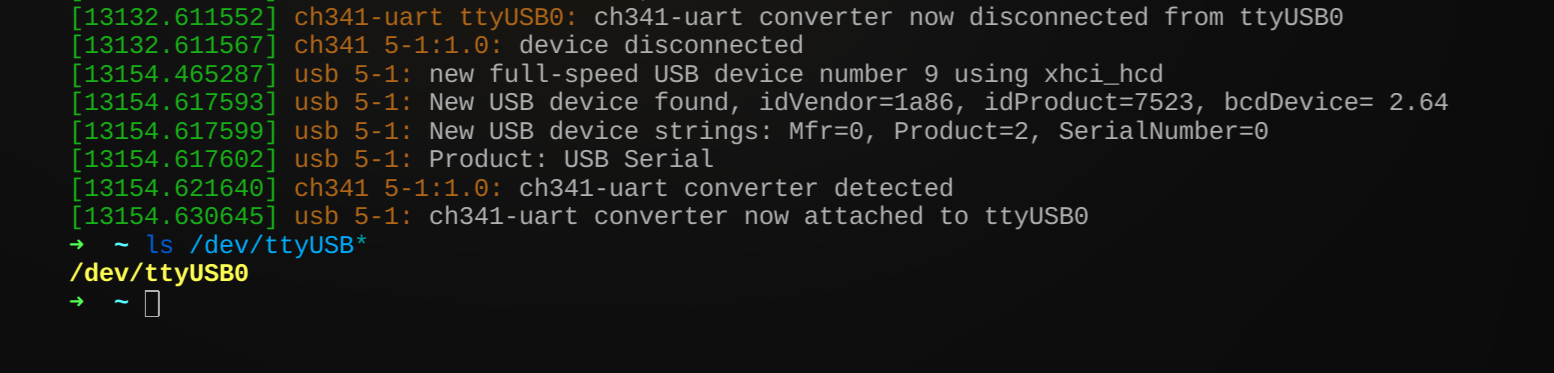
при том что там обычный юарт сука, какого хуя он не подцепляется как ридер я хуй знает
плотить за новую мамку с вафлей я урот ибал...
а вот на директ пожалуй надо взять, как я понял всего пятифан стоит если моторчик и хотенд перекинуть, а пружины наверное не буду брать ровные, выглядит как какая то трясска имхо
>>550991 >>550782 ты не понимаешь сути UNIX >>551009 открой в блендаре да проверь, если чо там же одной кнопкой фиксанешь изи >>551042 какие впизду > наводки ебанутый? там нет висячих штырей, плюс все в стальных корпусах >>551049 проще было прямо на столе немного нагреть магнит и вплавить, либо болт-гайку которой можно было бы законтрить магнит в отверстии
>>551060 >ебатория с флешкой выбешивает Беды марлееба... Перекатывайся на клипер, болезный. Купи у китайца твбокс, пару коммутаторов сетевых и забудь нахуй эту флешку.
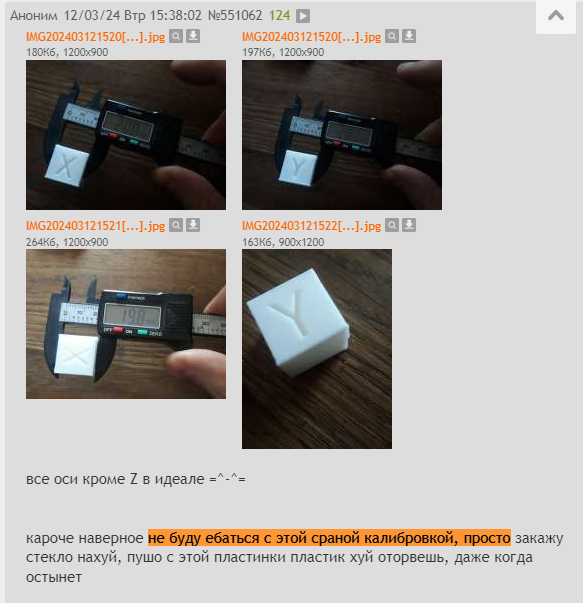
кароче наверное не буду ебаться с этой сраной калибровкой, просто закажу стекло нахуй, пушо с этой пластинки пластик хуй оторвешь, даже когда остынет
щас добью остатки еще одним тестом, и потом буду заряжать петж
>>551059 кармы не существует, это развод для тупорылых одухотворенных пёзд и инфантильных додиков шизофреников
>>551061 а дорогха? у меня програматор под esp32 есть, я один хуй хотел пачку врумов заказывать, надо погуглить может мне будет проще еспсриде сговнять
>>551060 >проще было прямо на столе немного нагреть магнит и вплавить, либо болт-гайку которой можно было бы законтрить магнит в отверстии Неодимовые магниты теряют свои свойства уже на ~80 градусах, так что хер а не нагревание. Но, кстати, к магниту можно присрать никелевую ленту на контактную сварку без потери магнитных свойств. А к никелевой ленте можно заранее присрать что-то ещё. Зафиксировать в пластике никелевую ленту уже гораздо проще.
Законтрить конечно вариант, если на это есть место. Но у меня места небыло, так как микродроч. Плюс расходники соответствующие нужны, а у меня в локальных магазинах ничего мельче М3 не продают.
>>551062 >еспсриде сговнять Ну это только если любишь пердолиться сверх меры. Твбокс (такой в который armbian влезет например что-то с процом Amlogic S9*) тыщи 3-4 стоит. Ну как-то в твою сеть это подключить. Мне коммутатор понадобился за 600р ибо дырок в роутере не было свободных. А так-то и патчкорда хватило бы. На все это накатываешь клипер, калибруешь и печатаешь прям из слайсера хоть за километр.
>>551064 > уже на ~80 градусах хуле тут так мало блядь 🤔
> так что хер а не нагревание ну тогда ладно
> к никелевой ленте можно заранее присрать что-то ещё. Зафиксировать в пластике никелевую ленту уже гораздо проще. чо в итоге за нано йоба то получилась ?
> Плюс расходники соответствующие нужны так а ты их распечатай 😉
нахуй за такие деньги не обосрался твой сраный твбокс (так и не понял что это за хуета, все нормальные люди на ежевике собирают либо сразу готовую мамку берут с тихими драйверами (но мне звуки старворс покайфу) а еспишка 150-250 рублей штука, плюс юарт модуль, еще сотен-два
>>551067 >чо в итоге за нано йоба то получилась ? У меня скорей был исследовательский проект, чтобы я получил новый интересный опыт. Но я поделюсь идеей, так как результат забавный.
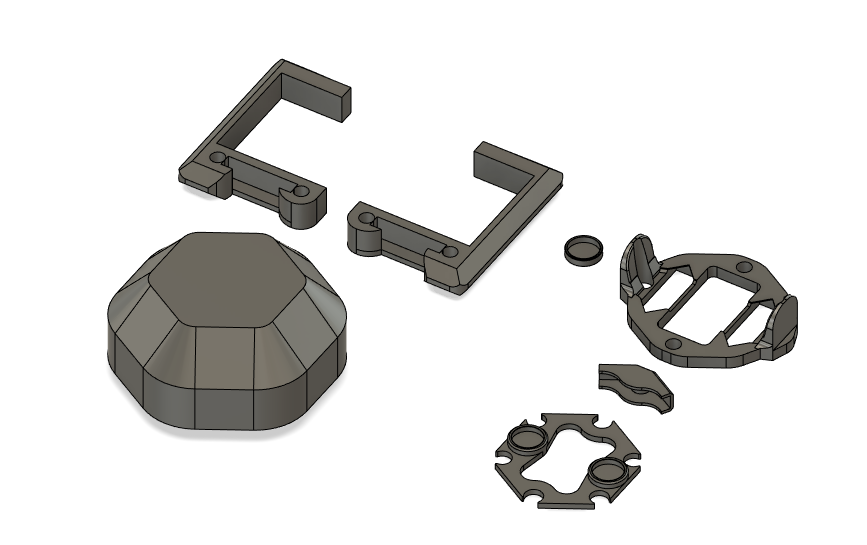
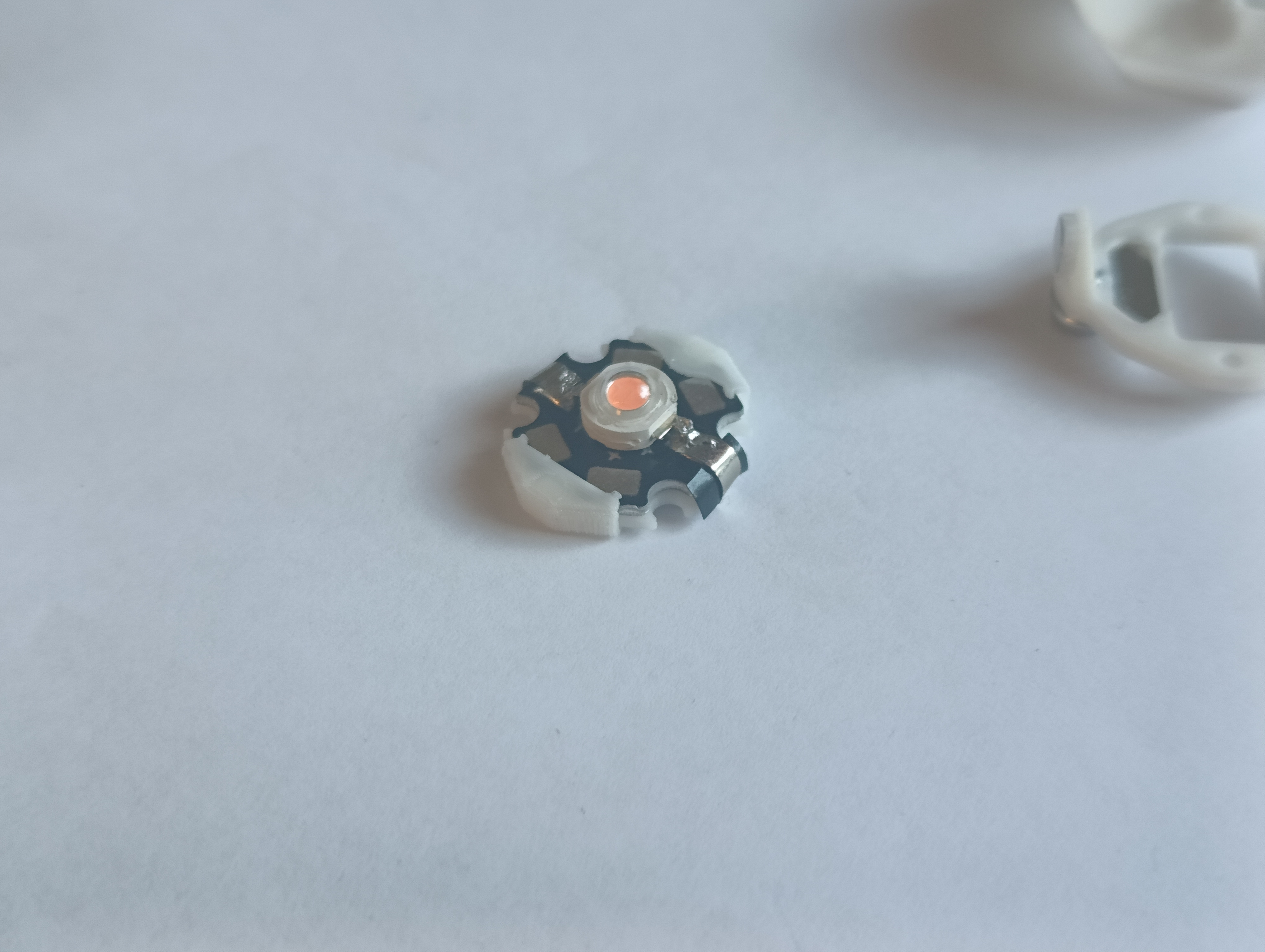
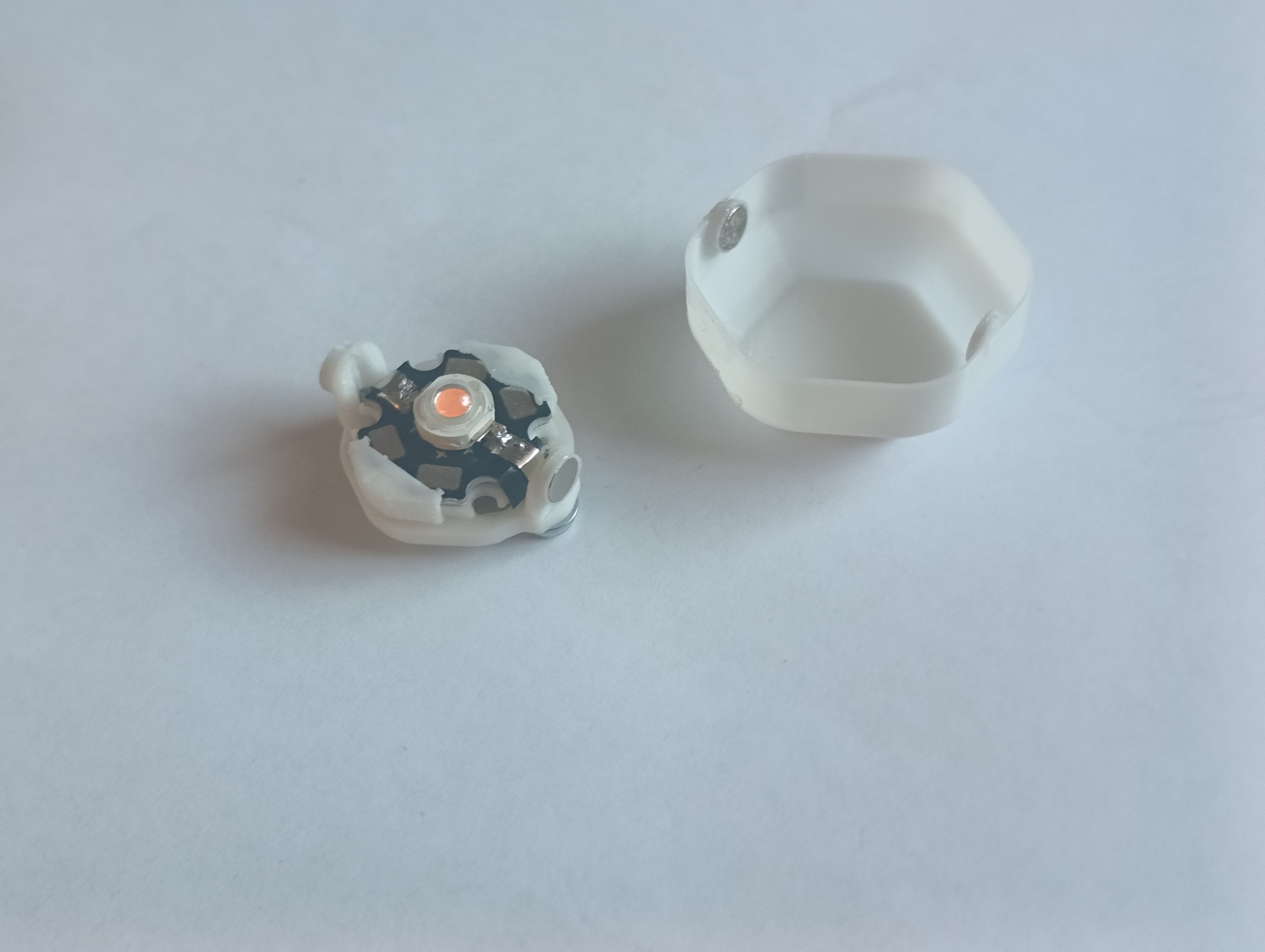
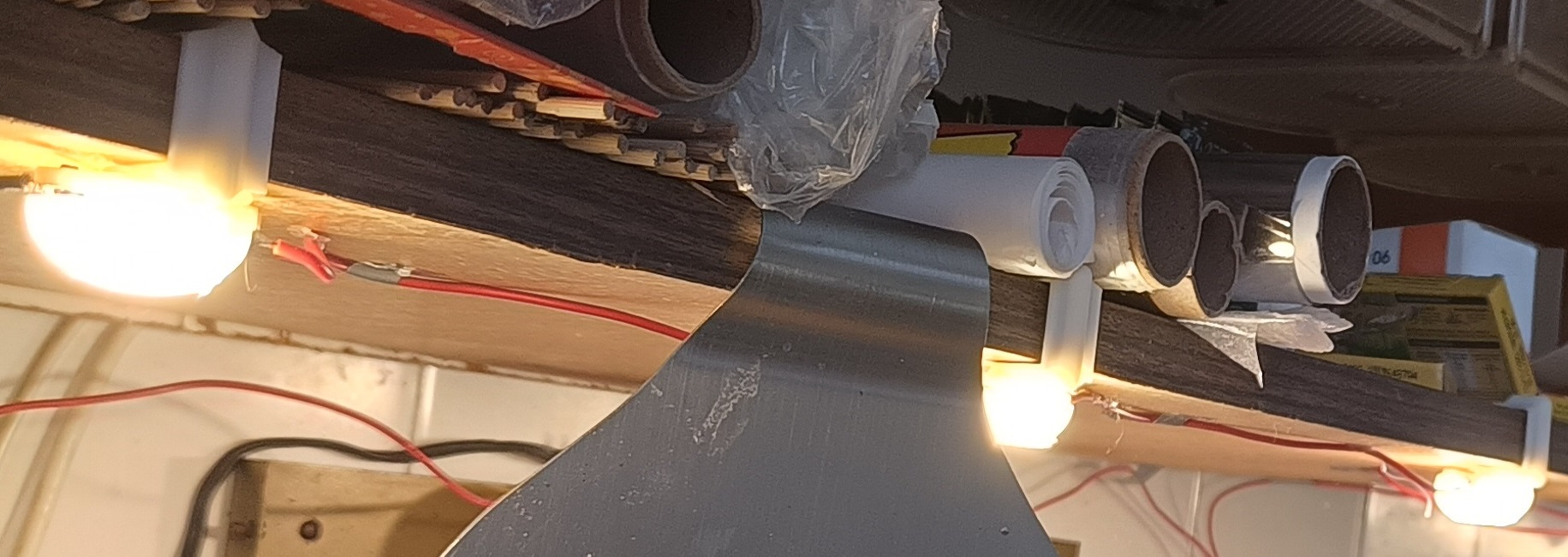
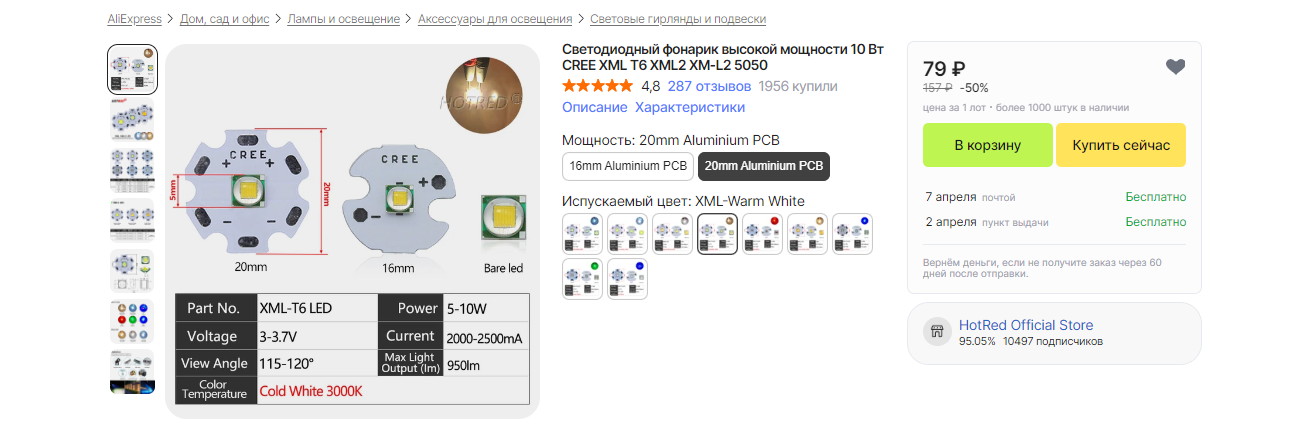
Недавно задумался что главное неудобство этих диодных потолков с кучей маленьких лампочек в том что их пиздец как неудобно менять. Плюс дорого и всё целиком продают как какой-то единый комплект зачастую. Поэтому поставил задачи: 1 сделать чтобы источник питания/место посадки диодов/диоды были раздельно. 2 оно всё должно легко соединятся между собой, максимум с помощью отвёртки. 3 замена диодов в месте посадки не должна требовать инструментов и должна производиться в одно движение. 4 должна быть минимальная постобработка
В качестве диодов выбрал те которые в широком выборе продают на алике с 20мм алюминиевой базой.
Ну скажем диодный драйвер с помощью клемм можно соединять в цепь и если он помрёт то его будет легко заменить. Место посадки диодов можно соединять с помощью вилочных наконечников в цепь. Но как соединять место посадки диодов и сами диоды?
Сначала думал в стороны подпружиненных контактов, но это нихуя не замена диодов в одно движение и сложность сборки сильно высокая. Плюс те результаты экспериментов которые я делал не давали надёжного контакта. Учитывая идею с контактной сваркой и магнитиками решил сделать для диодов отдельную платформу, которая уже будет гарантировать соединение диодов в цепь на платформе. Всё-же если диод помрёт, то снять и припаять новый диод на столе гораздо проще, чем корячится с паяльником где-то у потолка. А потом на магнитике причпокнуть диод обратно в место посадки. Плюс я гарантированно не обосрусь с полярностью, так как она задаётся магнитиками
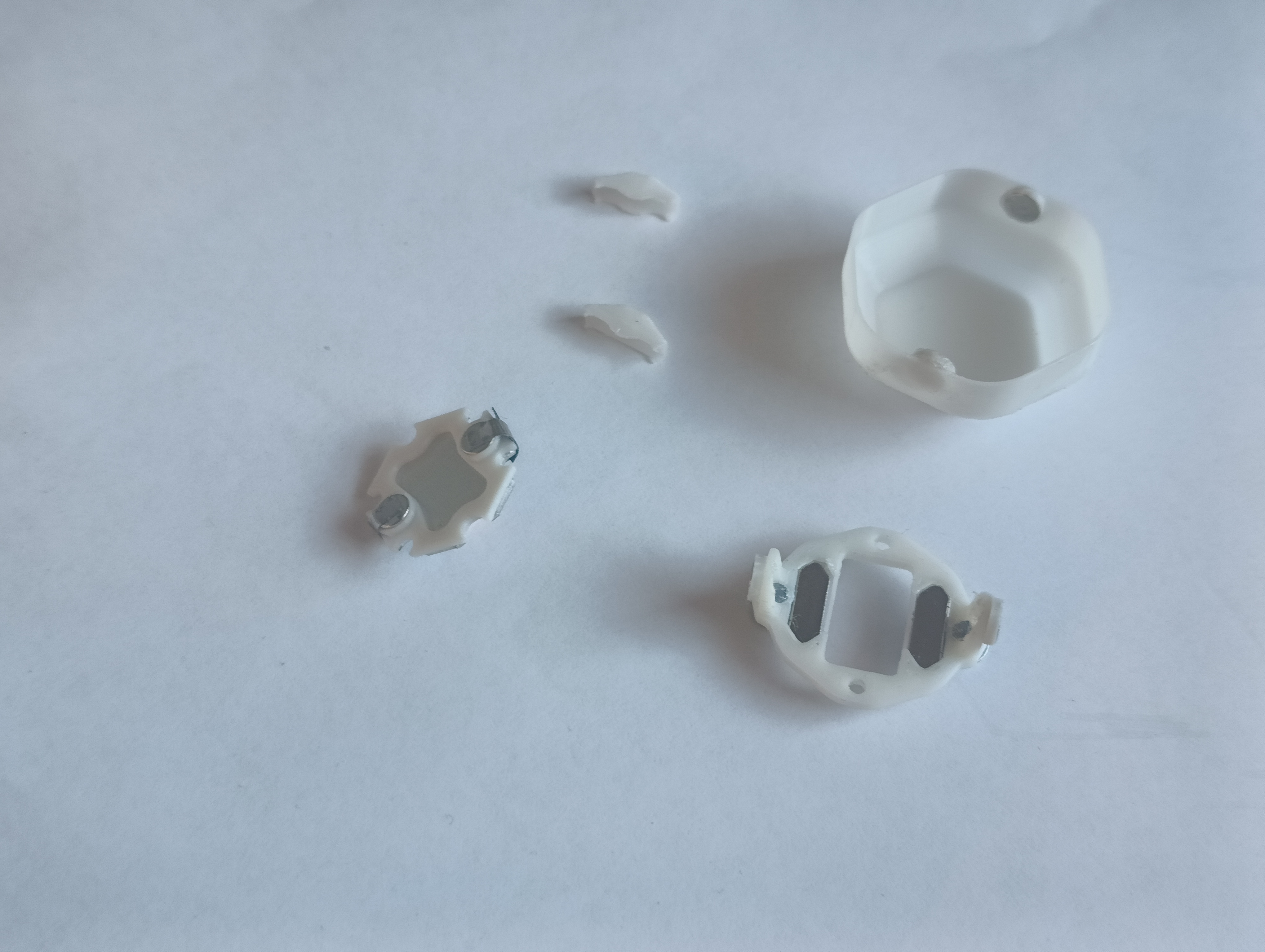
И потом несколько дней экспериментировал с этой идеей. В итоге сборка платформы это запихнуть два магнитика и прижать их болтиками, которые так-же прижимают вилочные наконечники. Сборка держалки диода это присрать на две никелевые полоски по магнитику и запрессовать их в платформу с помощью плоскогубций. А присирание диода к платформе это прижать диод с помощью двух защёлок и два раза ткнуть паяльником.
И я даже оставил свободное место сзади диода. Лол можно с помощью никелевой ленты и контактной сварки сделать например миниатюрный радиатор чтобы охлаждать диод и чтобы он жил подольше.
Это был забавный проект на тему микродроча, нестандартных соединений в электронике и защолок. Узнал много интересного в процессе.
>так а ты их распечатай Да чето печатать М1.5-М2 болтики это совсем хуйня какая-то. Ладно хер бы с тем что резьба может и получится. Но как закручивать то их? Любая отвёртка слижет их мгновенно.
кароче орка имея присет нихуя не работает с принтером, тупо стоит и ждет непонятно чего, ничего не греется не двигается нихуя
блядь а они как раз завезли симлес мод, сука обида
ладно похуй, пока надо короб собрать и оттощить в сортир (там вытяжка мощная чтобы не сдувала нихуя) а то рыли громко кек
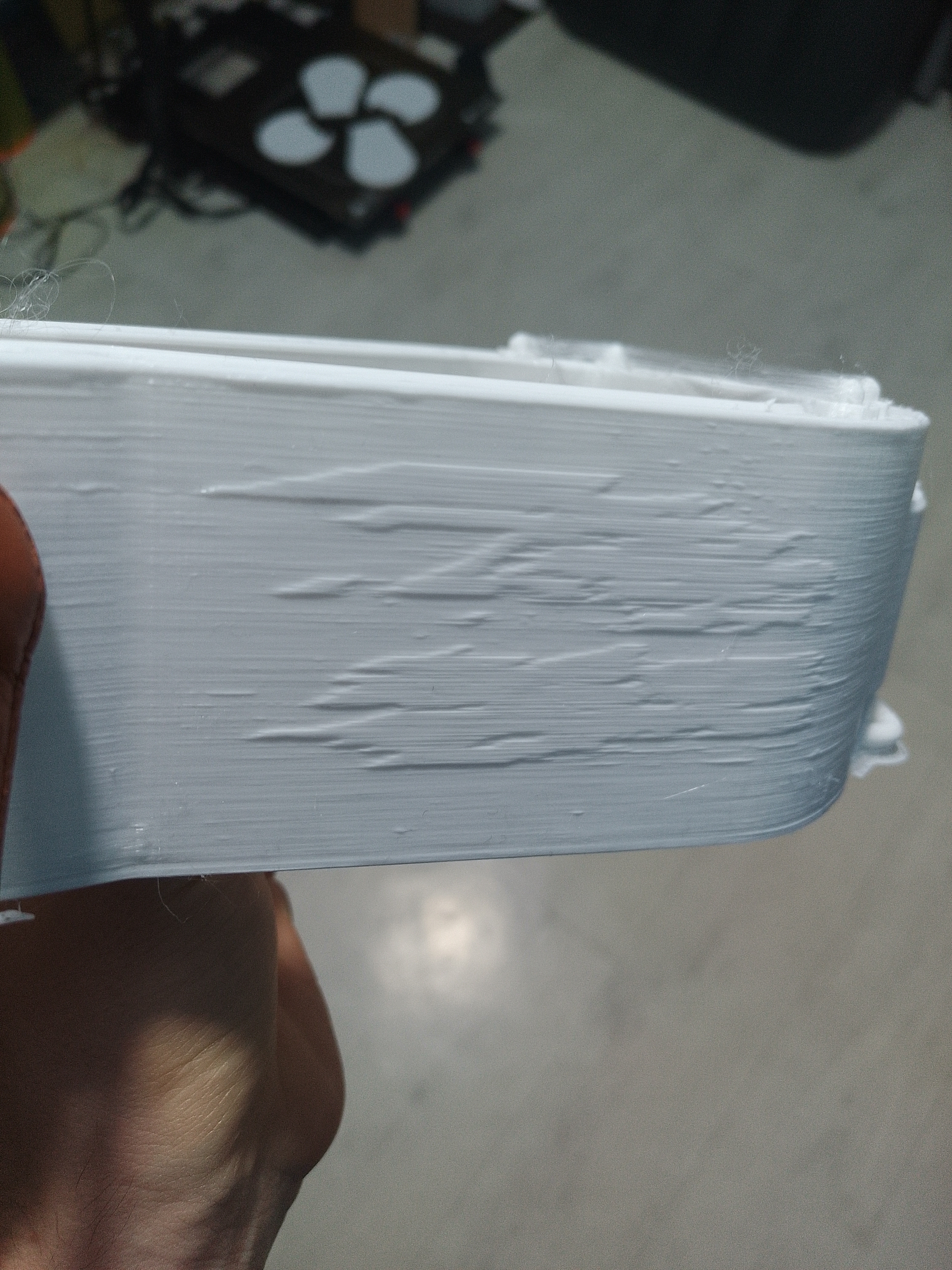
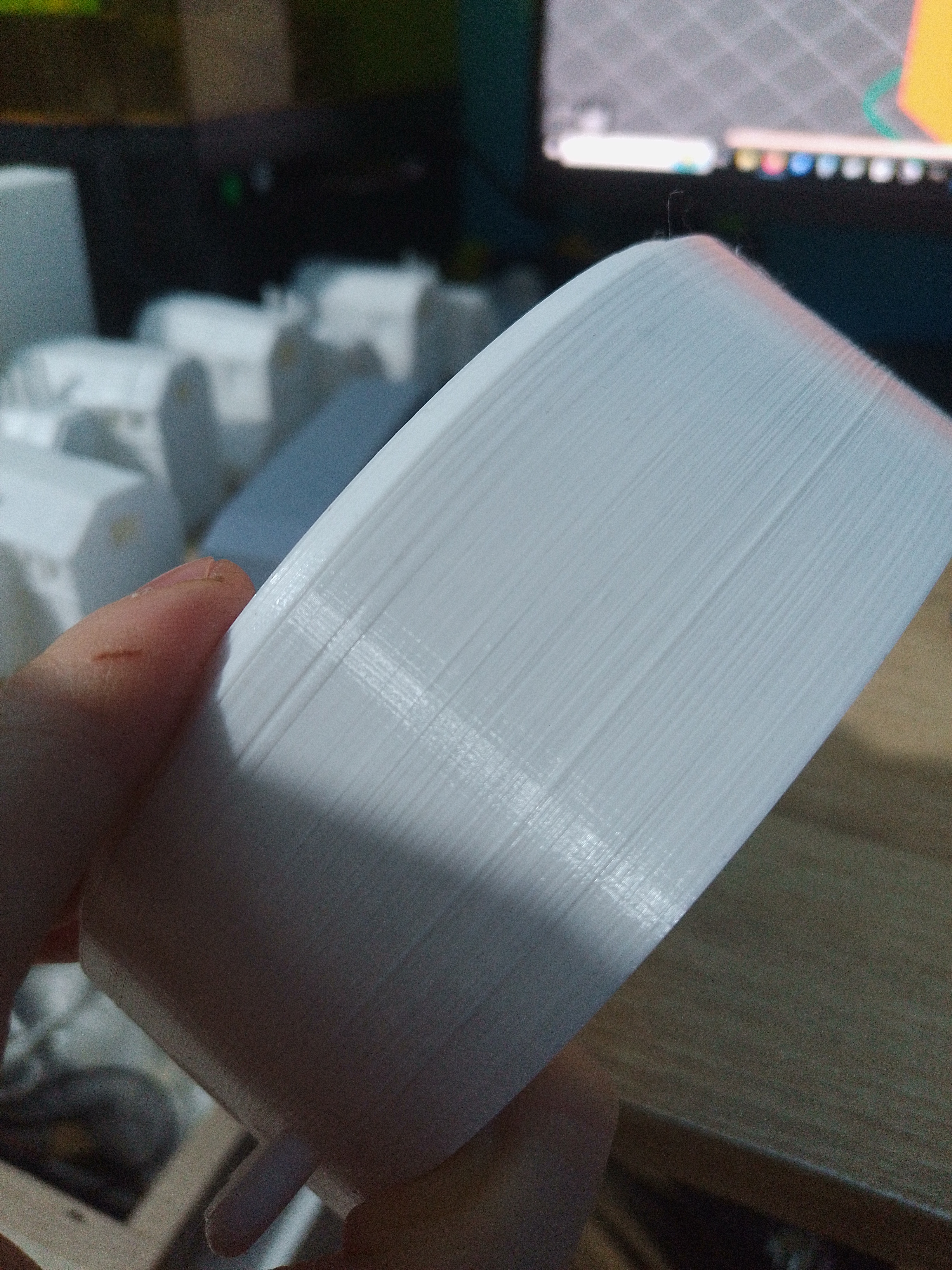
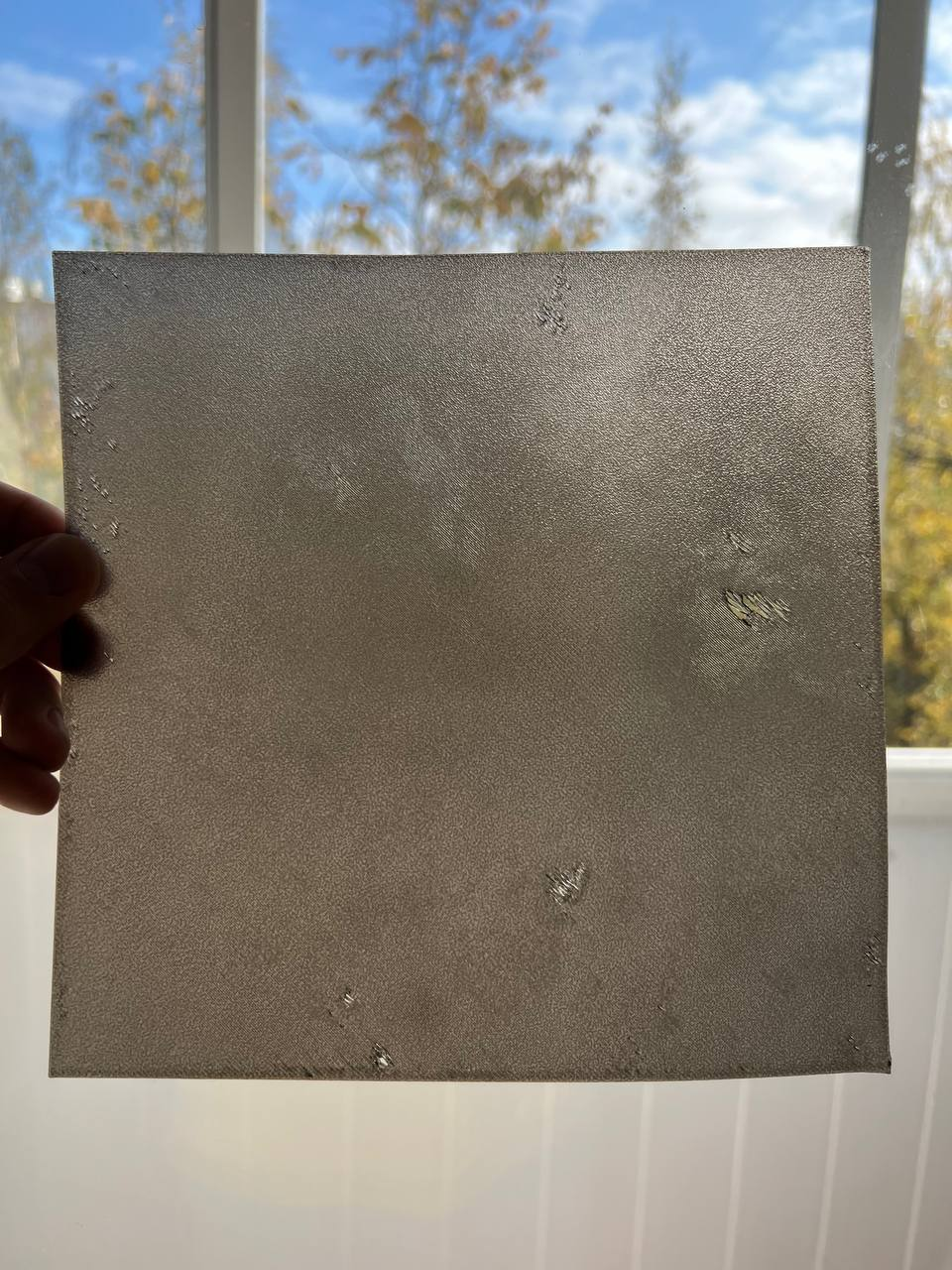
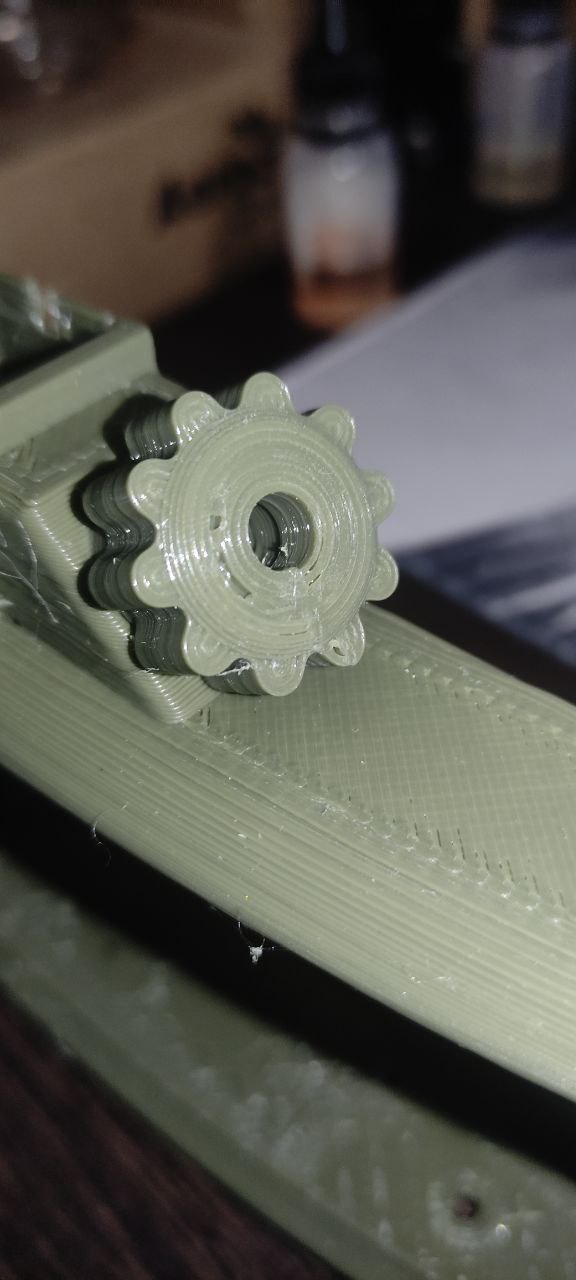
петж вроде норм, но что за полоса сверху анон? катушка дергается пиздец как, может подшипник распечатать? или смазать посадку, вангую когда эта параша проворачивается там эта хуйня и проявляется
и еще впадины, это влага или Z переходы? я ебал сушку еще покупать за пятеру...
>>551080 >просто покупаешь световую палку или квадрат и прихуяриваешь не на скотч блядь и все забываешь навсегда Лол на годик, или два, пока диоды не начнут помирать. Что собственно и есть проблема диодных потолков. Но теперь у меня появилась забавная возможность. Например я могу вытащить белые диоды и на новый год одним движением запихать разноцветные ололо. Или запихивая разные диоды получить более ровный оттенок света. Это конечно не так важно, но почему бы и нет. Может я вообще захочу выращивать огромный помидор у себя в комнате, причпокну вместо обычных диодов эти розовые для комнатных растений и будет у меня комната с помидором.
>какой то оверинжиниринг имхо А это и не важно. Я делал проект в рамках задачи чтобы поднять личный навык решения таких проблем. В процессе перебрал пяток вариантов, поэкспериментировал, было весело, узнал новое. Не все же решения в других пиздить, надо и свои уметь придумывать. Это была подходящая практика.
>>551074 Рельсы же давно изобрели. Да и линейки просто монтировать/снимать, а потому уже на них отдельные диоды перепаивать если вдруг сгорел.
> источник питания/место посадки диодов/диоды были раздельно И тут тебя закон Ома по хребту. Низковольтное питание как раз приходится тянуть прямо к потребителю, да ещё и сразу в нескольких точках.
>>551081 >Что собственно и есть проблема диодных потолков. Поставь драйвер туда значит нормальный, или купи сразу что-то хорошое а не говно с алика. Резистор хотя бы перепаяй токоограничительный. Диоды надо питать ниже даташитного тока и не перегревать, тогда они не умирают вообще никогда.
>>551089 >Да и линейки просто монтировать/снимать, а потому уже на них отдельные диоды перепаивать если вдруг сгорел. Не, это не то. Неудобно. Не хочу отдельные диоды перепаивать на целом ряду и возится со сниманием-одеванием. У меня диоды на магнитиках висят, во заебись. Даже тянутся не надо чтобы снять диод, или одеть. Можно лол с помощью ПАЛОЧКИ поменять диод. Чтобы снять диод достаточно его ударить палочкой, а чтобы одеть - поднести новый приклеив его к палочке на кусок скотча. Магнитные соединения довольно удобные.
>И тут тебя закон Ома по хребту. Низковольтное питание как раз приходится тянуть прямо к потребителю, да ещё и сразу в нескольких точках. Ну можно ещё и провод пожирней совать. Но опять таки я то хотел возможность тянуть как это вздумается. Насколько плотно весить диоды с такой поеботой это уже другой вопрос.
>>551090 >Поставь драйвер туда значит нормальный, или купи сразу что-то хорошое а не говно с алика. Резистор хотя бы перепаяй токоограничительный. Кстати это ещё вопрос что лучше. Говно с алика, или драйвер нормальный. Учитывая что говно с алика стоит ~300-350 рубасов и чтобы поменять его мне сейчас не требуется делать каких-то заёбных манипуляций то наверно хороший повод посмотреть стоит ли нормальный драйвер того. Может вообще эту потешную хуйню будет питать то что я выковыряю из сгоревших лампочек. Учитывая что я могу довольно легко менять в цепи количество диодов, у меня довольно большая свобода для экспериментирования. Ну и кстати в место крепления из-за вытянутых магнитов довольно легко запихивать резисторы. Разумеется я запихал его чтобы не грелись так сильно.
Хотя если они сильно нагреются то скорей всего просто перегреют магниты и развалятся раньше чем вызовут пожар.
>Диоды надо питать ниже даташитного тока и не перегревать, тогда они не умирают вообще никогда. Ну так охуенность моей охуительной идеи то в лёгкости замены диодов. Я думаю что бонус в виде разноцветности диодов вполне хороший вектор для того чтобы побыть артистом! Например увесить весь потолок разноцветными диодами, но на розовые повесить рассеиватель в виде члена.
>>551094 Гайдов достаточно, да и в целом там не рокет саенс. Втыкаешь драйвера другие, если плата говно, то припаиваешь провод один через все драйвера и настройки в прошивке меняешь.
Самый геморный пункт тут это лезть в подвал менять драйвера
А ну и иди нахер ублюдок с таким быдлятским говором, в техподе спермбанка с руками оторвут
>>551093 Ты какой-то ебанутый, зачем тебе индивидуальные диоды каждый день менять? Их на потолок сотни, ты на каждый будешь по корпусу печатать и палкой своей их сбивать?
>>551096 >Их на потолок сотни, ты на каждый будешь по корпусу печатать и палкой своей их сбивать? Ну, кстати, на потолок можно и не вешать сотни. Номинально например эти диоды на 5-10 ватт. Думаю 25-30 на потолок привесить уже для света в сычевальне вполне нормально будет. Можно и напечатать. Один хер для комбо из корпуса+держателя надо меньше грамма пластика.
>Ты какой-то ебанутый, зачем тебе индивидуальные диоды каждый день менять? Вдумайся какая это власть над дизайном сычевальни!
>>551074 Не заебался столько мелочи паять и собирать? Я бы взял две алюминиевые палки 10x10x1, через кронштейны к потолку, на них 24в. Затем сделал светильники которые просто защелкивались бы на этих рельсах. И они могут быть разные - обычные плоские и направленные поворачивающиеся.
>>551098 На самом деле процесс сборки довольно простой. Я же включил его в своё ТЗ. Отмерять маркером никелевую ленту, каждые Х миллиметров присрать на контактную свартку магнитик, разрезать, вдавить, припаять к диодам. Прикрутить два магнитика к другой хуйне. У меня валялось 8 диодов, чтобы подготовить их к подвешиванию потратил минут 10. Учитывая что у меня есть электро-отвёртка даже крутить ничего не пришлось!
Твою идею я что-то слабо представляю. Ты предлагаешь диоды вешать и запитывать параллельно чтоли?
>>551011 >Кстати тут если не пиздят сделали рабочий маленький пеллетный экструдер который печатает не хуже обычного Выглядит как прорыв в коммерческой печати и в принципе похуй что голова больше и медленнее
>>551097 Те капли с лепестками на 3 Ватта обычно, а 5-10 это кобы уже. Ну и номинальные Ватты у китайцев – это по факту пиковые в которых диод работает на износ и перегревается. Для нормальной работы надо где-то 2/3 от этого и соответственно увеличить количество чипов на треть. Я недавно подсветку ебала у зеркала собирал из таких же, там 700мА по даташиту. Запитал драйвером на 500, поставил 10 штук – так всё равно тускло даже для вторичной подсветки. Хоть и 15 Ватт в сумме. Но ещё справедливости ради там диоды далеко не самые эффективные по светоотдаче, зато с высоким CRI
>>551095 > Самый геморный пункт тут это лезть в подвал менять драйвера ваша икона на которую вы тут все дрочите прямым текстом говорит нахуй это дерьмо выбрасываешь и покупаешь нормальную плату где все заебись
менять можно только в нормальных диповых мамках, а ендер3 это блядь кал говна проще было ноунейм кит купить сука...
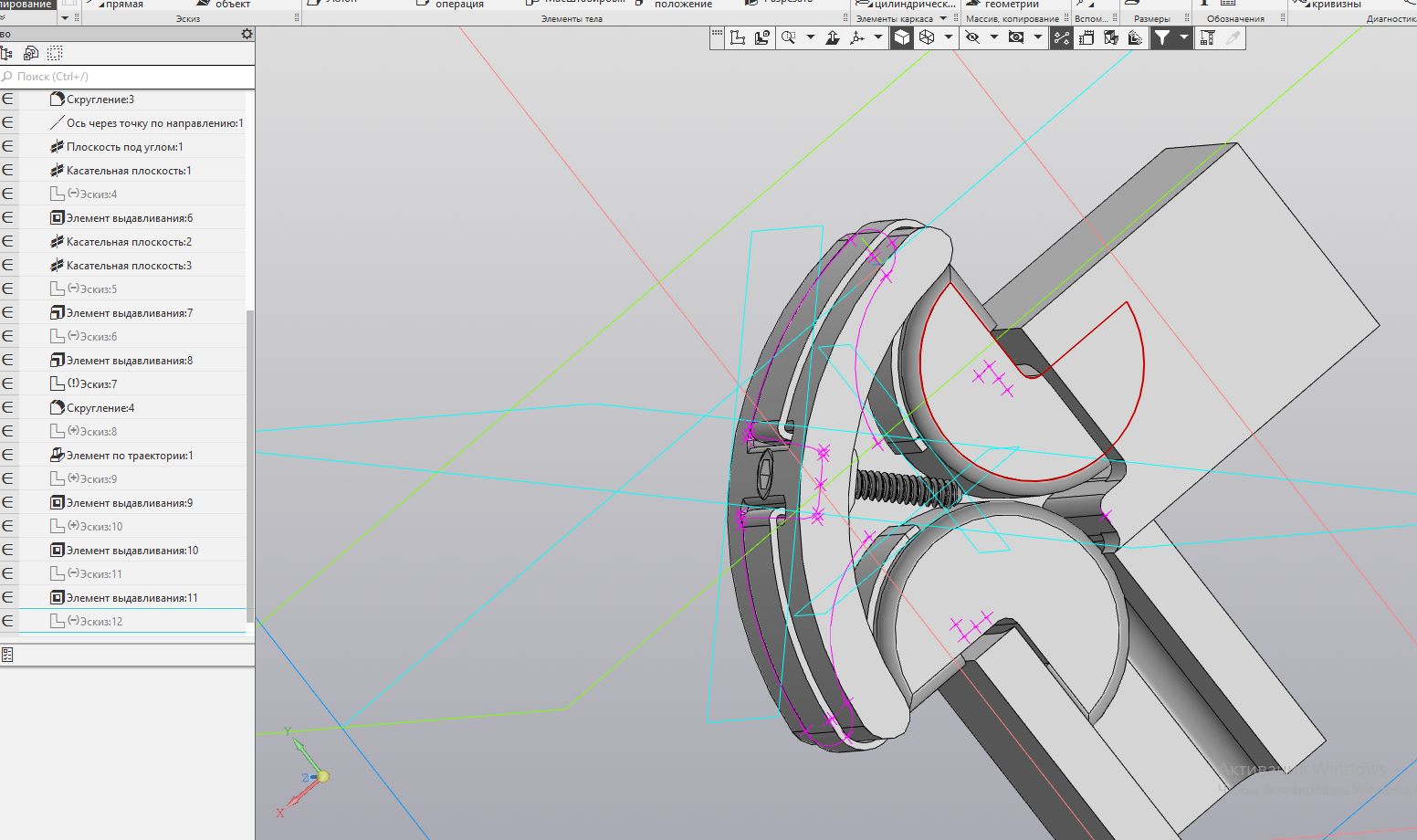
ну а я тем временем ЗАДИЗАЙНИЛ побырику хуитку с идеалочной посадкой в минус две десятки
буду тестить уже завтра
еще понял почему орка не пашет, я в суперслайре который работал, поменял офсет на первом слое (елефант футпринт) было -0.1 я поставил дефолтное 0 и нихуя не заработало, возле зет моргает ?? и пизда, в итоге пришлось переделывать
завтра попробую так же орку настроить, ну и напечатать ее калибровочные модели, меня такая параша не устраивает
>>551102 >Те капли с лепестками на 3 Ватта обычно Вообще этот диод скорей для примера, просто потому что у него формфактор почти такой-же и я экспериментировал с креплением. Так то я использовал эти диоды. Их уже посильней жечь можно. Надо будет потом поэкспериментировать с идеей про радиаторы, чтобы жечь ещё сильней.
>>551100 Да у них что-то соотношение цены и качества так себе. А параллельное подключение диодов звучит как хуёвая идея. Они же будут различаться даже внутри одной партии, через какой-то диод будет просто ебашить сильней чем через остальные.
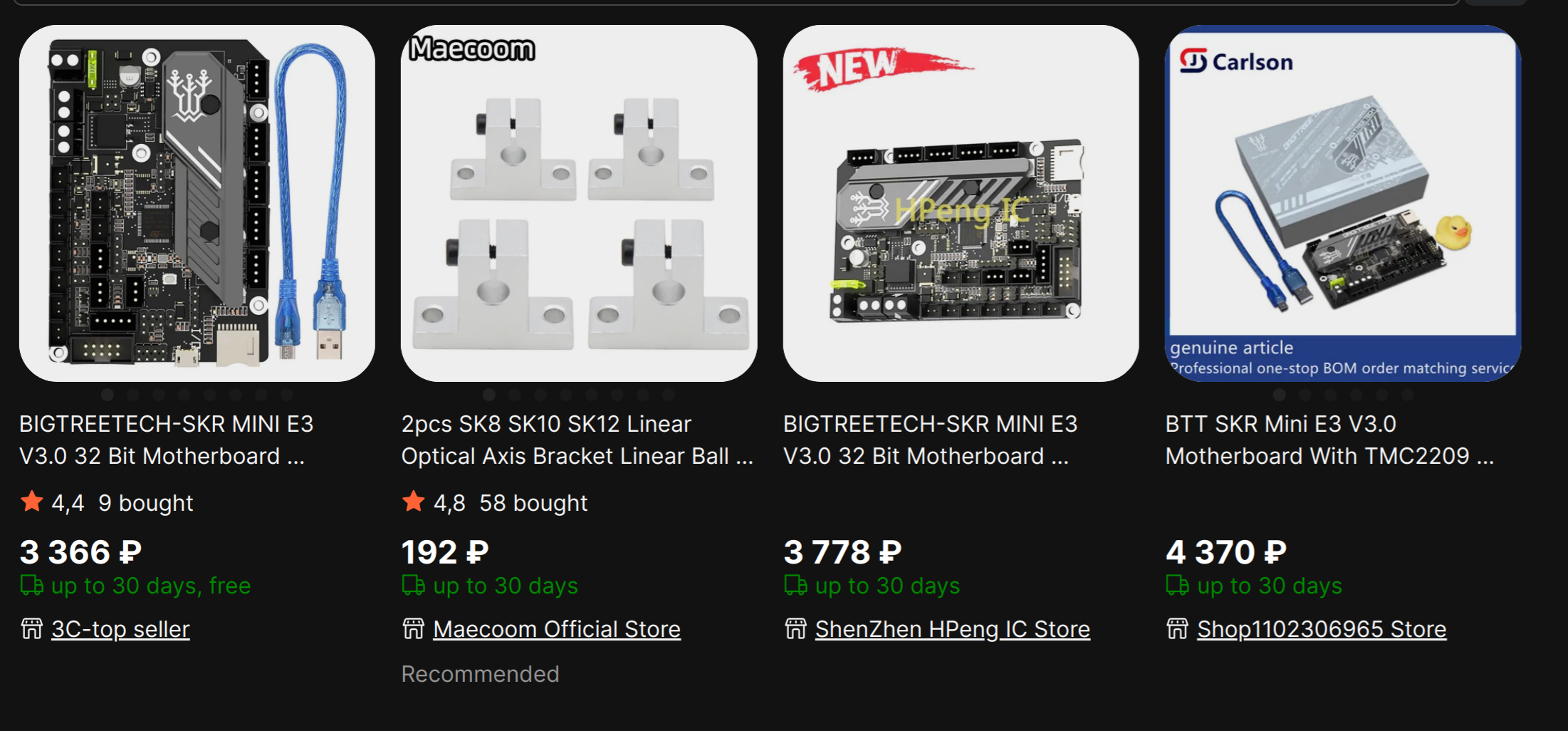
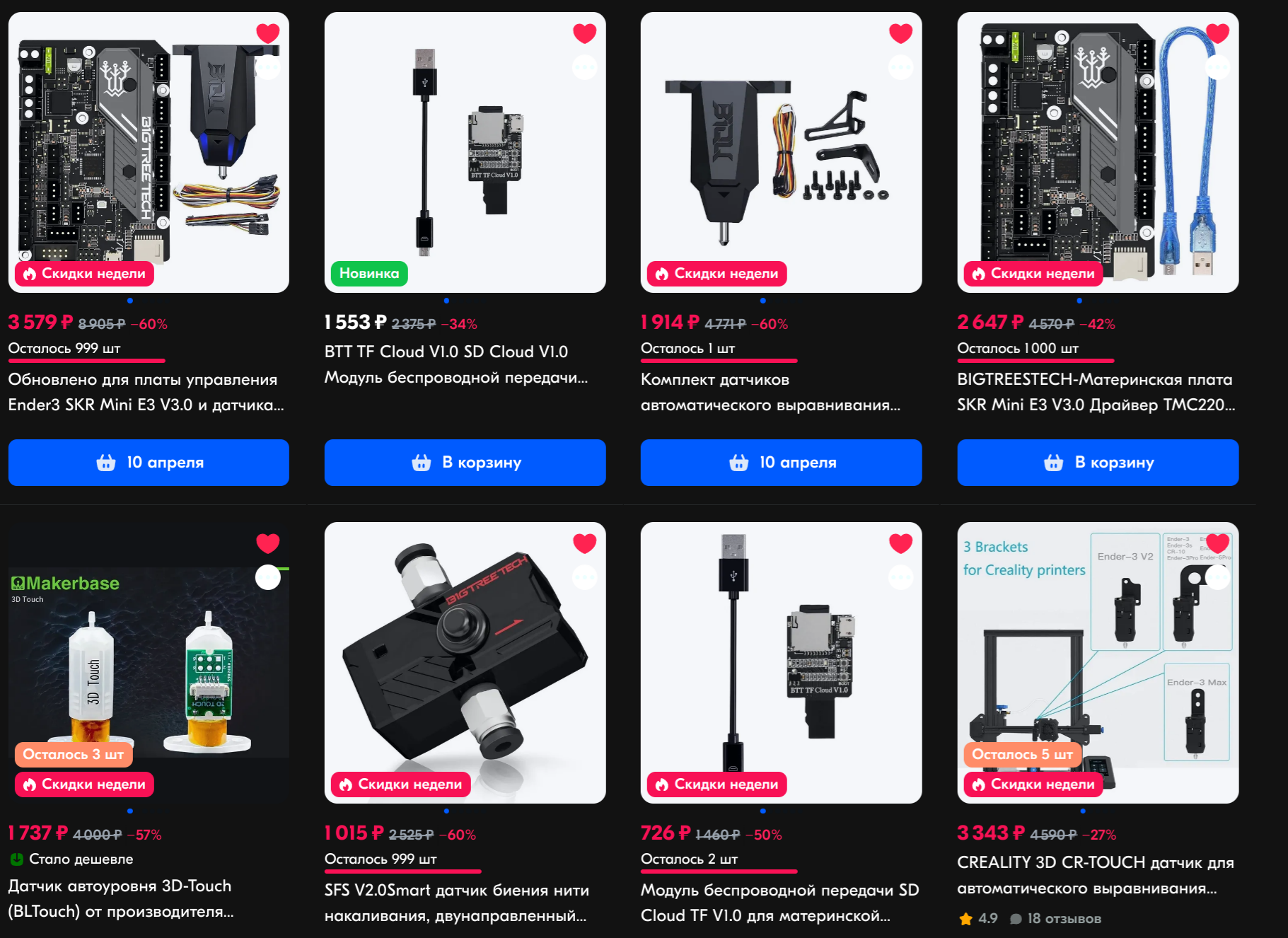
>>551106 Че это за хуйня? >>551111 Наркомания. Лучше б купил btt skr e3 v2 или v3. Только ни в коем случае не втыкать в неё эндеровский 5В дисплей, я так спалил два контроллера
>>551130 > Че это за хуйня? пневмо-вантуз отработал охуенно, сука какой же кайф, я теперь понимаю как шизики едут нахуй и начинают все сами печатать, это реально охуенно когда твоя собственная маняфантазия материализуется и начинает работать
> Только ни в коем случае не втыкать в неё эндеровский 5В дисплей, я так спалил два контроллера это тебе в наказание за додиковость, нормальным людям дисплей нахуй не обосрался
> btt skr e3 v2 или v3 но некоторые и там сталкиваются с ёбкой, особоенно додики с неванильным е3 а всякими маня генерациями
>>551133 >нормальным людям дисплей нахуй не обосрался Нахуй он не обосрался после того как я сделал отдельную физическую кнопку на эжекцию филамента. А до этого оч даже был нужен, да и сейчас я думаю сделать клипперскрин чтоб можно было запускать в печать партию не врубая пк на могилах у флюидда очень хуевый интерфейс >но некоторые и там сталкиваются с ёбкой С чем там ебаться? Подключил всё по мануалу, закинул конфиг с гитхаба ???? профит. Это ж дроп-ин реплейсмент
>>551134 > отдельную физическую кнопку на эжекцию филамента. А до этого оч даже был нужен ладно
> запускать в печать партию не врубая пк телефон планшет не?
> С чем там ебаться? хз, пишут что то про реверс хуеверс, чето там отваливается, но там на озоне такой скот пизда, может реально не нужно читать этих животных просто..
я так понял под ванилу е3 там вообще ничего не надо делать, только провода подключить и все
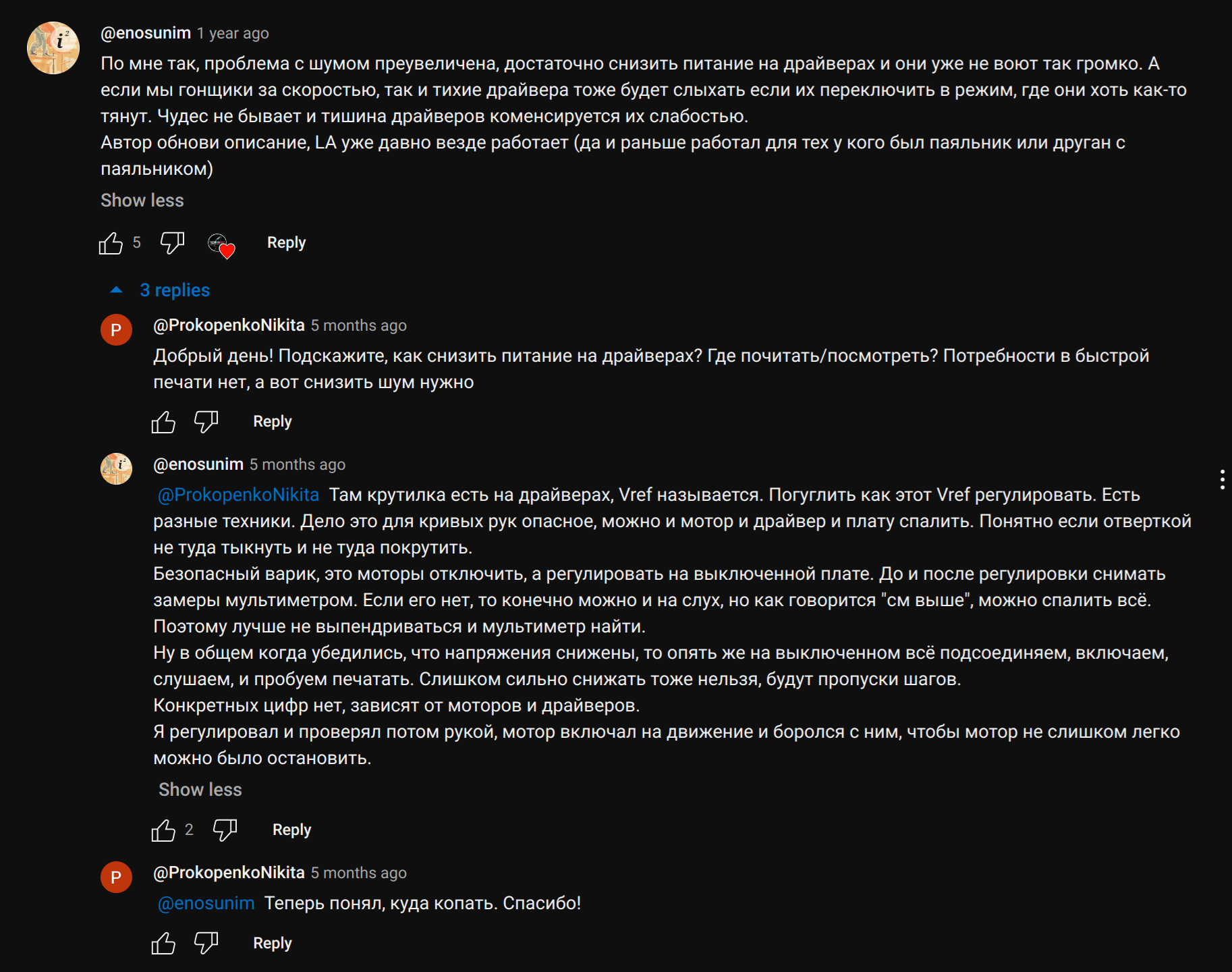
>>551146 ларчик просто открывался - регулировать надо было НАГОРЯЧУЮ
щас все заебинго 🤗
хочу ролики для катушки распечатать (пока просто смазал жижой с птфе)
а эти распорки для перекладины, ща буду городить шалашик, если не взлетит буду печатать тройники, у меня куча пластиковых коробов для проводки валяется, сделаю из них раму, и потом накрою чем нибудь
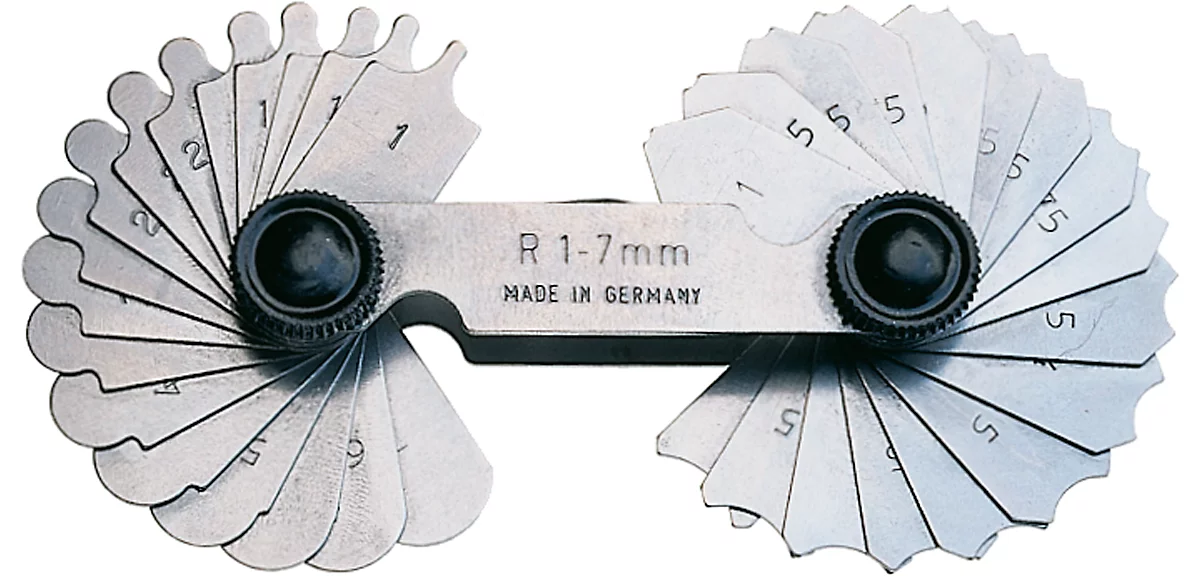
>>551151 Вообще, поинтересуюсь в треде. Кто какими инструментами пользуется когда надо снимать мерки с реальных вещей? Типа проверки радиуса скругления, или угла между двумя плоскостями.
У меня это постоянно в какой-то цирк превращается с брутфорсом.
>>551154 С эталонами я конечно сам делал так, но блин. Недавно мерял немного~ скруглённую внутреннюю поверхность, у которой радиус был около метра. там уже быстрей и проще было сделать немного тригонометрии. Приклеил перпендикулярно линейке штангенциркуль и глубинометром получил все нужные цифры. Но это такое себе. Надо попробовать будет сделать какой-то держак для штангенциркуля с расходящимися равномерно ногами, или что-то в этом духе.
С фото тоже постоянно проблема что надо довольно далеко фотографировать, чтобы это было достаточно полезно.
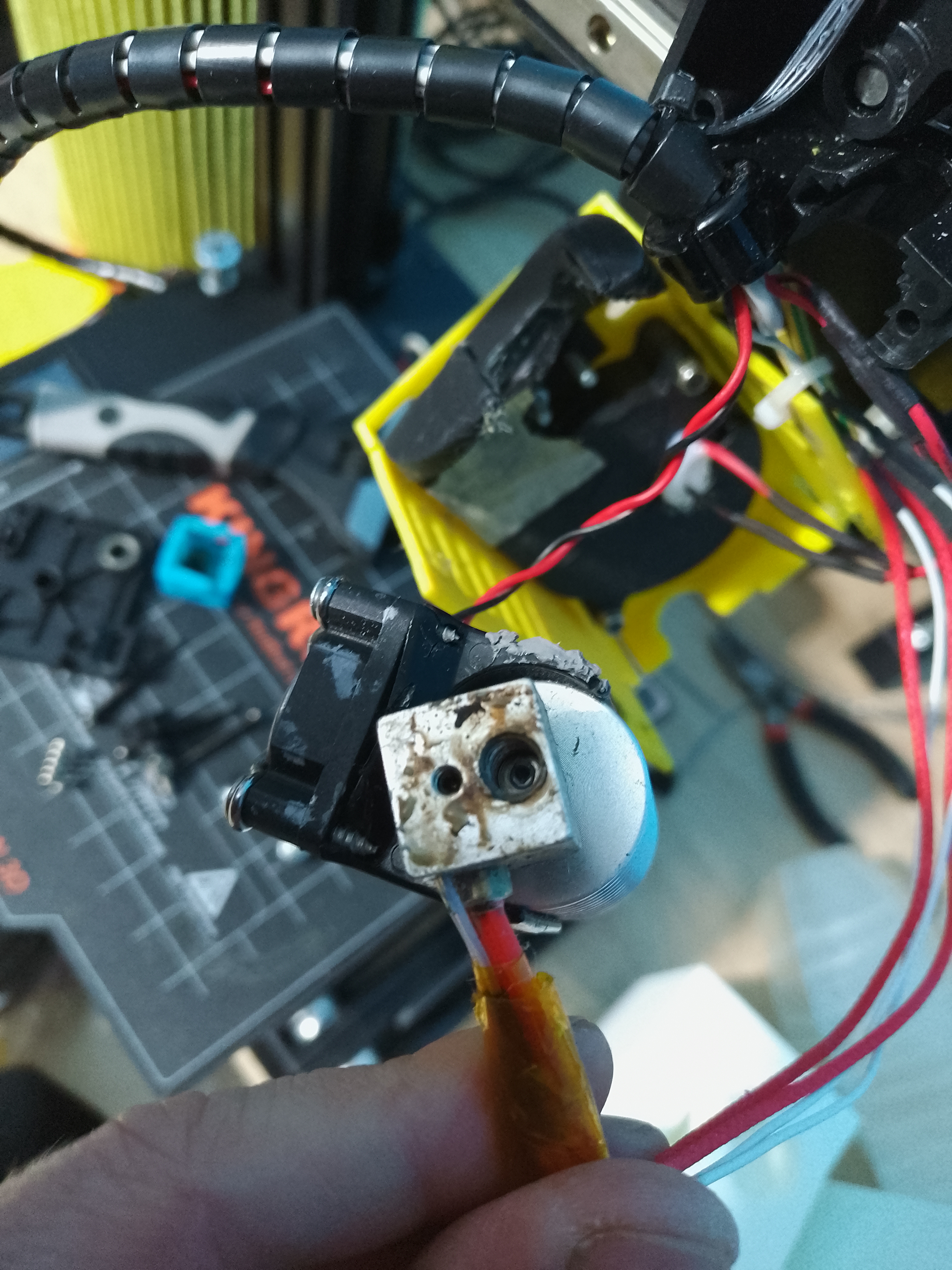
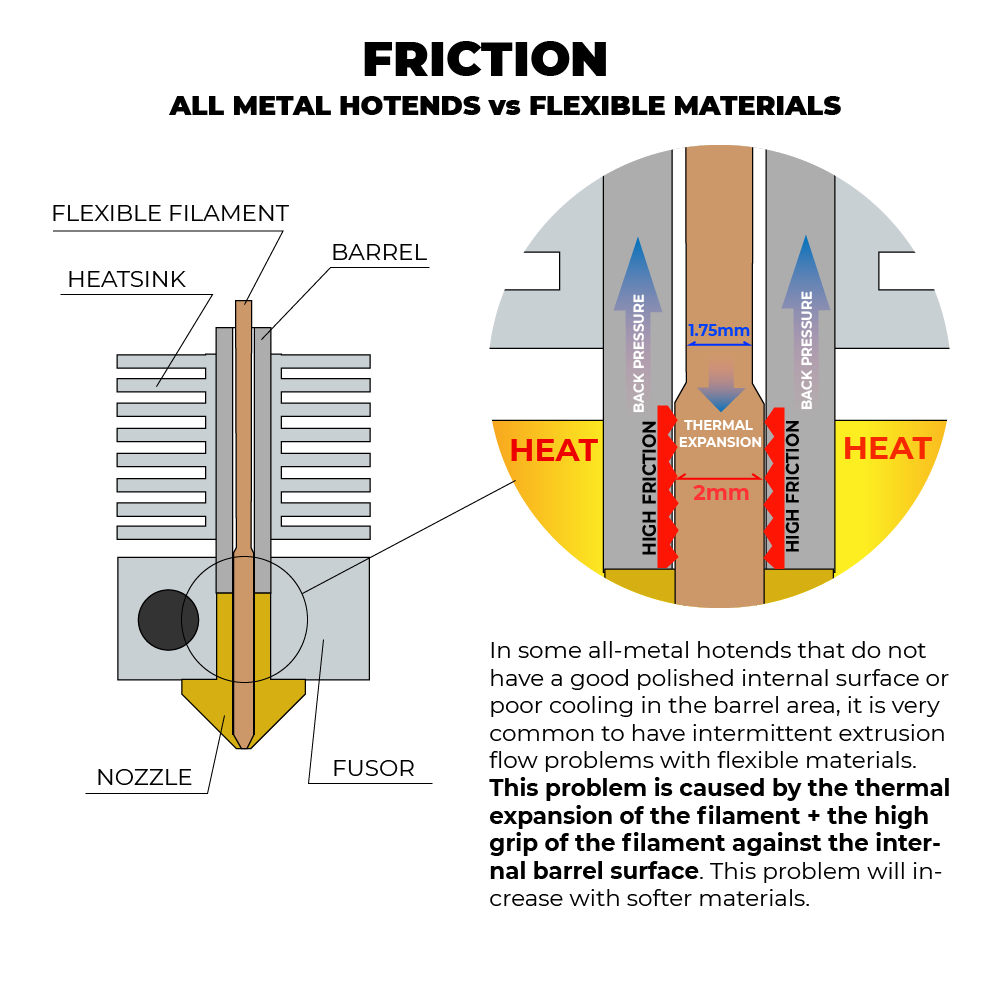
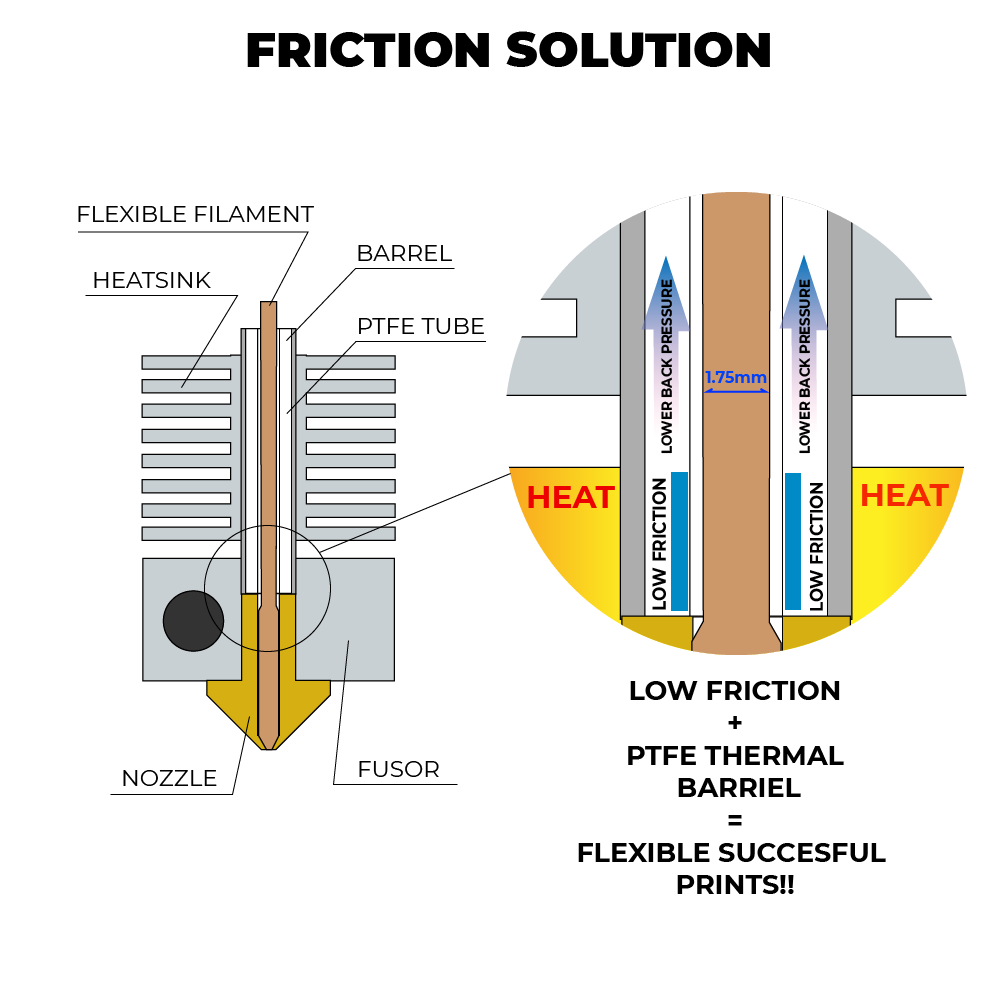
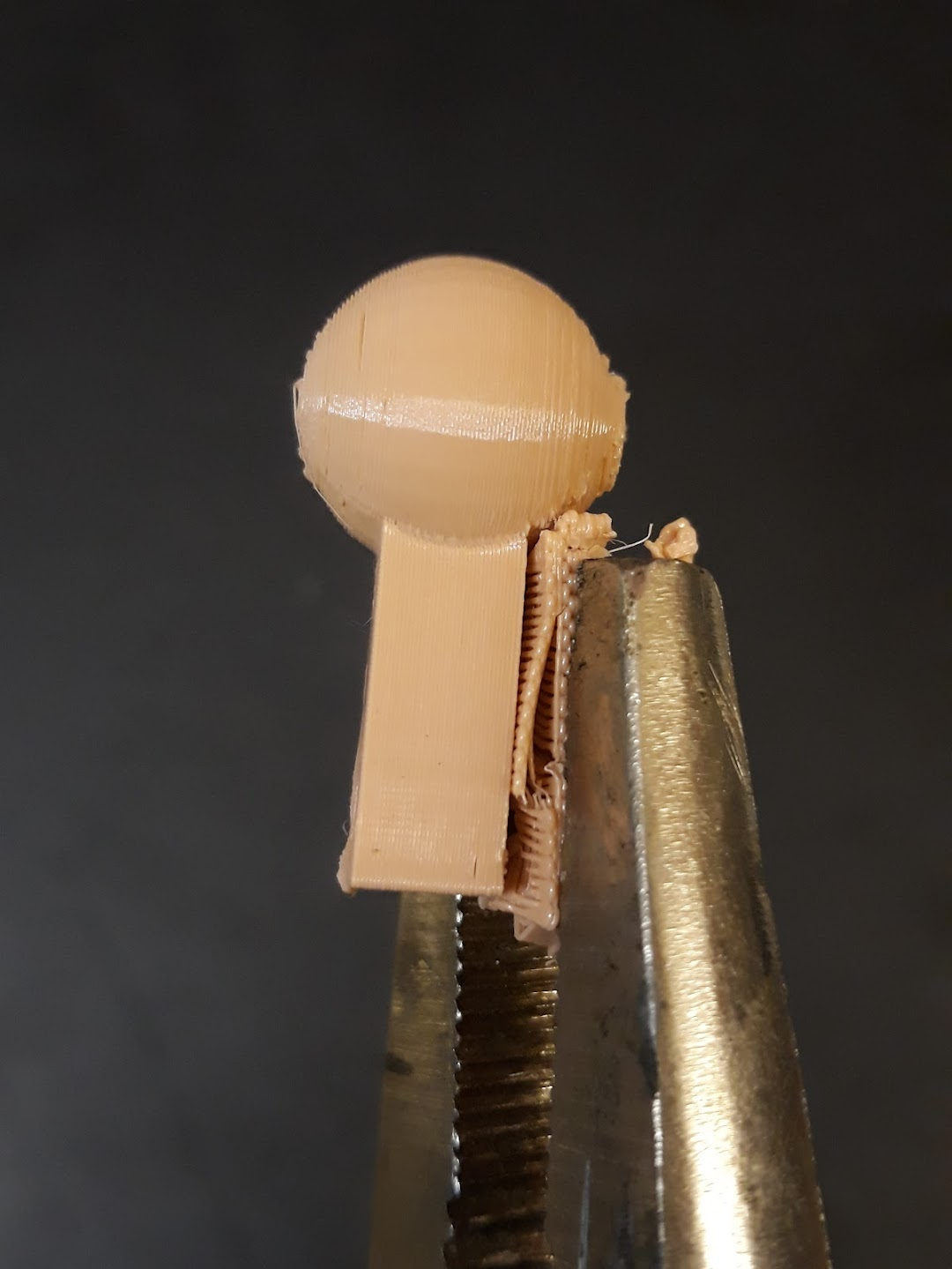
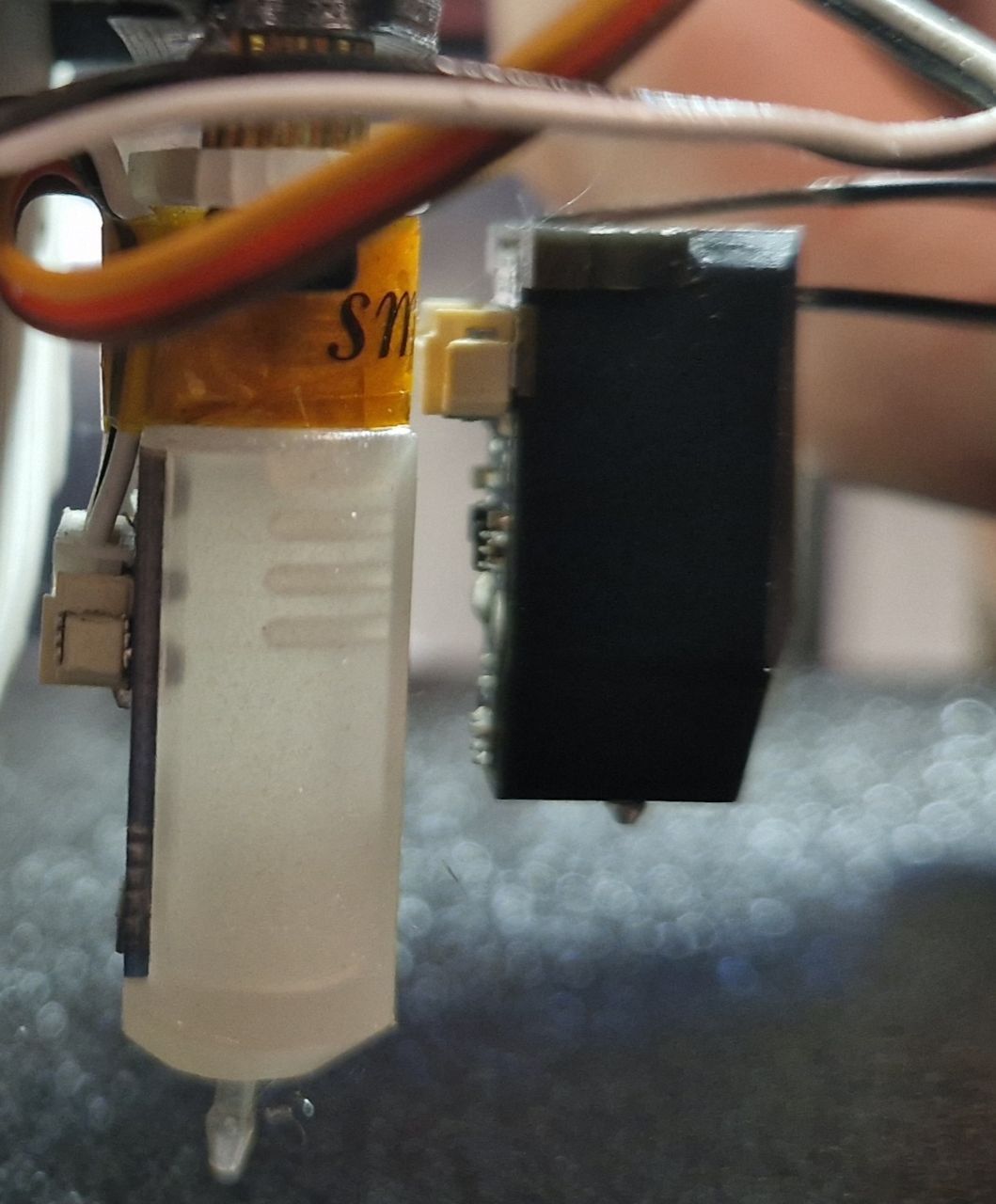
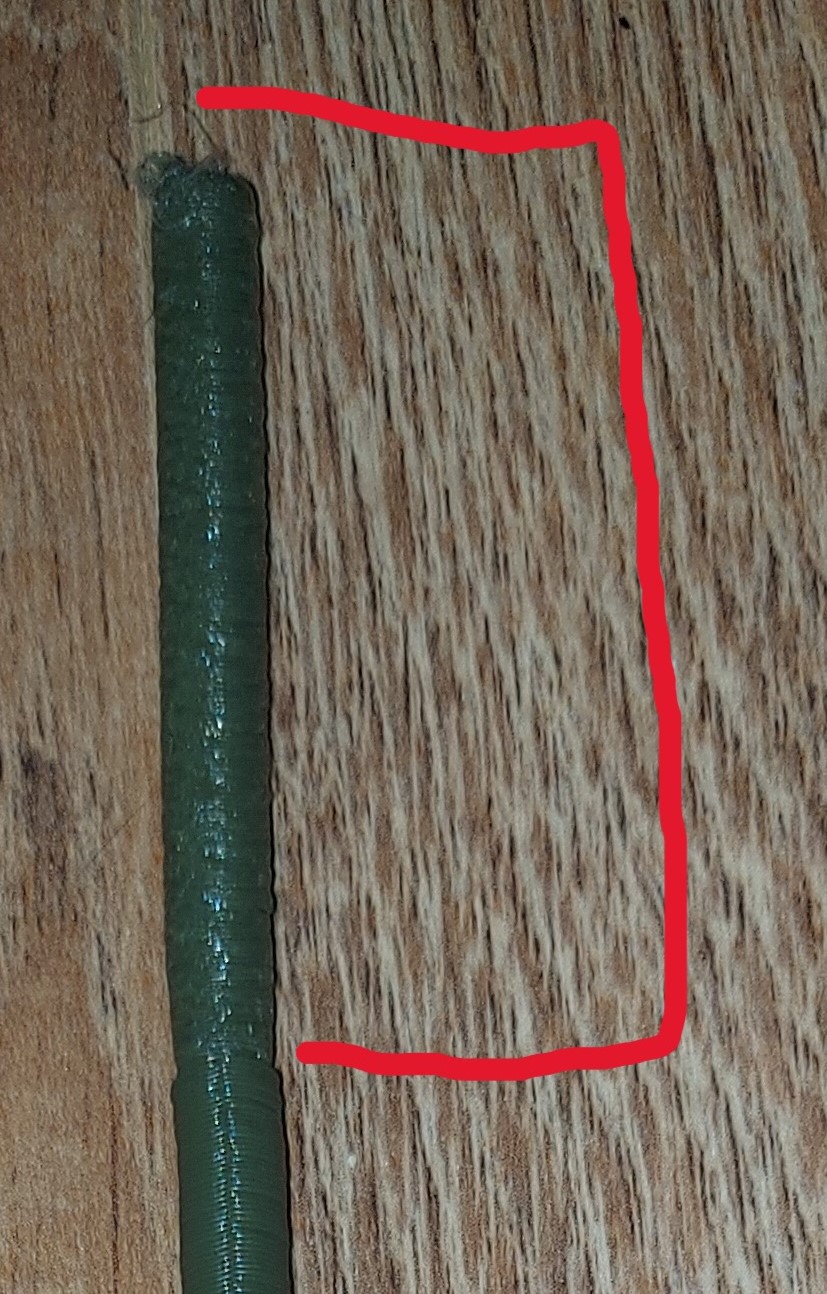
Блять заебался, встаёт шишка пробка в горле, горло титановое типа, без тифлонки, пробка встаёт не сразу, рандомно, пробивается иногда сама, видимо под давлением прутка, но соответственно 2-6 слоев въебаны.
Хотенд v5. Что там не верного в сборке, проблема в не достатке охлаждении горла?
>>551155 Эта хуйня потребует у них наверняка аргона и будет печатать исключительно сплавами >>551154 >надеюсь на точность фотограметрии Там точность в принципе не заходила >У меня это постоянно в какой-то цирк превращается с брутфорсом. Ну да. Штангенциркуль и подгонять если не подходит, только так
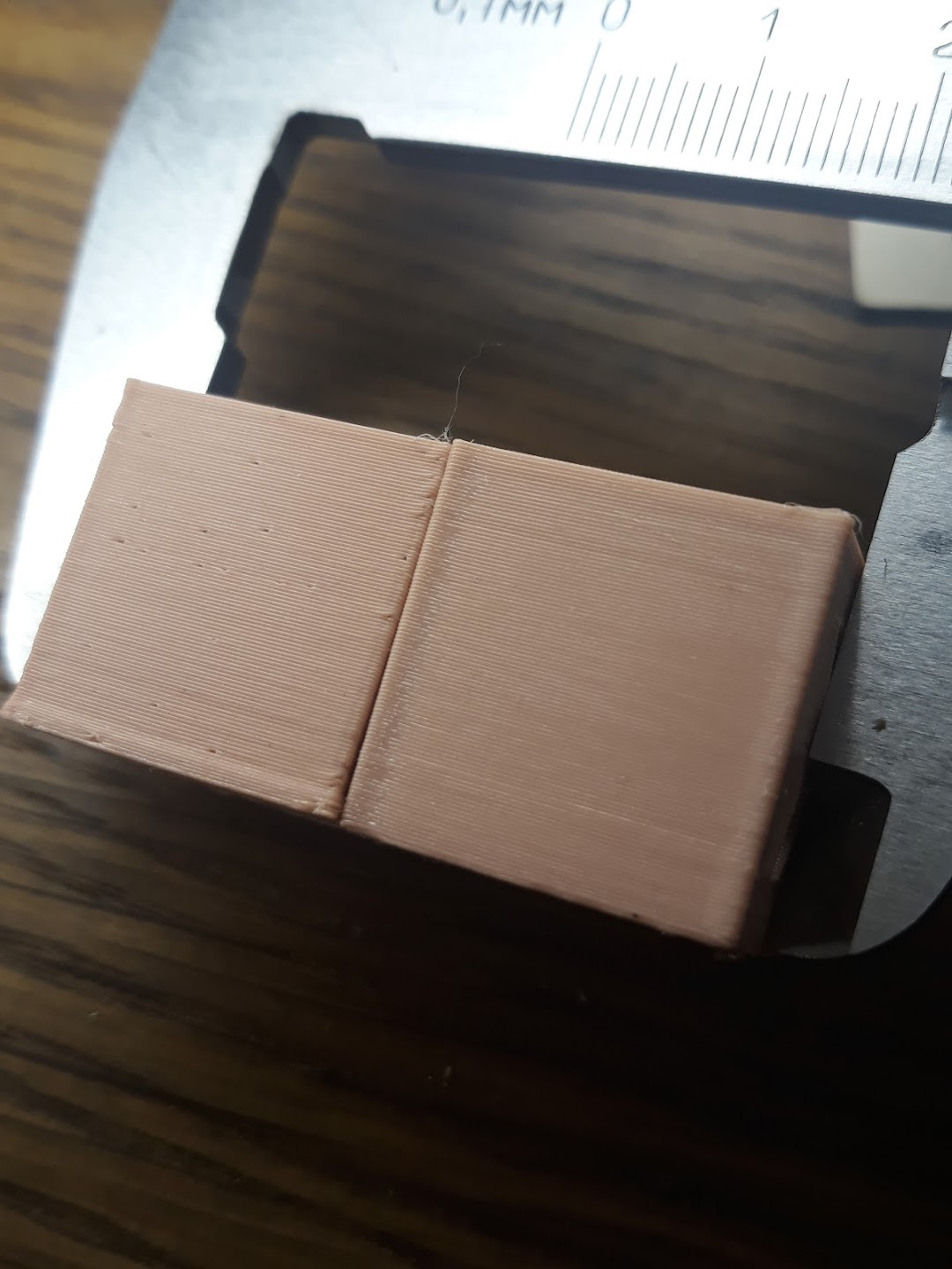
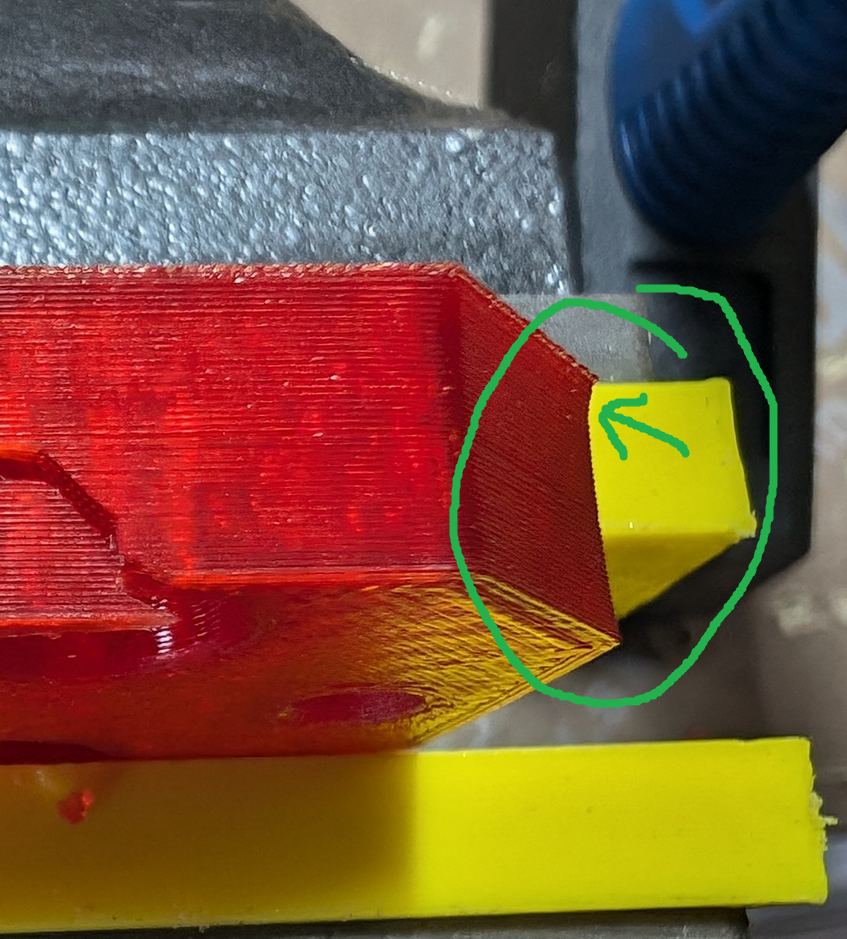
>>551153 Семь раз отмерь, один раз всё равно не правильно. Вот тут вставку пытался сделать, там хуй чем подлезешь, подбирал на глаз, печатал прототипы, милиметр тут убрать, тут добавить... С 10го раза получилось сделать то что надо (белая, оранжевые – прототипы).
Для радиусов есть приборы типа пикрила, есть и модельки чтоб самому напечатать. Есть и инструменты поточнее. Ещё думал взять что-нибудь пластичное, залепить им, потом буквально распилить на проекции и очертить.
глянул видос про гранулы, орнул, пока гои покупают филамент за 20-50 баксов, я взял катушку пижика за 850 срублей кек, ну и нахуя мне эта маня-перемога затравленных еврокуколдов?
еще узнал что юарт подключить сложнее чем я думал (просто подтыкнуть пины к isp
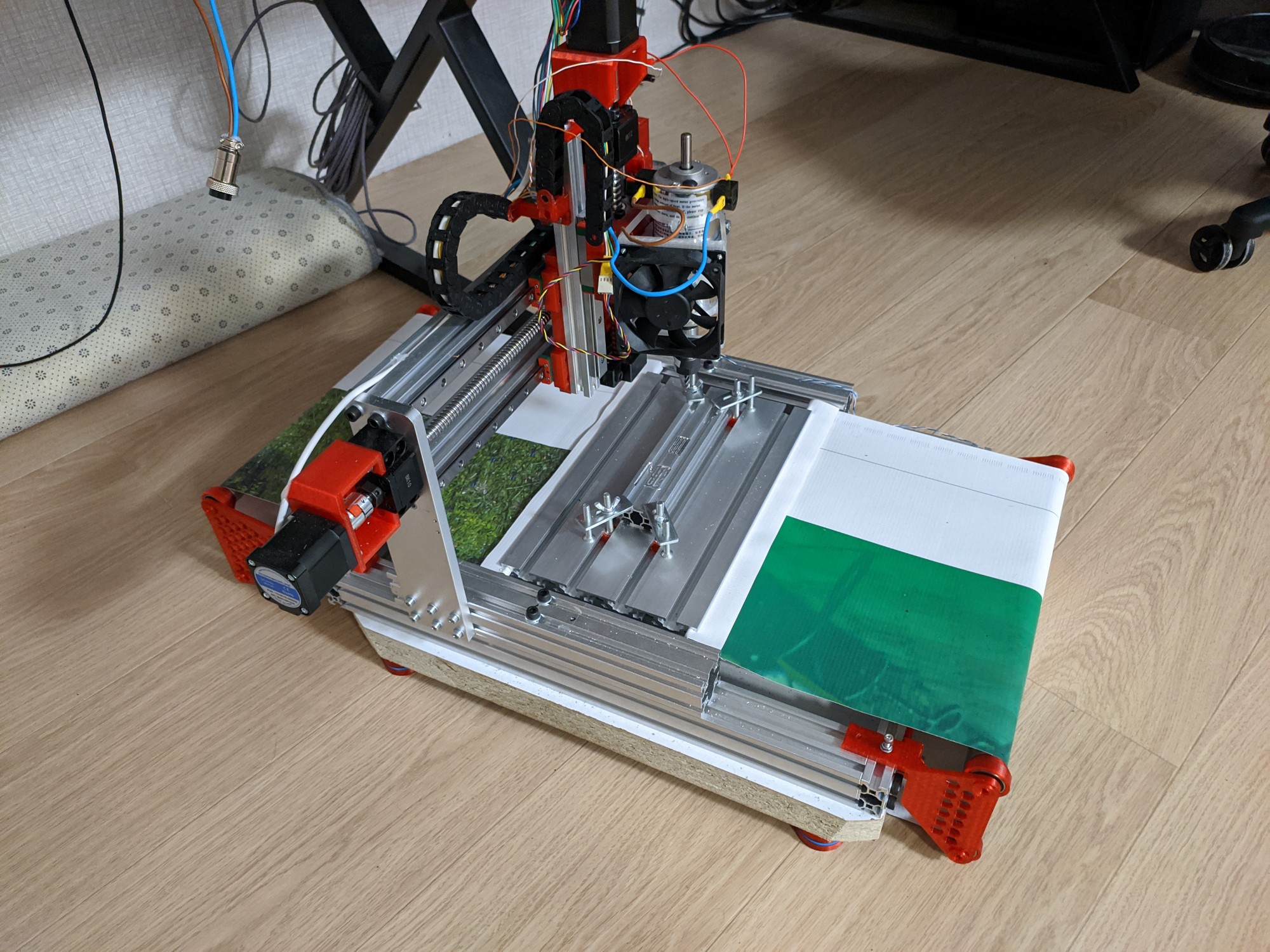
так что смело покупаю нормальную плату, а из этой потом чпу соберу, давно хотел как раз охуевшую йобу протачивать самодельные композитные велосипедные обода
вот так купишь пиздатую плату, соберешь охуенный бокс, начнешь пичатать ночью И СГОРИШЬ НАХУЙ
у меня соседний дом сгорел я пуганный пизда 🥵
>>551158 > С фото тоже постоянно проблема что надо довольно далеко фотографировать фокусное без искажений это 50мм (на фулфрейме) не так уж и далеко
работаешь с большой хуйней - имей большой гараж
>>551166 а если сильнее нагревать? >>551168 > Там точность в принципе не заходила пишут что до сантиметров >>551173 довел напильником @ снял мерки >>551179 ну ладно
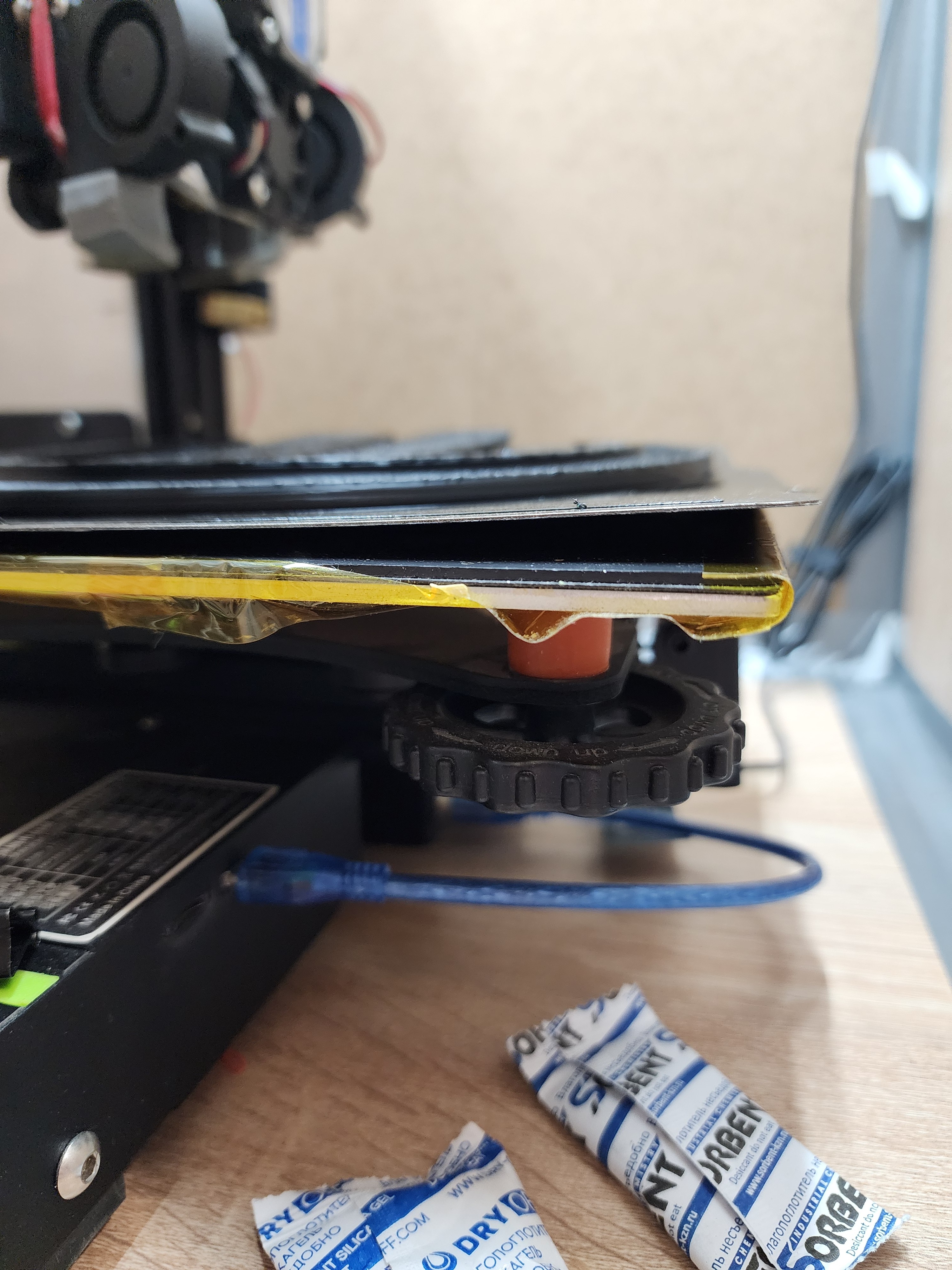
>>551187 >>551189 >так у тебя ж стол без утеплителя даже, хуле ты хочешь епта Так это снизу и есть утеплитель светлый... Вообще я просто забыл прицепить прищепки. А так да, усадка АБС вот отрывает магниты >>551186 >пишут что до сантиметров Ну а нужно до хотя бы 0.5 мм и точнее
>>551191 >нужно до хотя бы 0.5 мм и точнее зависит от размера детали и задачи же
мне вот обвес на мотоцикл делать строго похуй, я матрицу так и так буду шлифовать и допиливать
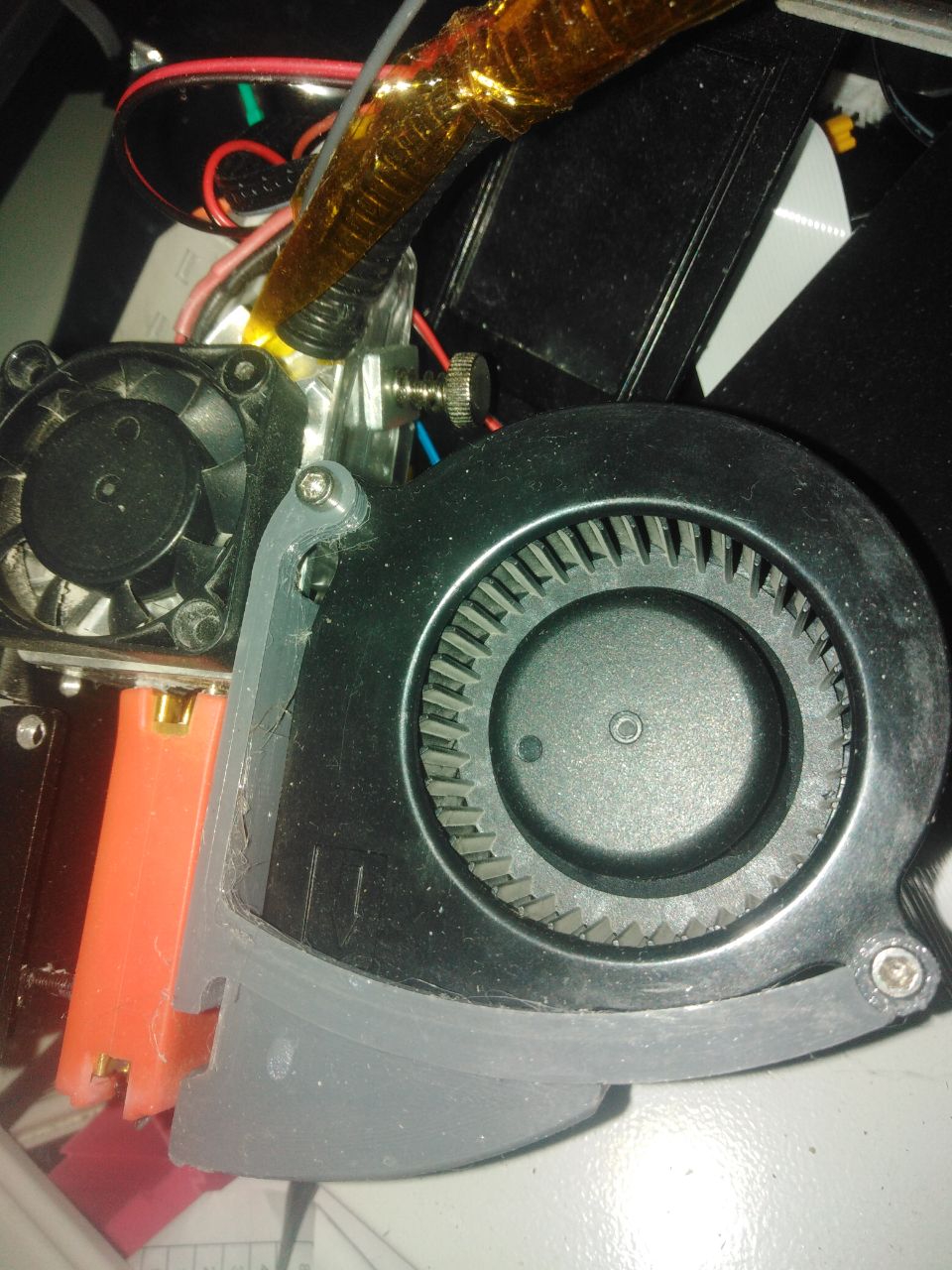
>>551193 а в чем там заморочь? как я понял обдув нужен только для этой параши, а всем остальным он не уперся, но додики все равно оверинжинерят бошку и потом страдают от муара и прочей хуйни ыыы
а абс аса слышал рвут стекла если без клея печатать
>>551201 > как я понял обдув нужен только для этой параши, а всем остальным он не уперся, но додики все равно оверинжинерят бошку и потом страдают от муара и прочей хуйни ыыы Удачи печатать с какой-нибудь адекватной скоростью без обдува. Или с мостами. Или с одиночными маломерными палками.
>а абс аса слышал рвут стекла если без клея печатать чё ты там слышал, нюфаня. От таких же залуп как ты небось.
>>550925 >Я правильно понимаю, что латунные нагревательные блоки нужны только для печати чем-то высокотемпературным, Нет. Медные блоки просто более дорогие и их преимущества на низких температурах мало перебивают разницу в цене. Но в целом медь лучше >>550993 >Медь более инертна, медленнее меняет температуру. Принтер печатает на постоянной температуре, поэтому какая нахуй разница? Медь имеет лучшую теплопроводность, так что и регуляция точнее получается. А теплоёмкость (инертность) только в плюс. Сопло постоянно теряет тепловую энергию через пластик и скорость потери зависит от скорости экструзии, а она как раз непостоянна. Медь лучше сглаживает перепады
>>551201 И с клеем тоже, если модель большая. Скрипт на охлаждение на градус в минуту спасает. >>551217 Как там в 2015м? Охуенно, знаю Медно-латунные блоки не имеют никаких преимуществ при печати бытовыми материалами до 350С. Главное вес и габариты. А тут впереди интегрированные блоки с нагревателем и барьером.
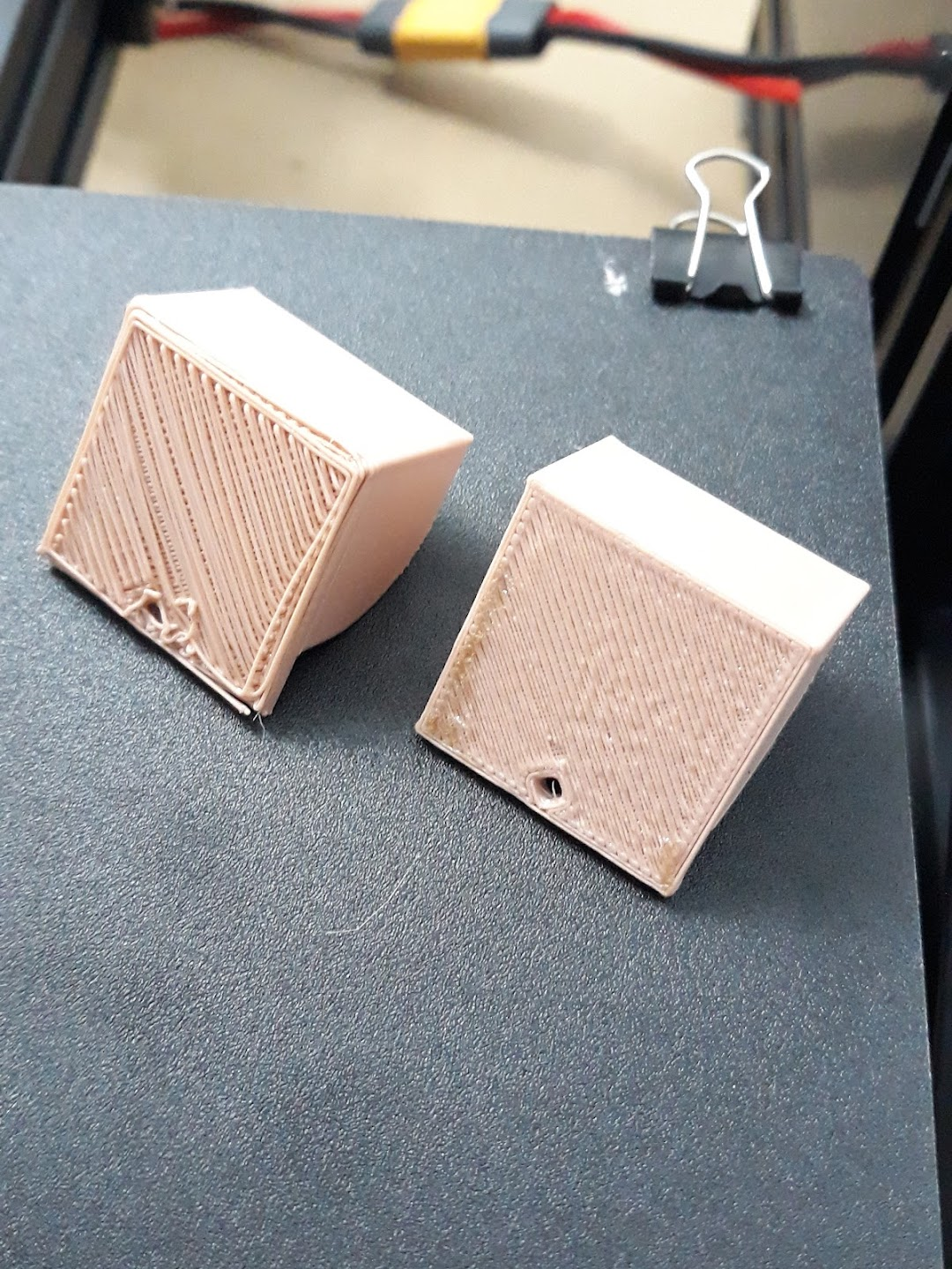
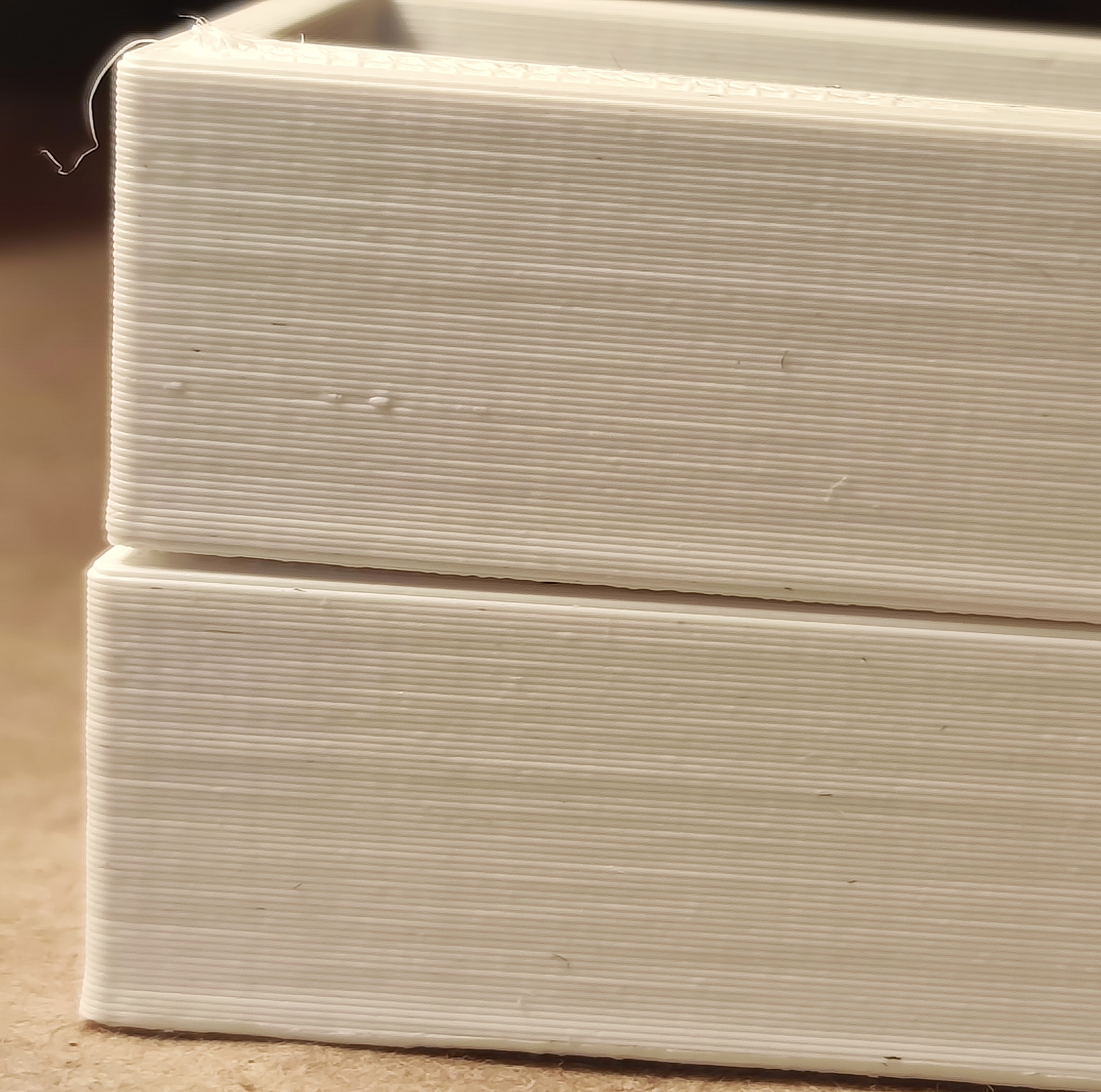
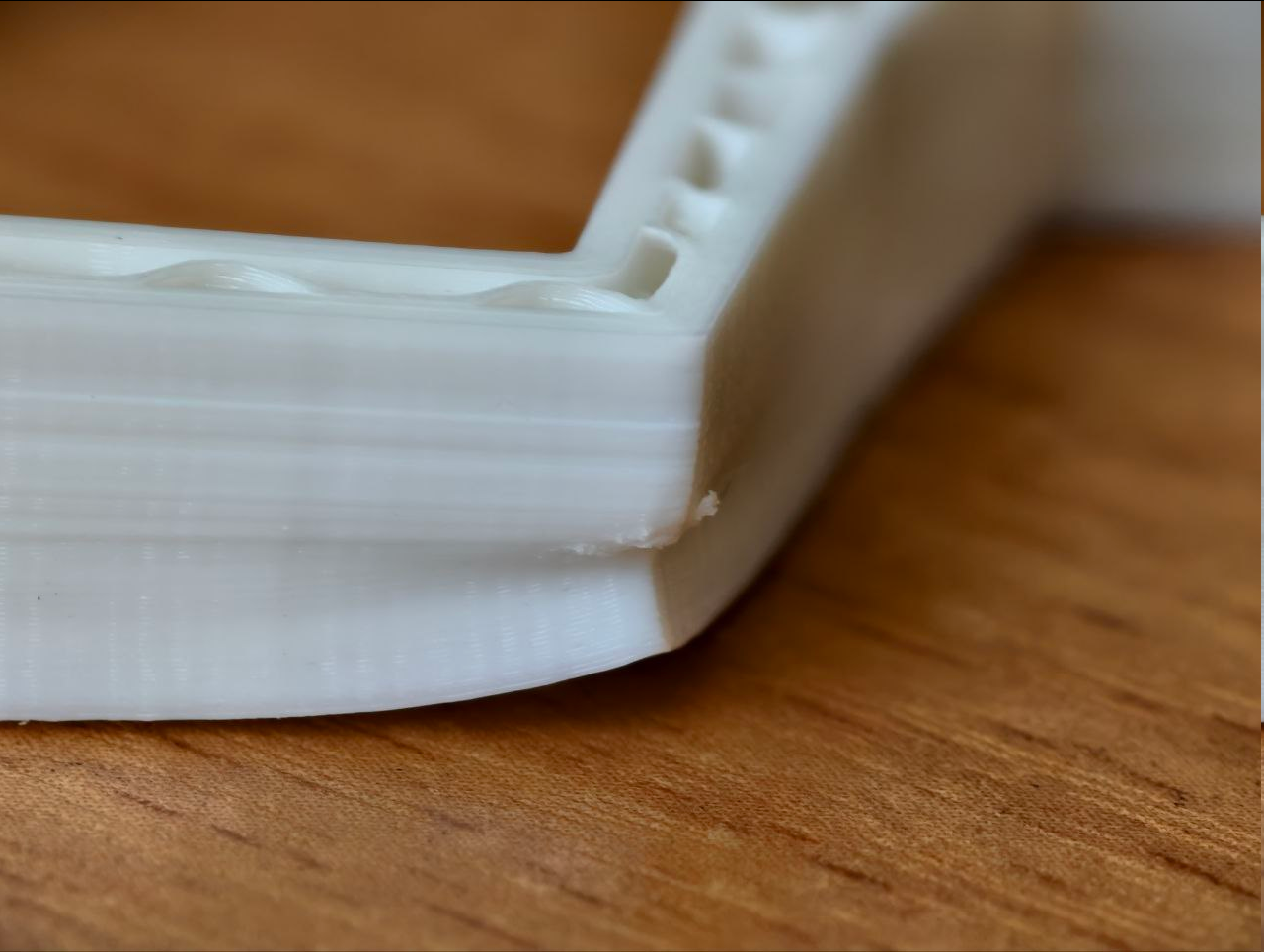
Господа, что у меня за хуйня с верхним слоем? Печатал на тех же настройках нормально, а сегодня такой обсёр. Детали слева напечатаны без обдува (с обдувом тонкие вертикальные стенки из ABS пластика расслаиваются). Справа 1 деталь с обдувом - вроде бы немного помогло, но раньше же и без обдува печатало.
>>551236 Я по размеру аттача подумал что ты фото с хаббла приложил, знаешь же как макабе тяжело в эти нелёгкие времена.
А по вопросу твоему оно и до этого у тебя печатало, будем честны, как говно, но если из советов, то распечатай ровно тот же файл что и "удачный" или же сравни их построчно
Сап. Подскажите, как в K1 позиционирование происходит, там есть какие-то оптические концевики? И как по z, что за датчик В k1c же не лидара?
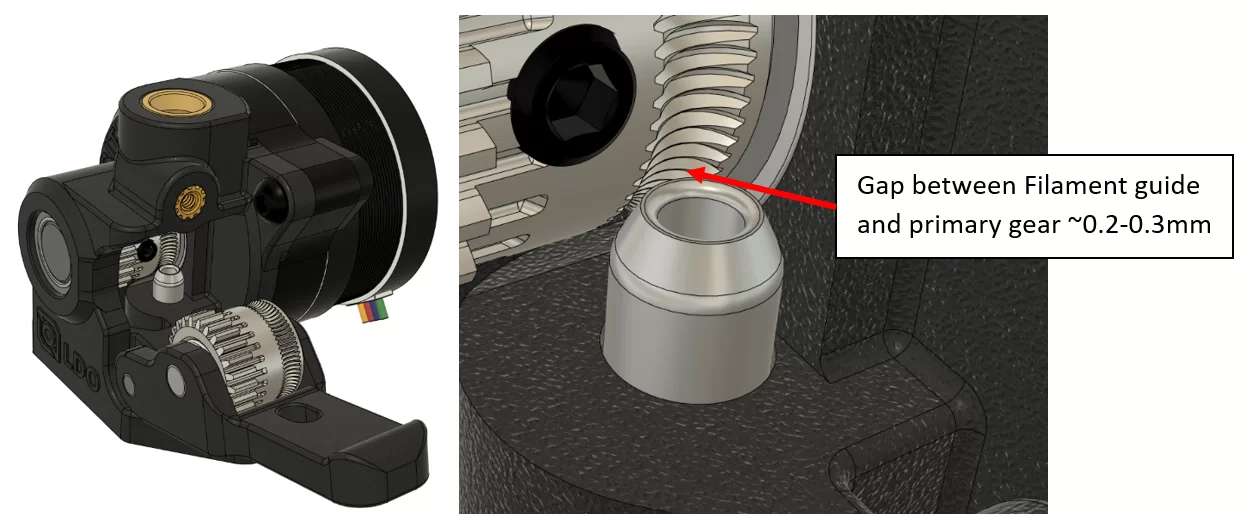
Если есть пользователи этой линейки, расскажите были ли косяки с поломкой филамента на изгибе; просачиванием расплава через возможную щель термоьрарьер-подающие шестерни; хватает ли охлаждения мат. плате
У меня филамента много, но черного и белого, не хочу цветной заказывать. Дешевле получится, если красить вручную? Какую краску выбрать для вещей, которые постоянно будешь руками трогать?
>>551262 Ну хуй знает, красить пластик это такое себе. Даже если с баллончика, баллон пластикового грунта, обычного грунта и краски в сумме не дешевле рулона филамента выйдет
>>551263 Мне 4 цвета нужно. 1 рулон филамента 1300 (даже дороже вроде). Итого 5200. Баллончик краски эмали 300 рублей стоит. Получается дешевле одного рулона. Но я не в курсе как это держится и не вредно ли это для касания.
>>551264 >Но я не в курсе как это держится и не вредно ли это для касания Для касания не вредно, но без пластикового грунта с большинства пластиков краска быстро улетает
>>пижу >Что это? Это залупный сленг. У поцыента повреждение мозга, не обращай внимания
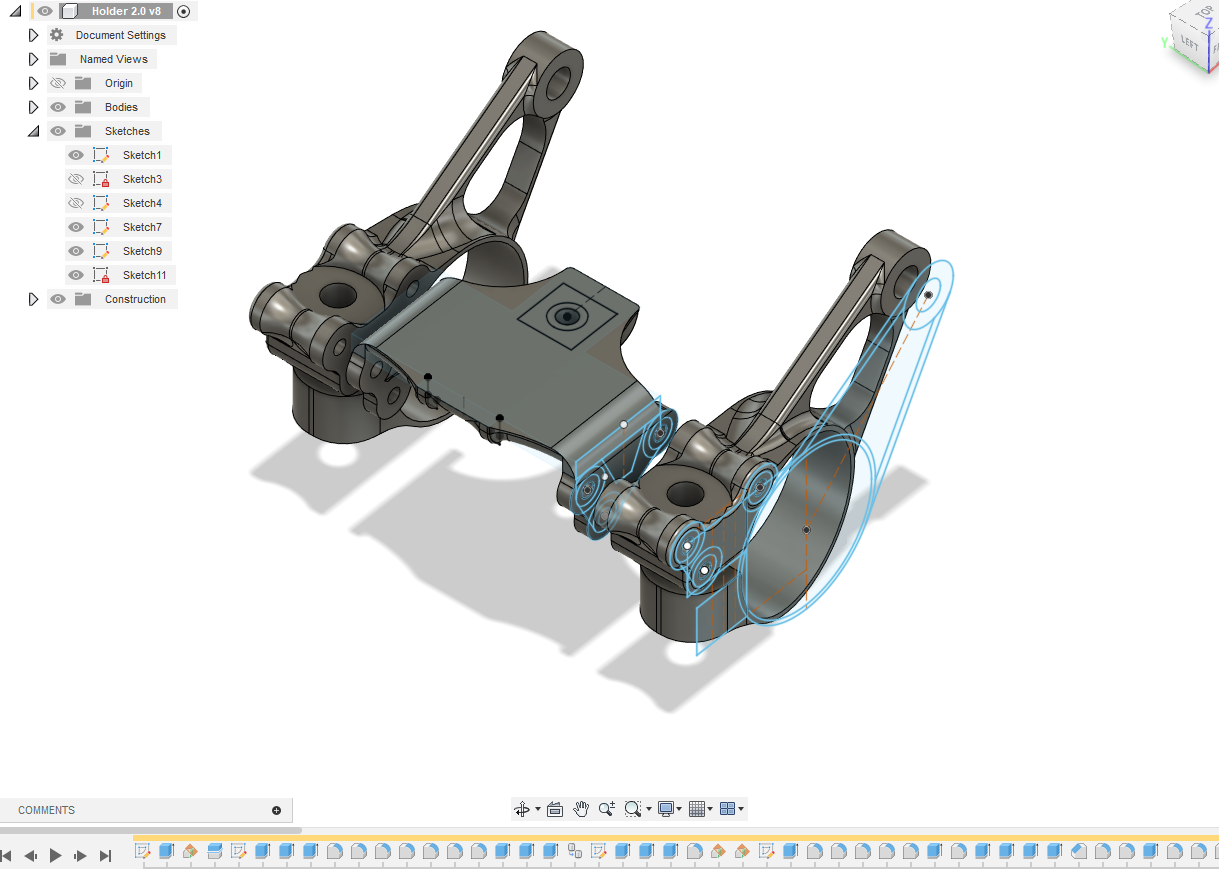
Fusion 360 в РФ накрылся медным тазом. Была образователльная лицензия, оформленная на какой-то левый универ в Судане. И её прикрыли. Попробовал снвоа сделать такую же, но уже для левого универа в Конго - хер там, просят документы.
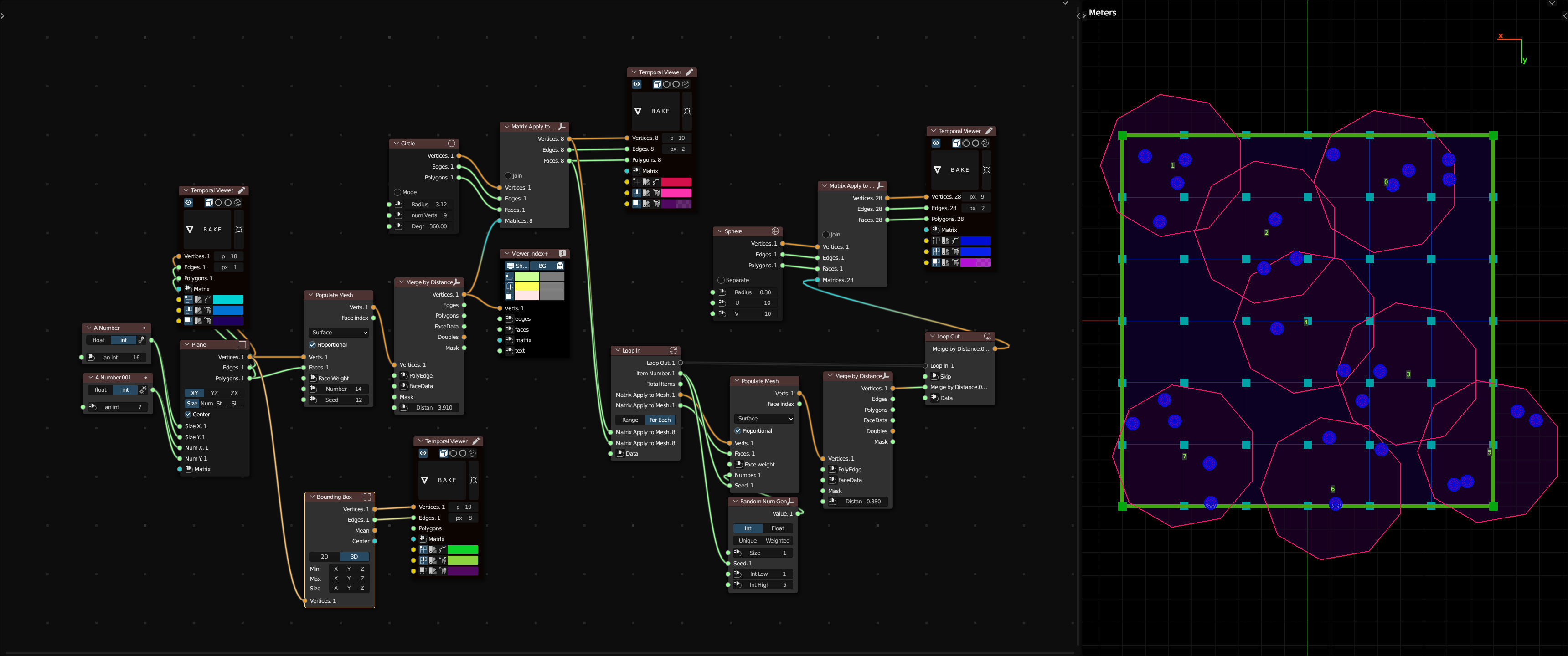
с параметрической процедуркой и обработкой облаков точек из под фотограметрии (всратых мешей точнее) тоже все на высоте (это по сути лепка, ее охуенно бустанули не так давно и более казуальные ноды прикрутили)
>>551284 Ниче не прикрыли, просто надо брать не образовательную, а Autodesk Fusion 360 for personal use
Ну а так положняк такой Выбор ровных пацанов: - Solidworks - КОМПАС - Autodesk Inventor Хипстота которая теперь ебётся с лицензиями: - Fusion 360 Если ты у мамы очень серьёзный инженер и метишь в роскосмос неиронично там его пользуют: - Siemens NX Нетрадиционный аддитивный инженигер(без негатива): - Rhino + Grasshopper Не тестировались итт и вообще хуй знает: - FreeCAD/Onsel - Oneshape - T-FLEX - nanoCAD и пр.
У всех кроме рино примерно одинаковые принципы, а главное работают из коробки и содержат встроенные пошаговые туториалы в отличие от ебанизма с аддонами для блендера у которых документация - дай бог комменты в исходном коде самого аддона
>>551294 >содержат встроенные пошаговые туториалы Во фрикаде нихуя. Если не считать за встроенные туториалы исключения которые вываливаются в консоль. Двигаешь какую-нибудь детальку – а тебе питоновый стектрейс в ебало на нахуй!
Кстати, у фужена кикад встроенный оказывается, для итт раздела как раз комбайн в самый раз.
>>551307 ты типичный ограниченный технарик который создает уебищные вещи которыми невозможно пользоваться
сука тебе надо было просто разбить свою уебищную портянку отступами или запятыми, но нет, нихуя, ты оставил датку в неявном стейте пидор ты даже не технарь...
>>551262 Если речь о очень больших деталях то я их красил внезапно антикором. Такой что в специальных банках под пистолет. Просто маленьким валиком красишь и все. Отлично скрывает самые грубые слои и стыки от склейки. Выглядит сурово индустриально как заводское. Красить же что-то мелкое это боль. Пробовал краски типа шагрень для бамперов - все хуйня дефекты остаются. Плюс скалывается. Шпаклевка тоже боль. Двухкомпонентная быстро схватывается и высыхая трескается. Нитрошпакля жидкая, намазал высохло и опять слои видно. И так раз 5. Ну его нахуй короче без крайней необходимости.
>>551284 >Fusion 360 в РФ накрылся Тебе вселенная намекает, что надо перекатиться уже на Компас3д, а ты глупые вопросы спрашиваешь у каких-то отбитых >>551286 додиков.
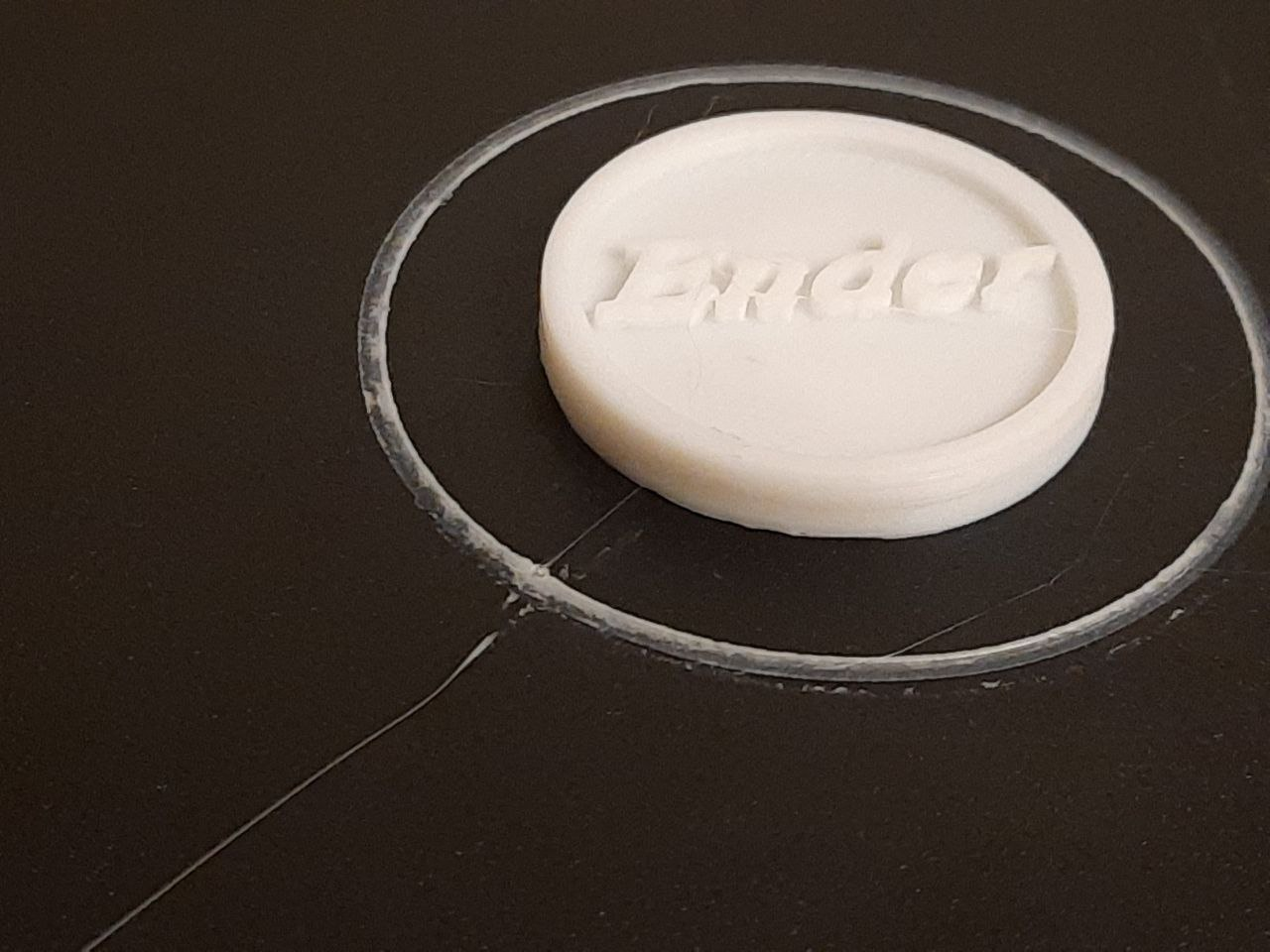
Сап. Первый день вожусь с ender 3 s1 plus, опыта ноль. Первый блин комом и первый слой вышел плохим(пик1) Остальные пики уже мне прям нравится результат 200 градусов, 60 стол, обдув макс.
возникло немного вопросов: 1) ведется ли в эндере какой-то лог печати с настройками печати, а-ля 16.03. 2024 21:30 температура такая-то, температура стола секая-то, обдув включен 2) вижу что вертикальная грань монетки(ребро) не очень ровная(последний пик). от чего это зависит, куда смотреть? 3) вот этот длинный вертикальный черкаш слева, он таким и должен быть? ну т.е. немного неровным, это так принтер сопло чистит или зачем он нужен?
>>551357 Лога нет, чиркаш должен быть, у тебя слишком маленький офсет поэтому он такой кривой, с 1 слоем тоже из за этого проблема + поздно включается обдув
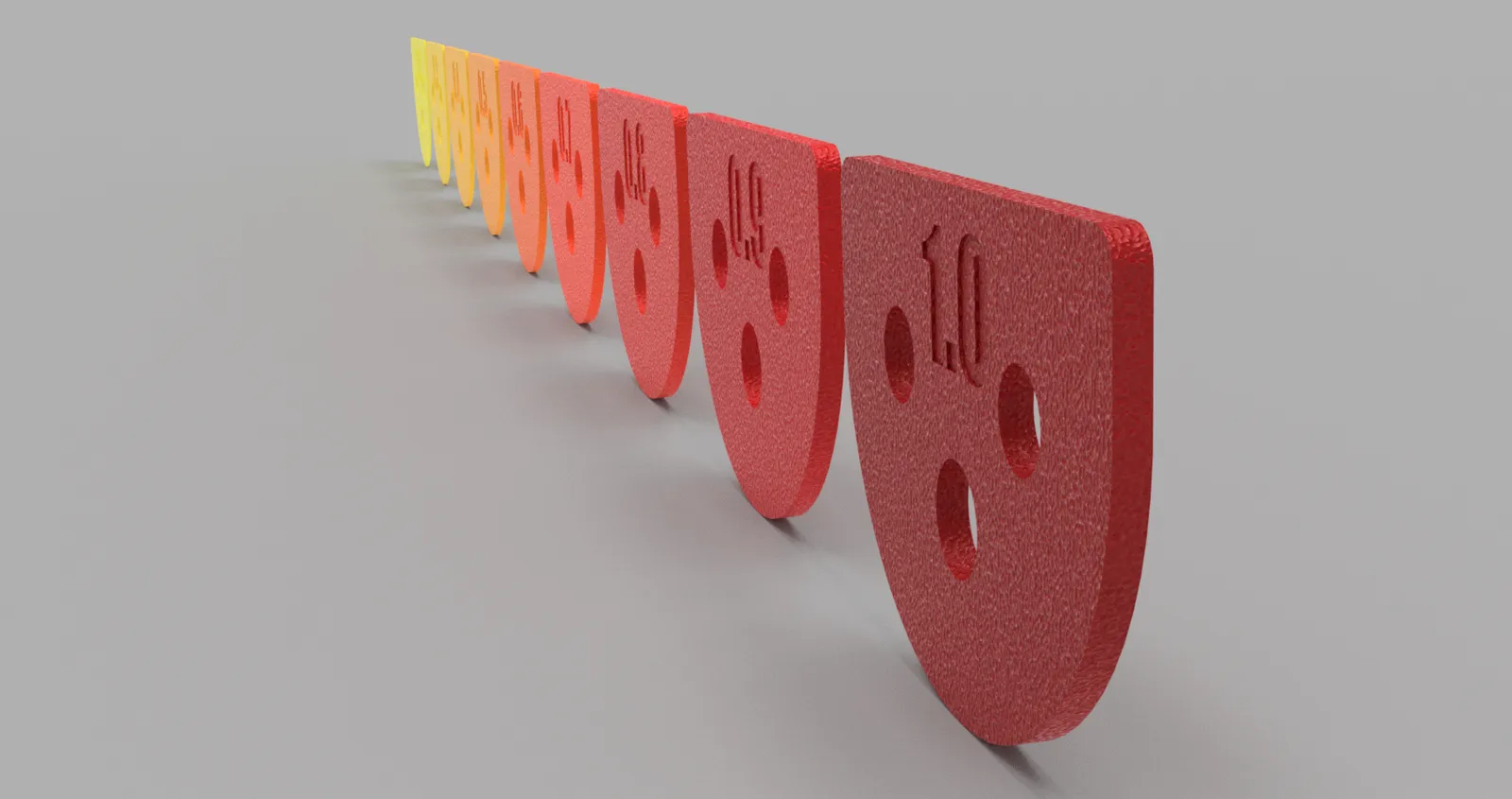
>>551357 >200 градусов, 60 стол, обдув макс. напечатай температурную башню, 200 с моей колокольни для стандартного ПЛА маловато. У меня есть низкотемпературный который на 195 печатается, а остальные все 207-215
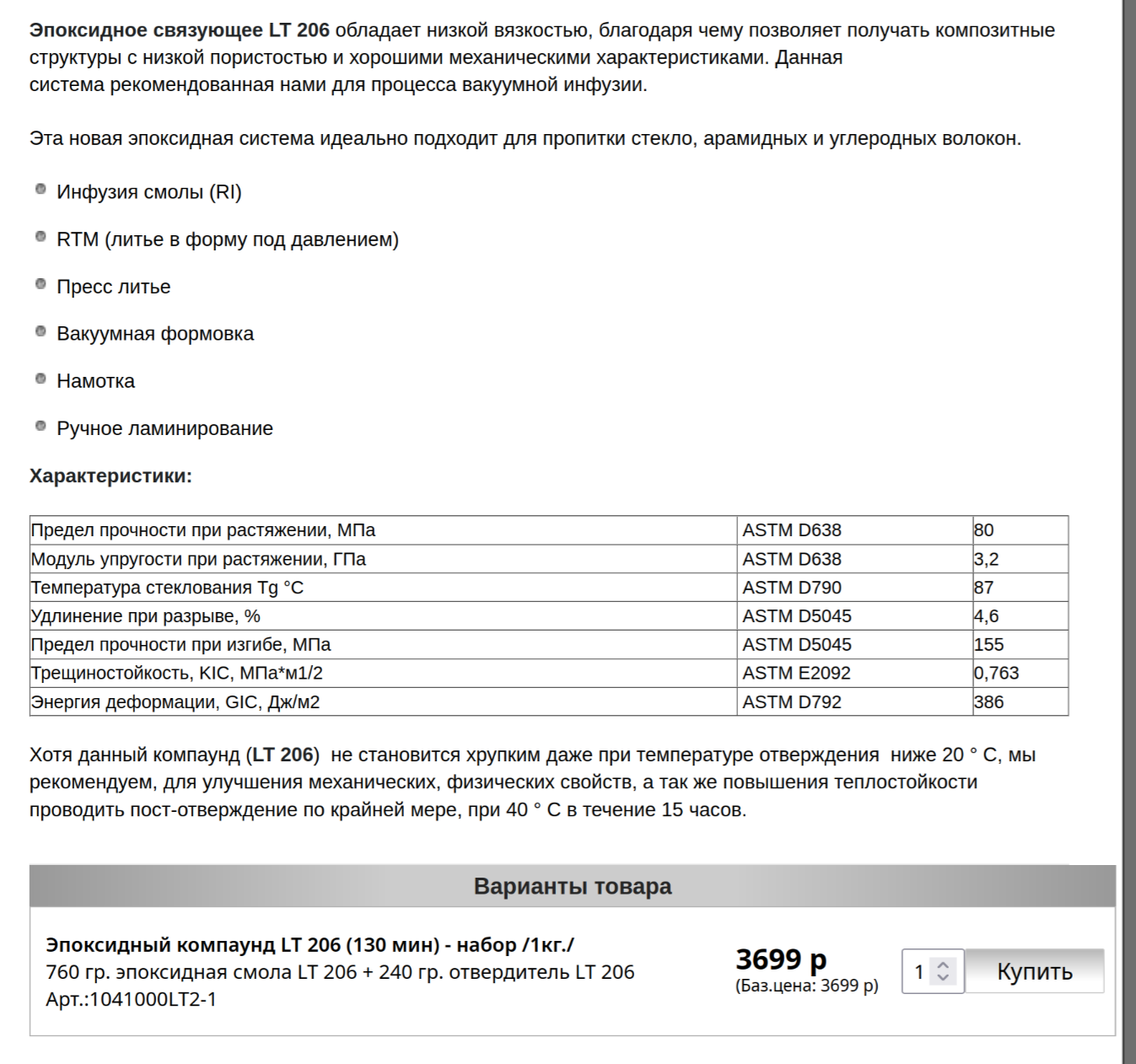
>>551339 Что-то не видел на ютубчике таких вариантов. Есть дрочево с ацетоном (которое пидорасит детали) есть обмазывание фотополимерной смолой. А тут значит взять банку дедушкиной ЭД20 от которой еще пальцы чернеют на месяц? Что за наполнитель?
насколько стоит трясстись за ретракт пежика на боуден параше?
щас нагуглил схемку в принципе можно распечатать или склеить с карбония жесткий и легкий кронштейн для дефолтной сранины и потом когда дефолтный всратый механизм подачи всёкнется докупить пиздатый модный прозрачный бмж, с ним же как я понял будет проще работать с резиной и скользкой хуйней всякой, т.к зубы с двух сторон
или один хуй эта ендер дрисня печатает настолько сука медленно что просто поибать вообще!?
мужики, я опять поймал thermal runaway на эндере. рофл в том, что я с прошлого отвала напечатал две модельки, а сейчас я печатал ту же, что и в прошлый раз, но отслайсил заново. может, я какую то хуйню наслайсил просто? мне четыре пары деталек надо напечатать, и одна пара печатается нормально, а четыре нет. печатаю petg на 240 градусов кстати
>>551366 >Что-то не видел на ютубчике таких вариантов. Потому что это фантазии больного чердачного шиза на пустом месте. Даже не пытайся всерьёз это обсуждать, бвехни и проходи мимо.
Сам этот "советчик" ни одной 3д-печатной детали в жизни не обработал
>>551391 Начни с замены сд карты. Помню у себя ранаэвей заебался отлавливать, а проблема была в итоге в том что рандомно карта не читалась и принтак подвисал
>>551407 Если руки не из жопы то оригинальный бмг на полудиректе (5 см от бмг до хотенда) с максимально прямой подачей и правильно подрезанной трубкой печатает ТПЕ вообще без проблем. На петг ретракта 2мм хватает
Подскажите где почитать/посмотреть техники для работы с цианоакрилатом! Что-то он так всё охуенно клеит что он уже стал незаменимым в постобработке некоторых принтов у меня.
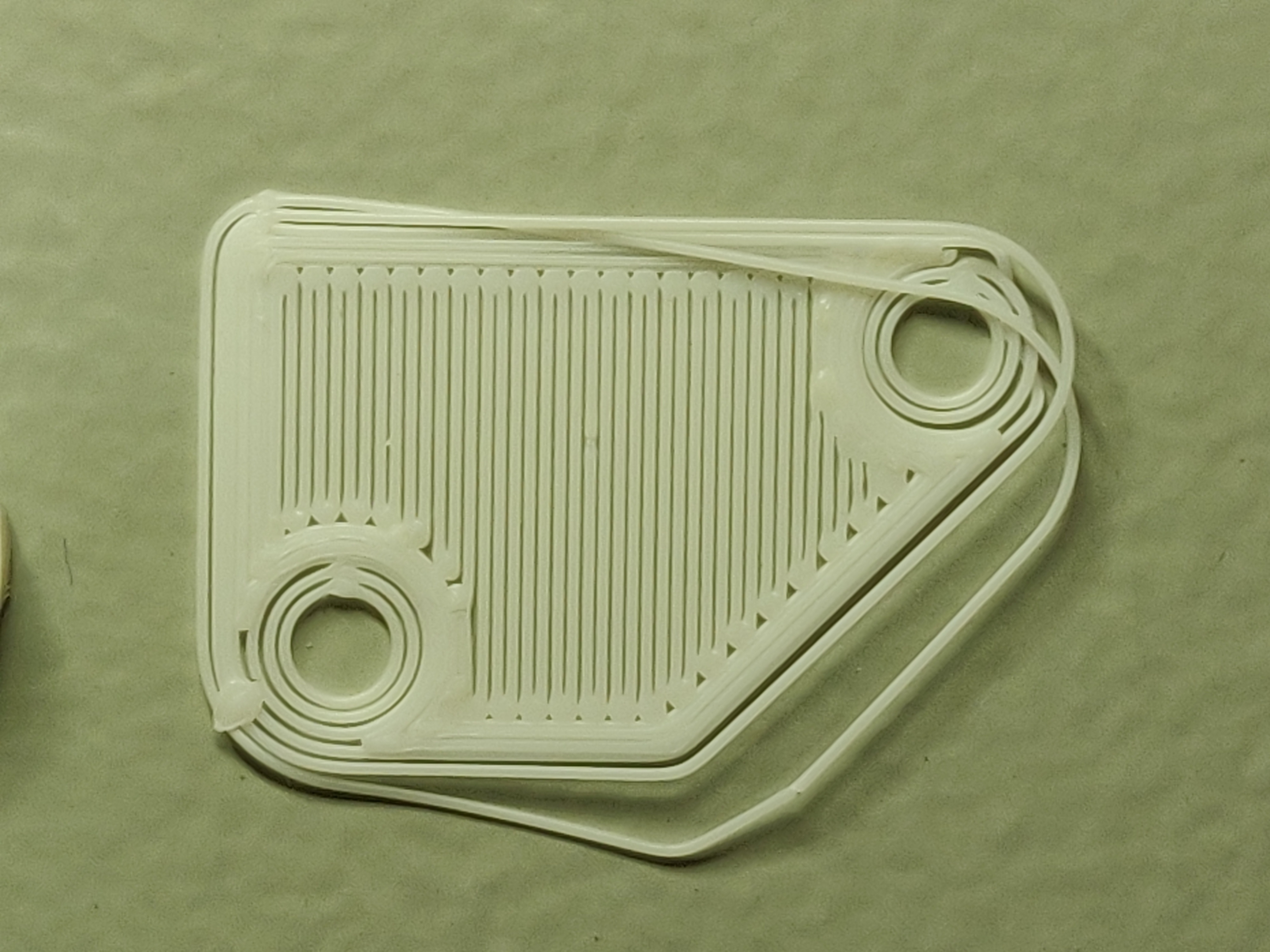
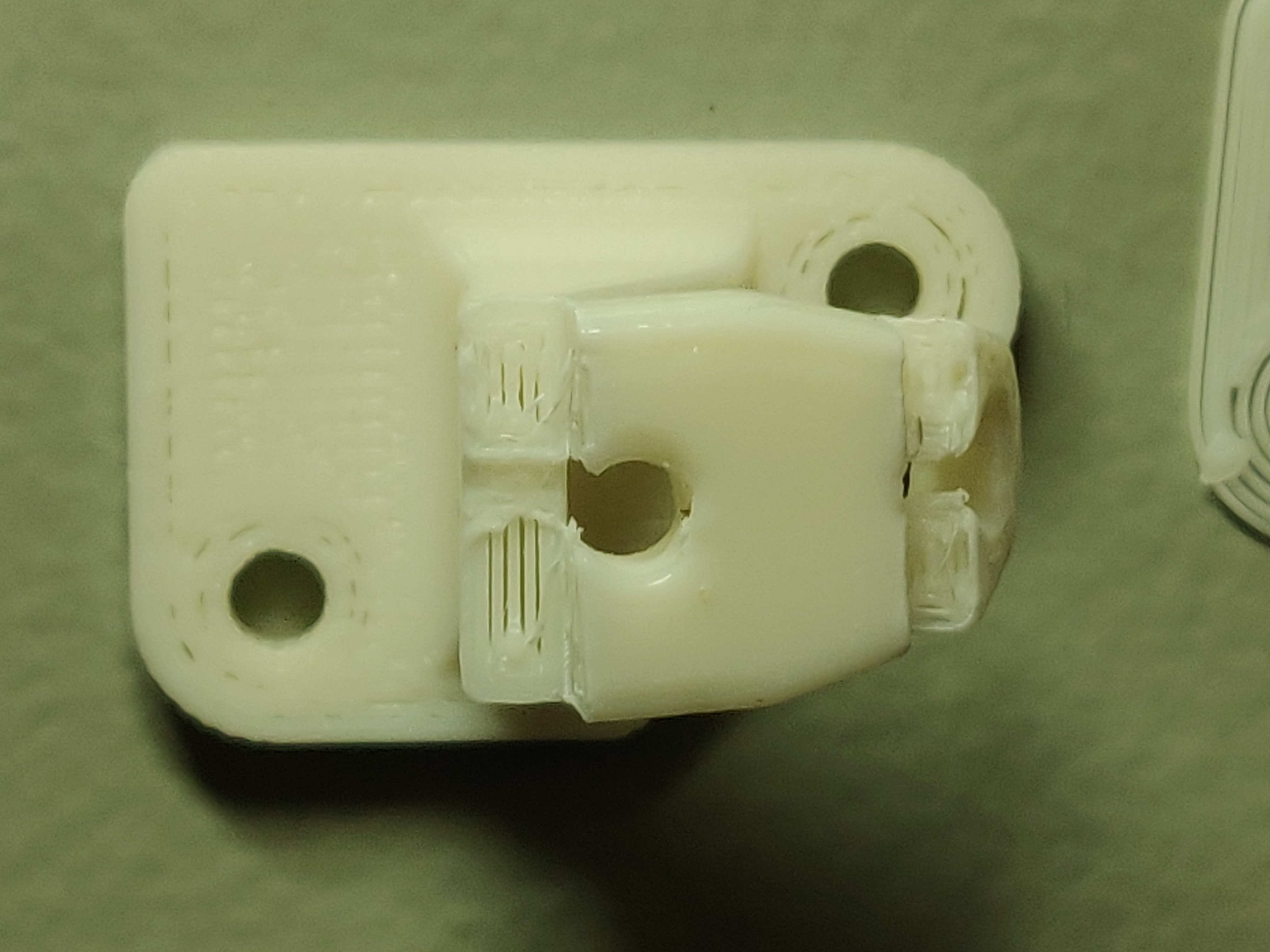
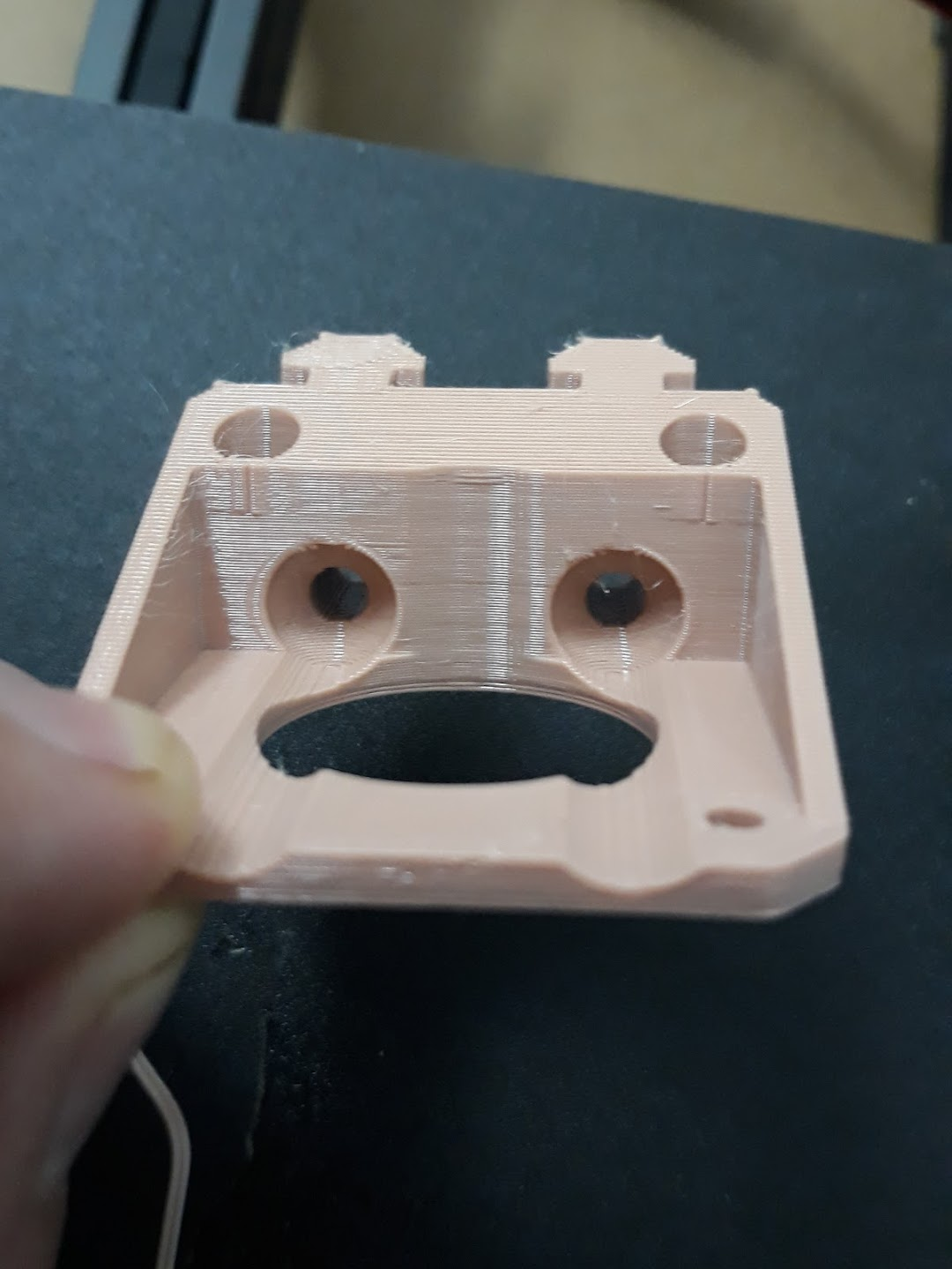
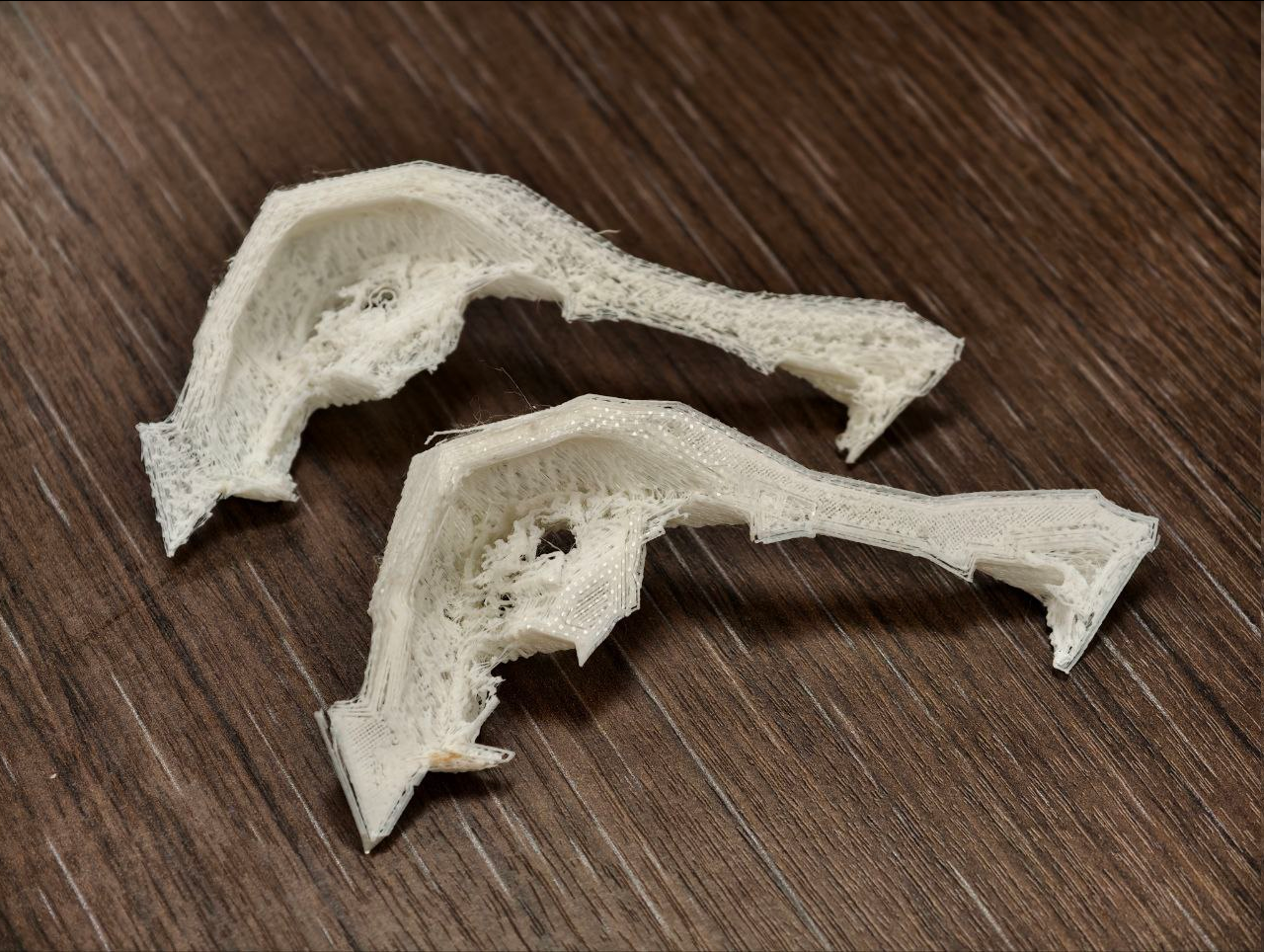
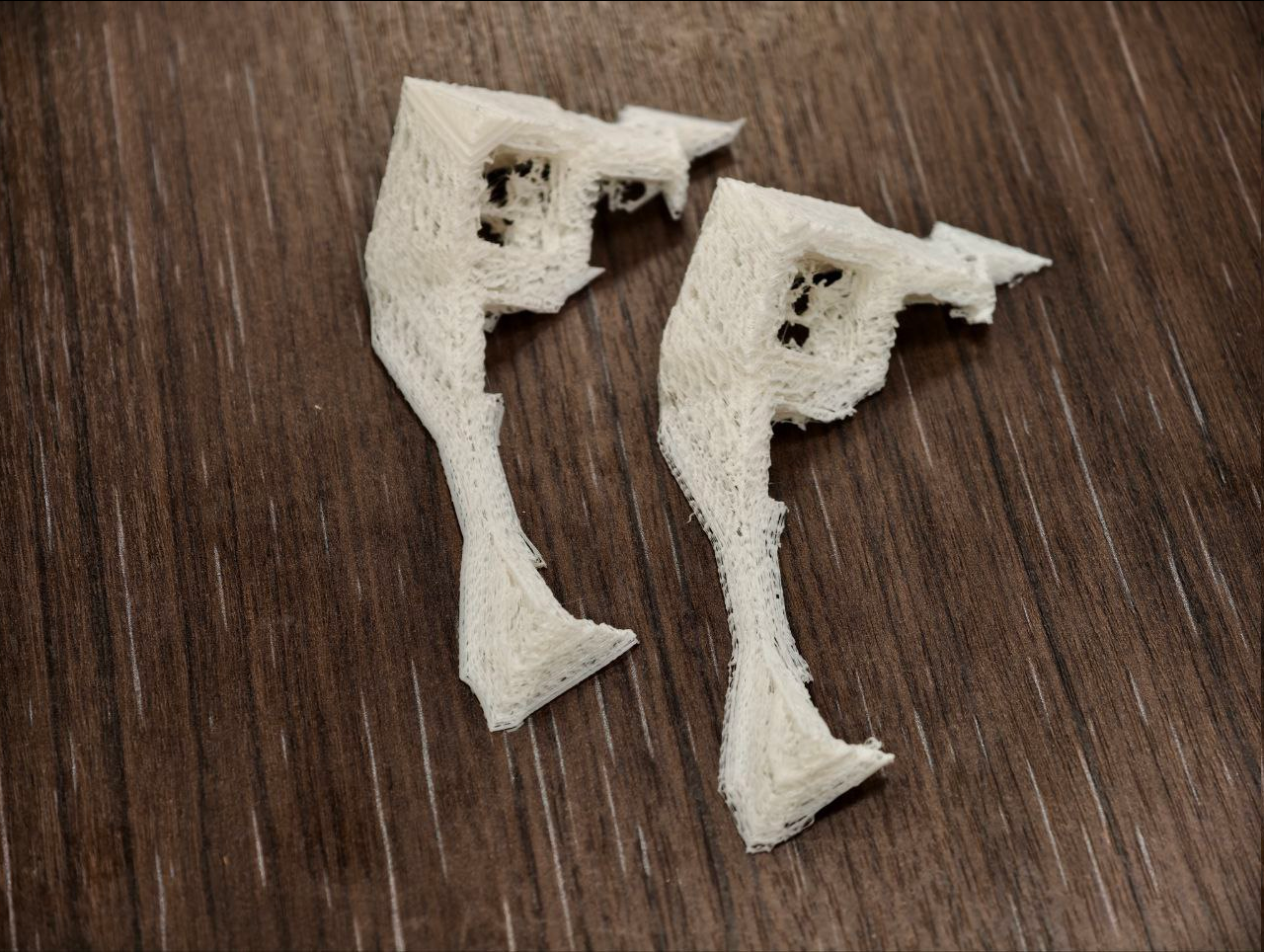
Почему такие гигантские дыры между стенами? На втором пике деталь просто сломалась нахуй из-за них. Это Орка, в Куре вроде такого не было. Хотя все настройки одинаковые насколько можно. Коэффициет потока в настройках филамента пробовал крутить вверх. Причём и верхний и нижний слои заебись и вертикально у неё всё отлично, проёб только со стенками внешними и внутренними.
>>551453 Да, с первым как раз даже меньше проблем, там по пизде пошли только окружности вокруг отверстий, а внешний периметр заебись. Посмотри на второй пик, там где-то в середине деталь треснула и видно что вертикальные стены не склеились друг с другом вообще нихуя (третий пик примерно то же место в слайсере). Ну и на детели на заднем плане видно что и основание у неё не сшилось и пунктиром идёт. А там она ещё и после ацетона, до него было хуже.
А есть кстати что-нибудь посередине между PLA и TPU? Т.е. чтобы не как резина, но и не твёрдый. Держал форму сам по себе, но с усилием можно было натянуть деталь впритык на что-нибудь. Для крышечек каких-нибудь чтобы сидели плотно.
>>551461 Тпу/флекс это маркетинг. От еревана слегка мягкий, можно печатать на любом принтере и даже с ретрактами, а вот тпу фдпласт тебе по губам проведёт весьма вероятно, а ретракты просто будет игнорировать
>>551461 >А есть кстати что-нибудь посередине между PLA и TPU? У tpu есть разная степень жёсткости. Бери какой-нибудь a95, будет держать как нехуй >усилием можно было натянуть деталь впритык на что-нибудь Вот это основная проблема, tpu гнётся, но не тянется от слова совсем >>551471 >че твой ворованный пропритарношлюший кад так не можит ыыы?)))) Делается в 2 эскиза и 2 операции на вообще любом сапре. Вот если твоя хуйня может вычислять необходимую толщину пластика для сгибания какой-нибудь там параметрической моделью или через настран, то да, на это можно посмотреть.
>>551472 я из матрицы конструкционных тканей и смолы могу сделать как тряпочку (прочнее стали) так и в меру упругий элемент, так и хай тенсайл ебанину которая будет держать охуевшую силу пока не лопнет как стекло
и все это я делаю простым леерингом и минорной модификацией смолы (там особо не разгуляешься бзв)
>>551473 > на вообще любом сапре ты не можешь ДИЗАЙНИТЬ, ты делаешь чертеж
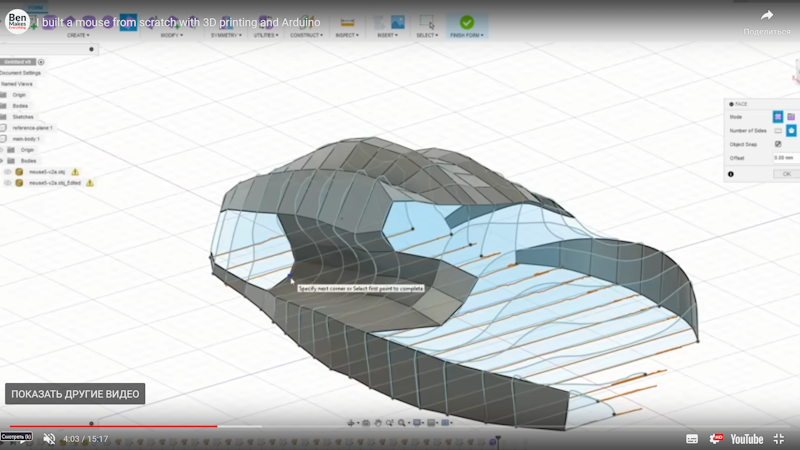
а Блендер именно позволяет на чиле на расслабоне искать форму прямо там, быстро пробовать, прикидывать примерно, крутить и сразу понимать взлетит нет
есть сапры для расчета лееринга карбона, но те платные и один хуй потом надо ломать ирл т.к это слишком сложно все посчитать
термопласт параша думаю еще хуже в расчетах себя поведет
>>551477 >матрицы конструкционных тканей и смолы могу сделать как тряпочку (прочнее стали) так и в меру упругий элемент, так и хай тенсайл ебанину которая будет держать охуевшую силу пока не лопнет как стекло
Не пизди, говео. Ты только ссмолумпереводить можешь
>>551474 >Филамент в трубке заебись тянется. Ну попробуй растянуть тпу как резину, лол. Я с этим объебался ещё когда печатал себе вагину, оно гнётся охуенно, но не тянется от слова совсем и царапает хуй >>551477 >ты не можешь ДИЗАЙНИТЬ, ты делаешь чертеж Окей, теперь я убедился что ты никогда не трогал нормальный сапр и даже не учился на инженерную специальность >позволяет на чиле на расслабоне искать форму прямо там, быстро пробовать, прикидывать примерно, крутить и сразу понимать взлетит нет Почему-то ни у кого в мире не было проблем так делать в сапрах
>>551486 >Окей, теперь я убедился что ты никогда не трогал нормальный сапр и даже не учился на инженерную специальность Если честно, кто такой залупа ты можешь прикинуть по треду в мотаче. https://2ch.hk/mo/res/314799.html И так как он явно планирует продолжать транслировать сюда свой внутренний мир я считаю важным посвятить тред в такие детали.
>Я с этим объебался ещё когда печатал себе вагину, оно гнётся охуенно, но не тянется от слова совсем и царапает хуй Ебать ты. По моему тут ни один пластик нужные свойства не даст и член будет в мозолях. Я немного развлекался с литиевым силиконом и явно лучше им пользоваться для таких утех. Жаль он дороже чем хотелось бы.
>>551487 >кто такой залупа ты можешь прикинуть по треду в мотаче. Я этого шизофреника, который клеит "композиты" без прессовки, ещё в дроначе в diy наблюдал. И уж изучать внутренний мир какого-то долбоёба не собираюсь, а вот показать что эта хуефазия не права - правое дело
>>551477 >ты не можешь ДИЗАЙНИТЬ Да, обосравшийся многократно долбоеб, именно поэтому такие системы называются CAD-computer aided design... ох подожди, ты не только сути софтин не понимаешь, ты еще и английский не знаешь.
>>551487 >я считаю важным посвятить тред в такие детали. Ох лол, почитал, теперь понятно почему этот долбоеб юзает блендер вместо КАДов - как тупой школьник изначально научился калякать в блендере, так теперь там и делает все по привычке, а запредельная тупизна и ЧСВ мешают осознать собственный долбоебизм.
В васянских сборочках марлина что-нибудь полезное есть? С Профессиональной прошивки которая иконки и анимации меняет и не обновляется месяцами конечно проиграл.
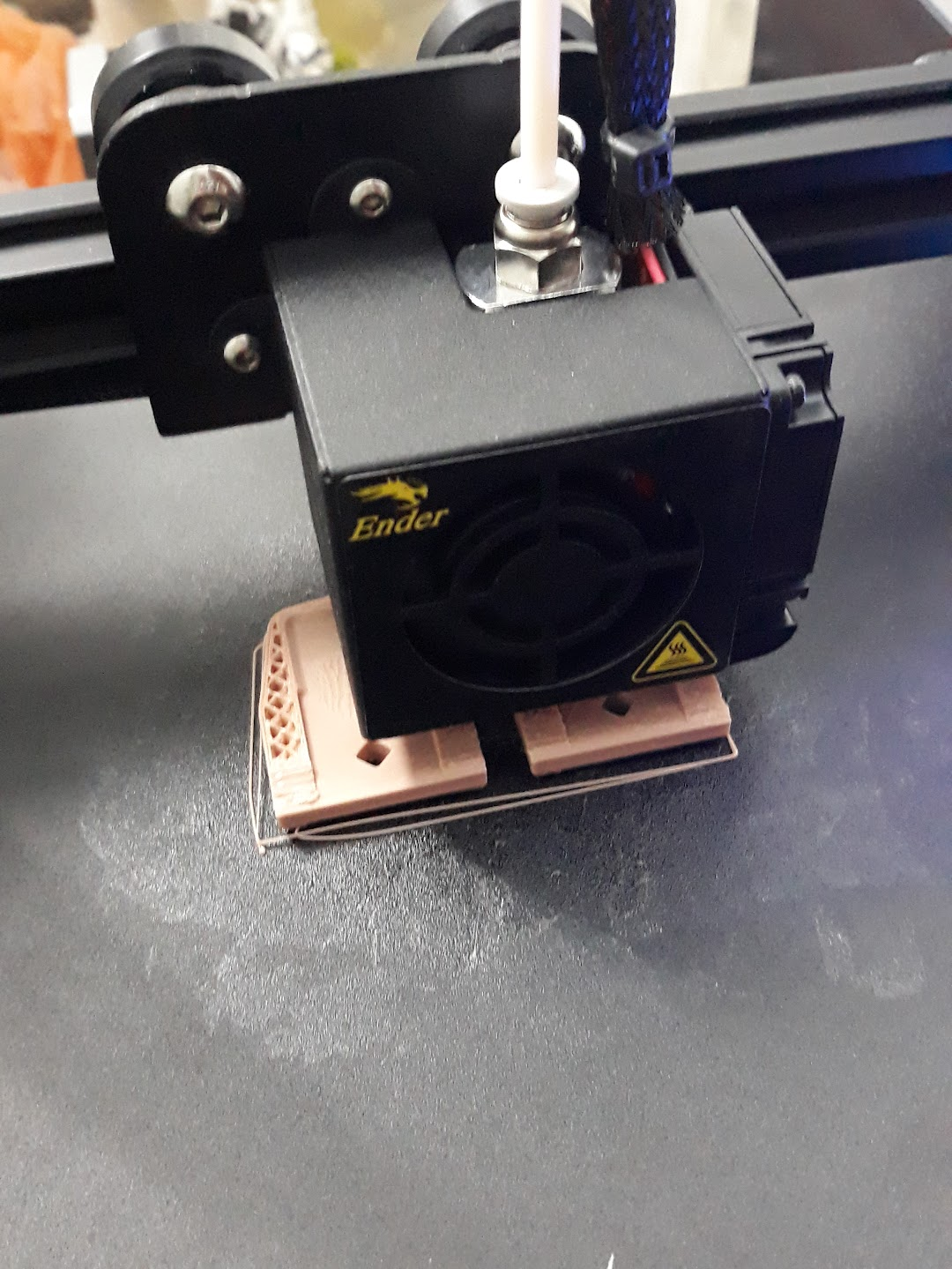
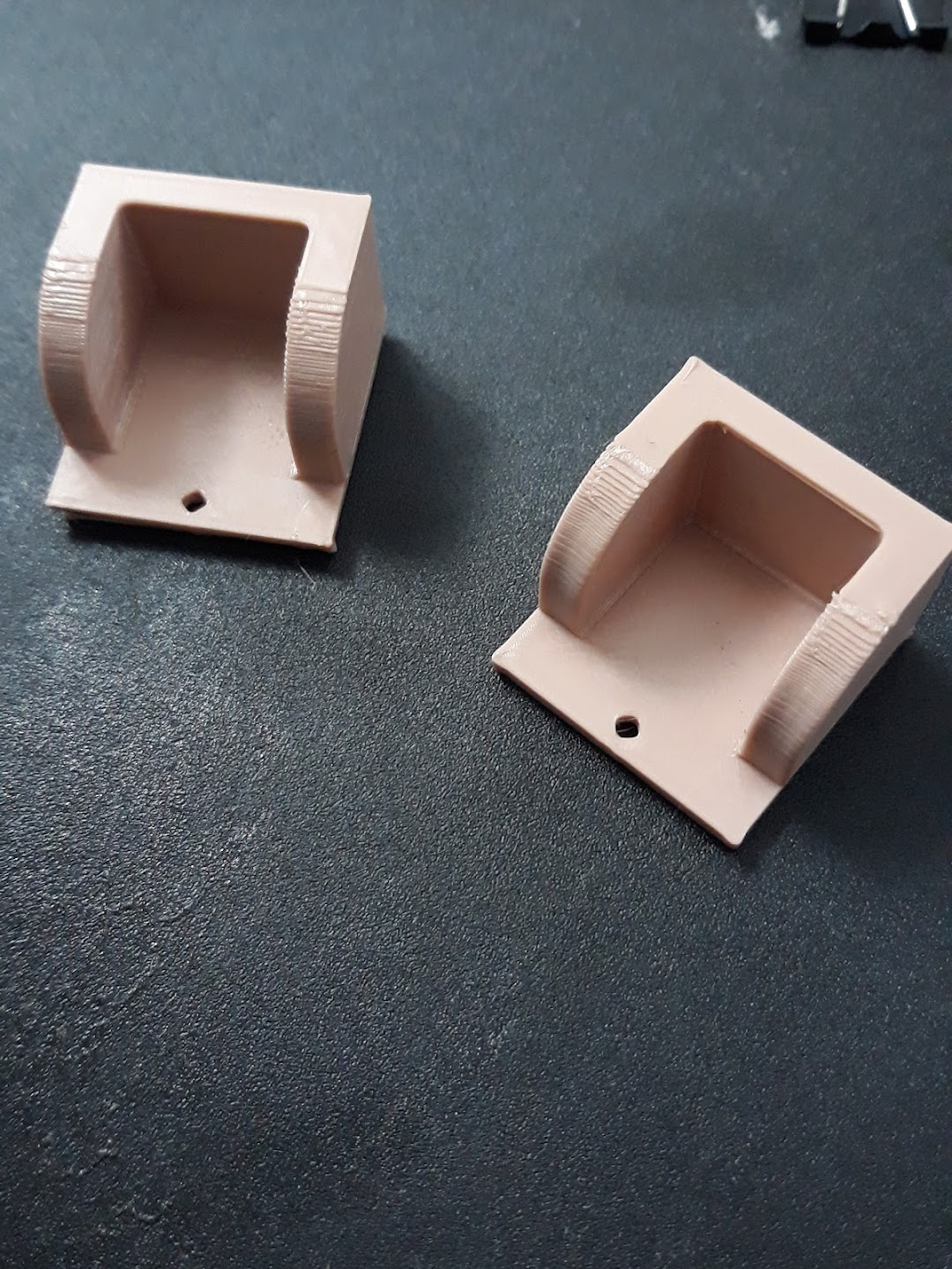
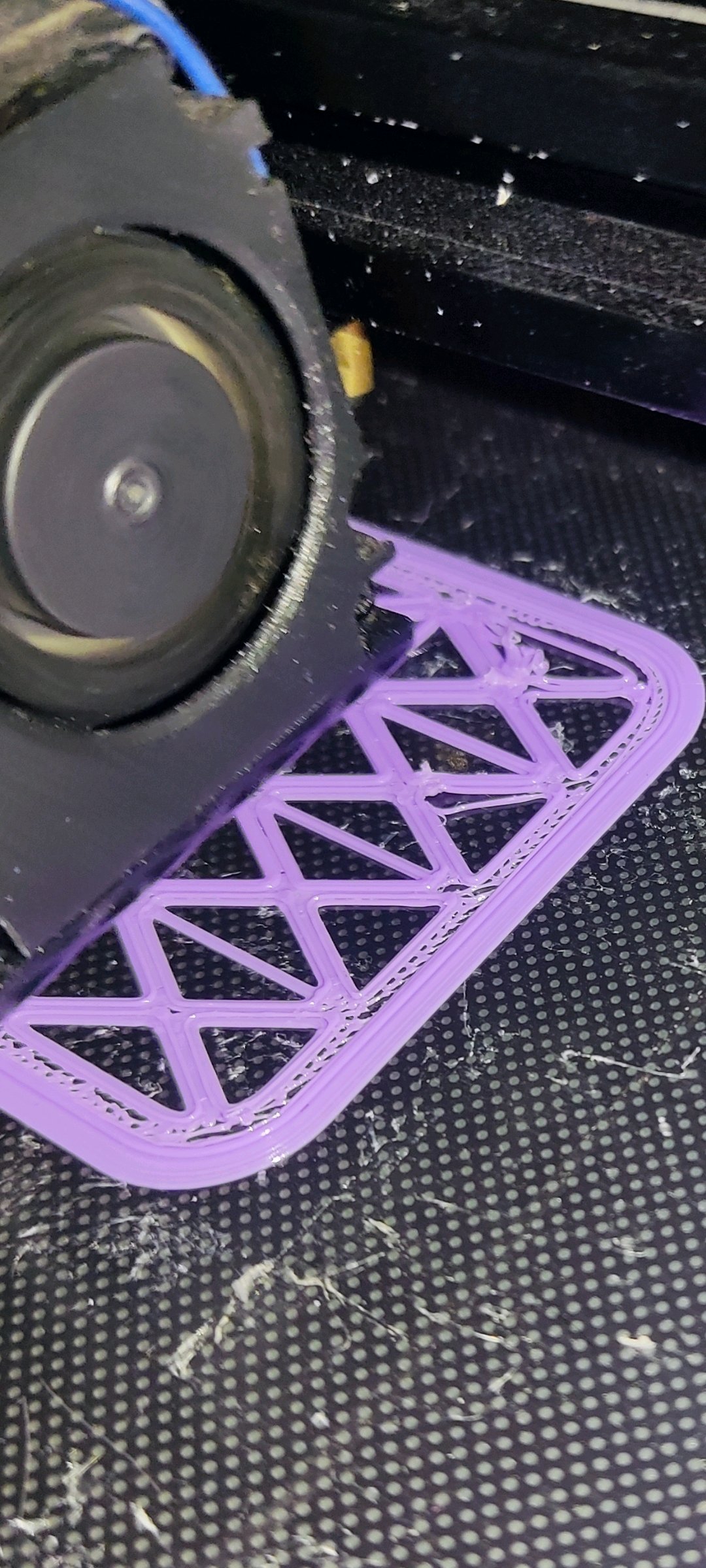
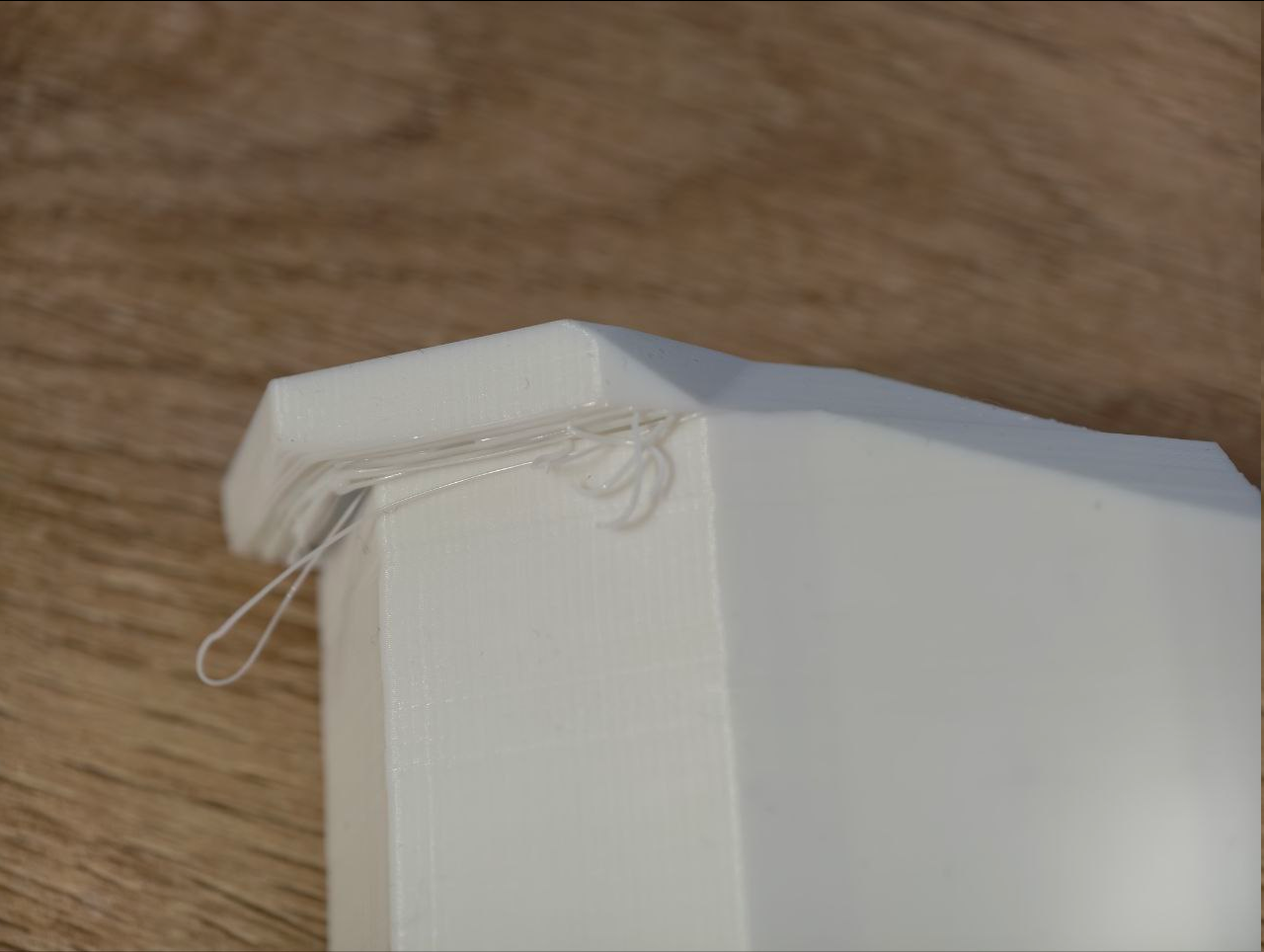
Сука, ABS не клеится с левой стороны, там где нет обдува. Решил ебануть воздуховод который дует туда. Уже пять раз не могу напечатать потому что он собственно к столу не приклеивается.
>>551563 Нет, это разные шизики. Но у них много общего: тупость, ЧСВ, шизофазия, неграмотность, ультраватность, отсутствие образование и воображение себя "технарями", потешные мопедики, разъёбаные в хлам "золотыми руками" и жизнь бомжа в чужой хате
>>551582 С чего бы? Очень полезная модификация, другой вопрос что неподготовленный разум ёбнется подгонять шайбами так чтоб плоскость стола была плюс-минус 0.02 мм
Сам сейчас думаю в хозяственном поискать какую-нибудь трубку подходящую и нарубить, если не поможет – то просто гайки М4 навернуть, шайбами подровнять и паронитовой прокладкой чуть-чуть хода оставить.
>>551623 Странно, тебе осталось только обдув выключить. Ну и конечно же на раскочегаренном столе перепроверить высоту сопла и первого слоя. Потому что на 110 абс липнет даже к чистому стеклу (отрывается когда миллиметров 4 напечатано уже)
>>551625 >отрывается когда миллиметров 4 напечатано уже Именно так у меня и происходит. Поначалу всё заебись, потом хуяк и дуга. Вероятно, для средних слоёв помогает обдув, а там где его нет они оттягивают нижние. Сейчас повернул деталь так чтобы слева была часть без ответственных размеров и побольше постамент сделал. Погнулось немного, но хуй с ним, щас допечатается и с этой хуйнёй уже дуть со всех сторон будет если не проебался.
>>551634 Так это явно слишком быстрое охлаждение! Деталь кукожит пока печатаешь. А что за принтер у тебя, прикрыть можно его?
У меня давно не было проблем печати АБС-ом, хоть и печатаю я им пару раз в год максимум - но если взялся, и деталь не мелкая - то заклеиваю к херам всё бумагой, отключаю обдув, и перед печатью держу стол горячим минут 30 (после заклейки), чтобы внутренний объём хорошенько прогрелся. Плюс калибровка на хорошо прогретом столе тоже.
На самом без верхней заклейки (только короб закрыт) мелочёвка печатается прекрасно, но для того, что поведёт, лучше заклеить и прогреть внутренний объём
В итоге деталь начинает остывать и кукожиться, когда печать закончена. В идеале оставляю вместе с коробом остывать пару часов или на ночь.
>>551636 Уголь же. Кукожится только вот середина, я хз. Сейчас пока ставил новую обдувалку заметил что вентилятор хотенда травит немного на деталь, в этом ещё возможно косяк. Укрыть пока нечем, но он стоит в кладовке в заперти, там устраивает себе баньку.
>>551623 АБС печатается только на чистом оконном стекле с клеем. 280С и 110С. По углам больших деталей пятачки. Обдув средний, принтер закрытый. Если деталь большая то желателен скрипт охлаждения стола на 1гр в минуту чтоб стекло не лопалось.
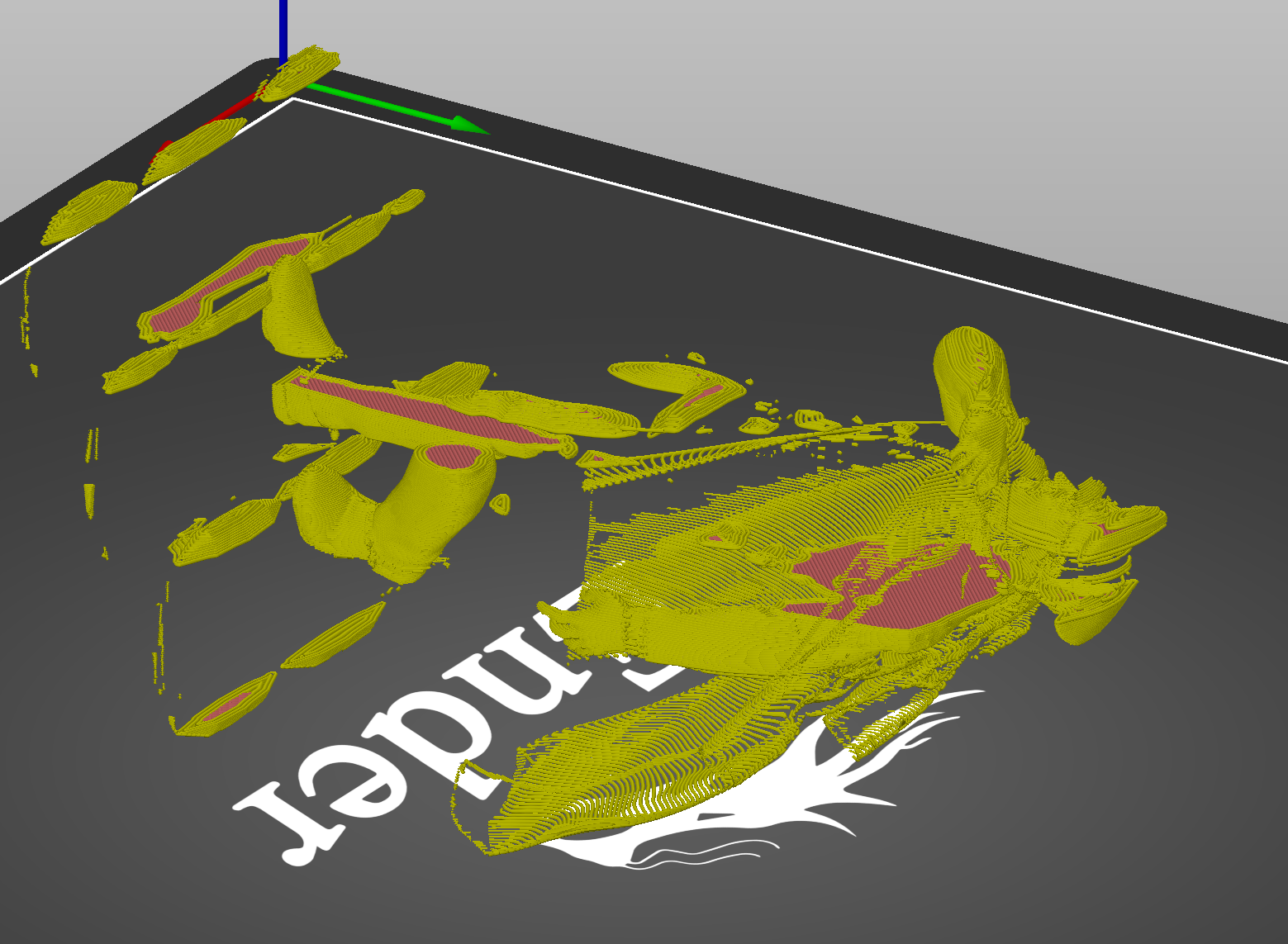
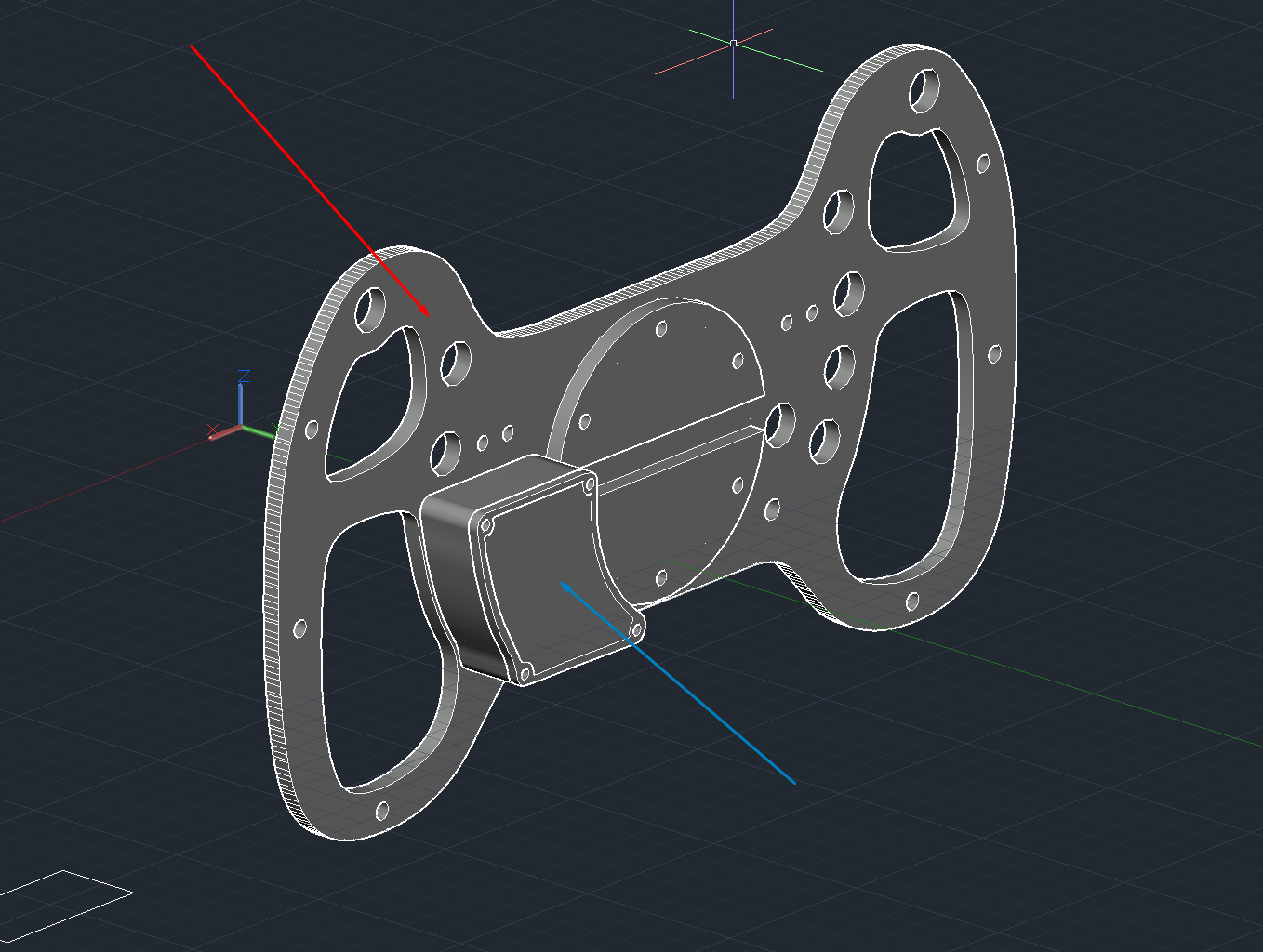
Есть большая сборка в step вплоть до последней гайки. Ни разу не watertight. Как ее сконвертировать во что-то печатаемое? Fusion генерирует stl в гигабайт которую ни один слайсер не переваривает.
>>551656 Там форма в целом печатаемая в один заход. Вопрос как эту гору геометрии преобразовать в watertight shell. >>551670 Да мне миньку напечатать на основе промышленной установки.
Помогите новичку выбрать принтер. Пока выбираю между Ender-3 или Creality K1, может что-то лучше посоветуете до 40к? Про необходимость допила принтака знаю, не боюсь.
>>551691 Простота, надежность, большое комунити. Без пердолинга можно ставить ЛАЗЕР! Для вязкости гравировки слова "хуй" на любых поверхностях. Короче для технички самое то. И стоит не дорого.
>>551687 Если хочешь допиливать, то просто эндер3, если не хочешь, то эндер3 s1. Так то щас на Авито куча бамбуков А1 мини за 40к, безальтернативный топ первый принтер
>>551624 Получай эндрище ёбаный, хер ты у меня теперь искривишься. О пароните я ещё возможно пожалею, лучше бы фторопласт/силикон/бакелит/... но я не нашёл подходящих прокладок.
Кстати, контактные площадки нагревателя куда припаяны провода ничем не изолированы, охуеть блять.
>>551696 Лол у самого S1 стоит. Взял когда доллар был подешевле и он и правда хороший выбор. Хотя наверно за год поменялось чего и может сейчас за ту-же цену можно и более интересное взять типа того-же бамбу.
>>551693 ... лазер? Я хочу лазер. Я не знал что там есть лазер. В моей жизни не хватает лазера.
>>551739 >Доебка ради доебки Нет, рукожоп, это системная черта и преобладающее невежество, ты точно также будешь делать хуйню во всех других случаях в том числе и при проектировании чего либо. Но конечно же ты мнишь себя неебаться спецом и вообще у мамы молодец. Образование то хоть имеешь или "школа и вуз это потеря времени"?
>>551746 Инженерное. Если это работает, и работает нормально, то это имеет право на жизнь. А уж облагородить все это, чтоб было красиво и аккуратно, это уже вопрос эстетического восприятия. Это можно сделать. Потом.
Аноны, хелп! На работе достался Picaso PRO250, а в софтине Polygon X во вкладке "Сеть" нихуя нет, т.е. печатать не могу. Есть решения? В настройках принтер уже активирован и добавлен.
>>551636 лол >>551640 не боишься что мозги выгорят? в v2 стоит тихая плата, но драйвера там по прежнему паскудные и греются еще сильней чем обычные >>551642 расскажи как чуреки печатают на стоке е3 абс асой, некоторые даже термобарьер на титон не меняют хотя там же вроде так же трубка внутри а просто накрывают >>551653 булинь или если все совсем плохо то ремеш в блендаре >>551687 > Ender-3 хуета > Creality K1 принципиально другая хуйня, а пластик все равно снаружи как у лохов, ну и в чем смысол? один хуй пердолить, так собирай уже сам тогда > лучше e3 KE - там уже стоят необходимые моды (директ, высокотемпературная бошка, ленивец на второй пилон У балки, Z проба, уширенное основание стола, тихие (но не самые лучшие) драйвера, человеческие натяжители ремня, слик дизайн, бетта скрин) , при этом вся эта радость стоит 21300, а е3 16000, даже собирая все по бомжу тебе не выйти на тоже качество за меньший прайс, а наоборот, выйдет гораздо дороже, плюс время и ёбка. потом если потребуется сговняешь короб, сушилку, и будешь ебашить вещи, пока не заработаешь на карбоновый бамбук >>551688 > S1 только даун посоветует эту парашу с бошкой задувающей модель >>551724 > бакелит на формальдегидовой матрице же, нахуй надо? я не шарю за его температуру стеклования, но очевидно что эта такая же низкотемпературная параша как и все остальные композиты на полифирке, 120-140 и тоби пизда > Кстати, контактные площадки нагревателя куда припаяны провода ничем не изолированы, охуеть блять ну так поэтому додики, мамины бизнесмены, с деревянными стеллажами в каркасниках и горят кек >>551746 додище не слышало про оптимизацию трудовременных затрат, именно поэтому ты тупой и нищий
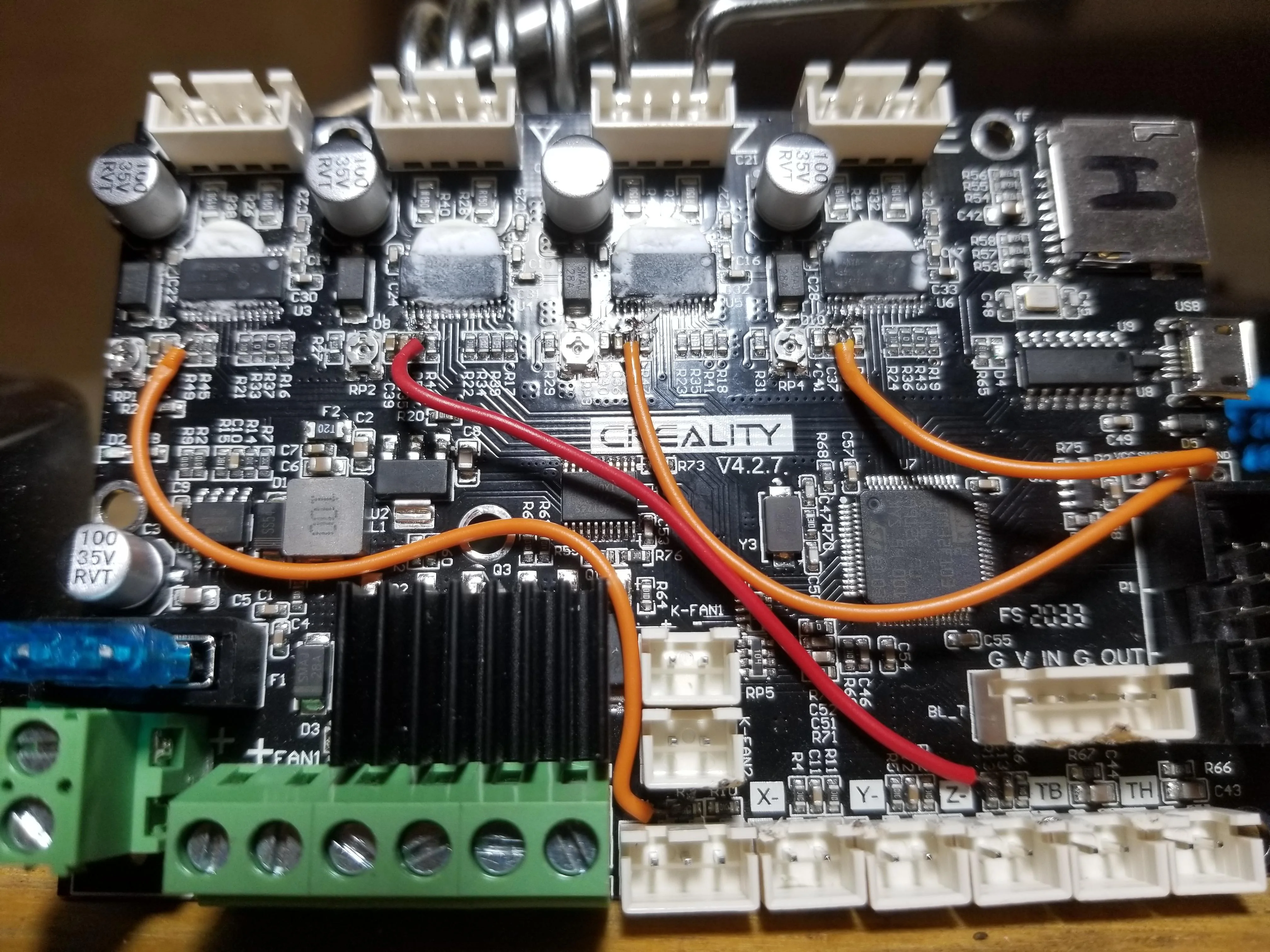
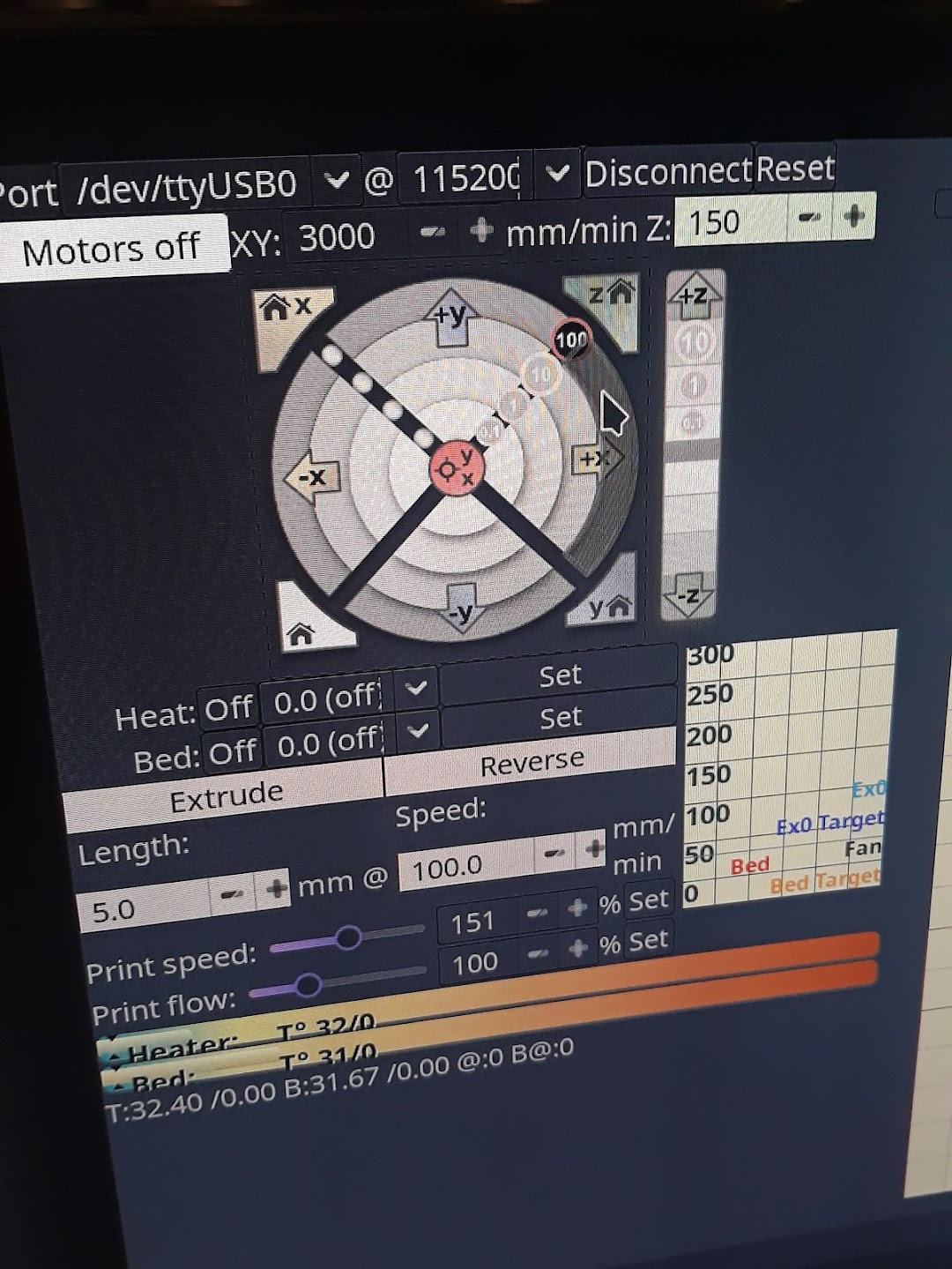
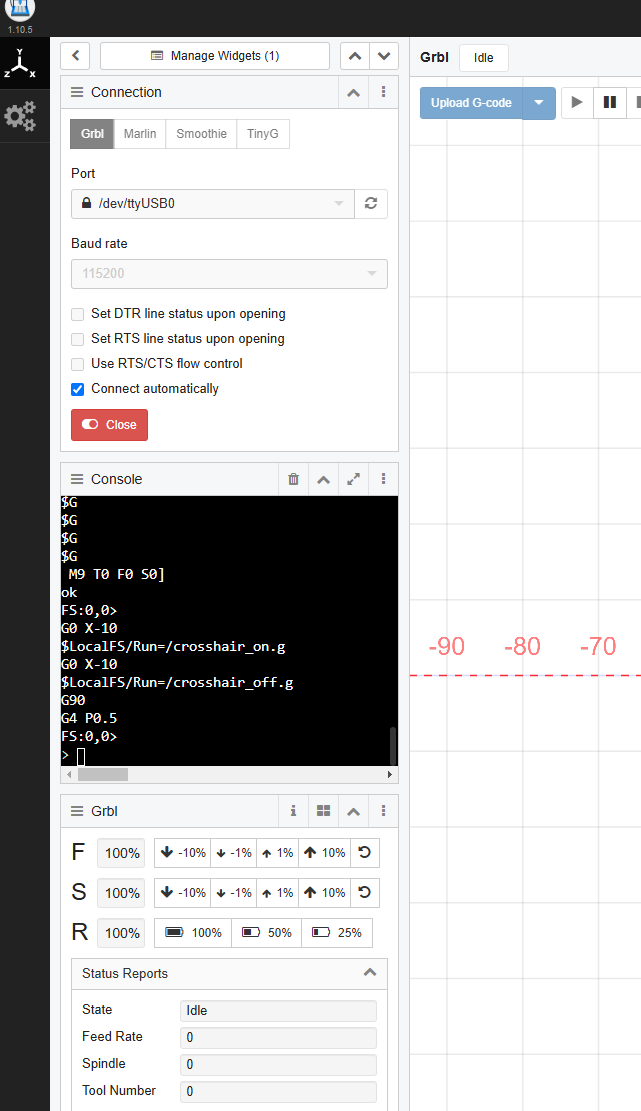
наконец то смог посылать жи коды как белый человек, отключил защиту экструдера, измерил шаги без нагрева =^-^=
кто отключает через S0 даун, ноудискас.
охуел от того какая это синхронная 8 битная дрисня, так что невозможно прервать исполнение предыдущей команды кроме как полным отключением питания (не только 220 но и усб, пару секунд побурил столик кек)
но в итоге вывел все в идеал, больше никаких пропуков
но печать так и осталась говном потому что надо накатывать прошивку с включсенным ЛА, без него все углы идут по пизде
а после того как сделал такие же настройки как у иконы сриде печати у меня вообще все окончательно захуевилось
>>551772 >додище не слышало про оптимизацию трудовременных затрат, именно поэтому ты тупой и нищий Долбоёб оптимизирует не там где надо >я не шарю за его температуру стеклования, но очевидно что эта такая же низкотемпературная параша Бакелит это вообще не термопласт, ебанашка
>>551773 >охуел от того какая это синхронная 8 битная дрисня, так что невозможно прервать исполнение предыдущей команды кроме как полным отключением питания (не только 220 но и усб, пару секунд побурил столик кек)
Вообще поебать как выглядит технологическая деталь скрытая под днищем. Меня пока больше беспокоит что паронит может потечь, прилипунть и засрать там липкой дриснёй.
>>551774 Я тут подумал электронный щуп сделать. Пластинку металла какую найду на стол. Батарейку со светодиодом/пищалкой одним концом на пластину, вторым на крокодил, крокодил на сопло. Опускаю сопло, оно контактом с пластиной замыкает цепь, диод/пищалка об этом сигнализирует. Вычитаем высоту пластины – вот идеальный нулевой зазор безо всяких там субъективных ощущений.
>>551781 > тупорылый малолетний додик думает что температура стеклования бывает только у термопластиковой дрисни >>551783 ты имадженируешь сколько дыма будет от этой параши? >>551784 у питона если что GIL и точно такая же синхронность (по дефолту) кек
а идея накатить его на мк хоть и годная (быстрота иттерирования, без ебки с ребилдом) но т.к уже абсолютно все запилено под сраные кресты, то особого смысла нет, конечно чату похуй он тебе и запитоняшит если попросишь, но в случае чего ебаться с этим придется в соло, минвайл под кресты уже все настолько разжовано, что просто копируй и вставляй
>>551786 > Схуя у тебя оффсет разный, тупица долбоебина у тебя серьезные проблемы с айкью и русским языком > Попутного ветра в сутулую спину кек, додику непичот, хотя икона уже давно хуй забила на эту трясску малолелток и перевод материала 🤭 >>551787 беспокойся только о пожаре, все остальное хуйня анончик, лишь бы работало 👌 >>551788 все уже продумано и посчитано няш, используй формулу соркина и все оке буде
>>551791 Пластиковый тут только корпус, узлы подачи металлические и подтягиваевые. У клонов бмг как раз ровно наоборот зачастую и ничего не калибруется.
>>551797 30 скорее, клоны по $7. Тебе для Ытача всё-равно надо задавать зазор по Z, только делать это один раз (после каждой смены сопла/чистки стола), а не дрочить углы по кругу.
>>551799 >(после каждой смены сопла/чистки стола) А часто ты сопло меняешь? У меня стекло на магните, для чистки снимаю, мою, ставлю обратно чистое. Оффсет не уходит, может раза 3-4 в год перекалибрую макс
а вес так и так охуевше большой и не будешь ты быстро печатать из-за стола болтающегося на тонкой ножке
я вот себе взял бомжа и мамку с пробой, сейчас думаю стоит ли брать титан, если внутри дырка под трубку или просто сразу взять йоба синюю трубку или вообще не трясстись и ничего не брать и превозмогать асу на 245 градусах ахаха
еще мысли 5 метровый усб кабель взять лел, но боюсь навотки будут, это говно при печати обрывалось, но это я первый попавшийся тонкий кабелек взял без норм экрана
>>551796 нахуй иди отброс, не смей писать мне псина безмозглая
и как я понял титон биметал для даунов помни анончик ☝️☺️ с дыренью нужен для тех додей тряссунчиков что не могут выкрутить нормальную температуру и в итоге страдают от пробок
а так в эту дырку кладешь йоба птфе синюю трубку и все заебись, заодно износ прекращается
кароче возьму барьер, а там посмотрим, если чо докуплю трубу и откачусь на сток
к этому времени уже бомжик стоять ровно будет =^-^=
>>551810 всё! металл! дерево! может быть кожу! куски картона! хочу сделать на бумаге трафарет чтобы с помощью баллончика краски нарисовать на двери подъезда dickbutt!
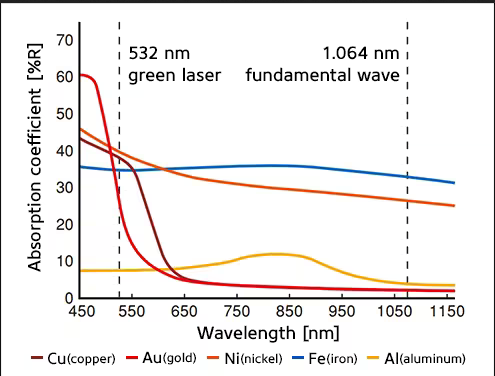
>>551789 >температура стеклования бывает только у термопластиковой дрисни Ты не знаешь что такое температура стеклования, не позорься >>551784 Вы оба долбоёбы, это прерываемый гкод прекрасно можно сделать и на 8битном говне, другой вопрос что это будет пиздец медленно >>551789 >а идея накатить его на мк хоть и годная (быстрота иттерирования, без ебки с ребилдом) Бляяяя, с кем посадили в один тред. Покупай малину сразу, там хоть на жопаскрипте писать можно >>551796 Тебе никто не запрещает в си использовать плюсовые либы и наоборот, хуй знает на чем пишут марлины и репрапы, но на практике используют и то и другое. Если тебя в детстве роняли в латте, то хоть на расте можно >>551798 А есть оптоволоконный дешевле 15к рублей и чтоб ну хотя бы на 20 оптических ватт, а лучше на 50? Я тогда буду собирать на нём SLS принтер, а то пока действующий план это диодная матрица
>>551798 Какой еще конный? Там цены от миллиона. Для хобби или диоды (10-20к) или СО2 (20к трубка, 15к блок питания, 10к на зеркала-линзы) Первый 1-5вт для гравировки и резки бумаги Второй 50вт уже будет резать фанерку и акрил.
>>551814 Ты не знаешь что такое температура стеклования, не позорься
> другой вопрос что это будет пиздец медленно почему
> Бляяяя, с кем посадили в один тред кроме вспуков конкретика будет?
> хуй знает на чем пишут марлины на очевидных крестах додь
> Если тебя в детстве роняли в латте, то хоть на расте можно этого дауна просто роняли на пол, так что теперь он везде сует свое тупорылое ебалище, абсолютно нихуя не умея и не зная и не делая что самое орное кек
>>551802 >физику не обманешь, меньше размер = меньше мощи
Твоя подделка под прушу всё равно не сможет печатать достаточно быстро, чтобы упереться в предел мощи мелкого моторчика. Даже если ты поставишь вулкан и 0,8 сопло
>>551806 >нужен для тех додей тряссунчиков что не могут выкрутить нормальную температуру и в итоге страдают от пробок С высоты твоего опыта очень ценное замечание
>>551814 >Бляяяя, с кем посадили в один тред. С Залупой. Тот ещё шизик. Этого дауна просто роняли на пол, так что теперь он везде сует свое тупорылое ебалище, абсолютно нихуя не умея и не зная и не делая что самое орное кек
>>551838 >Ты не знаешь что такое температура стеклования, не позорься Да ты че? Хочешь сказать что пик 1 у тебя можно расплавить после отвердевания? Вот это воистину мастер композитов! >кроме вспуков конкретика будет? Попробуй, потом расскажешь. Вдруг я ещё и не прав окажусь, посмотрим >абсолютно нихуя не умея и не зная и не делая что самое орное кек Поэтому мы игнорируем вопрос о пруфах своей авторитетности своими успешными законченными проектами? Или ты это всё про себя так отрефлексировал?
>>551842 >Поэтому мы игнорируем вопрос о пруфах своей авторитетности своими успешными законченными проектами?
Могу помочь с этим вопросом.
1. "Композиты разного тенсильного стренгта" - пик1. Дебич замачивает в эпоксидке обрезки карбона с алишки и называет это "охуевшим крепче стали материалом"
2. ТИГ-сварка. Малолетнее существо оскорбило азот своими культяпками. Присирает аргоно-дуговой сваркой хуже, чем адыгейский алкаш сырым электродом по ржавчине. 4 года варит тележку для доставки баллонов себе на чердак, так как таксисты ломят цену
3. Кастомный минчик, который якобы щаз вот-вот отполируется и будет топчик. Усосоное мертворождённое говно, облагороженное залупоруким тюнингом.
4. Печать его мы его уже видели. 5. Мотоэлектрозалупа кончилась на стадии подбора батареек на алихе и планов втихую заряжать ёбабатарейку от холодильника кокаколы на заправках. 6. Планы на кастом ателье разбились о неспособность купить трубы
>>551836 Ниибацца – это сколько в градусах Цельсия? У меня на раковине паронит был приклеен, так он и там в дрисню превратился. Служить то служил нормально, просто то где он был теперь неприкасаемое место.
>>551859 Больше 100°С. Алсо, встречаются даже паронитные прокладки ДЦП ГБЦ на старых карбюраторных моторах. Немножко не Мия тема, но условия работы такой прокладки я имаджинировал. Гугл подсказывает, что максимальная рабочая температура для паронита—450°С
>>551851 >Негода тупорылый даун который захуярил арамидные соты 30мм в ДНО блядь своей овервейтед сранины, а эта пежня один хуй болтается как говно (потому что карбон не работает листом, он работает в объеме, но безмозглый кубанойд шлет нахуй всех советчиков и переводит материал на говно, он же донатный хуле, а лох не мамонт))))
эпоксидом под инфузию мазать wet layup сука как же я орал
и еще каргогультист-даун думает что раз немецкае и жидкае - значит лучшее - хотя все ровно наоборот, чем больше период стеклования, тем длиннее связи мономера, и как следствие крепче композит
при условии конечно что ты не делаешь это в наглухо промерзлом обосранном гараже с охуевшей влажностью
дебилойд не смог в оптимизацию, дышал канцерогенной пылью и убивал инструмент (пыль карбона не только канцероген но и токопроводная) пока уже на слюни не начал сходить и только тогда изредка начал надевать мембранный комбез и фулфейс 3М (в котором я был сайнс зе бегининг, плюс вытяжку я сделал вообще самую первую прежде чем хоть что то начал делать)
негода просто ютубный дурачок, даже гараж24 и то лучше, потому что там всегда что то новое, пушат лимиты, а этот даун-аутист
в общем уровень познаний местной публики мне ясен ...
>>551884 Одновременно подключать карточку к нескольким хостам не получится Ищи подходящие тебе способы грузить гкод по воздуху в марлин если не хочешь на клиппер переходить
В слайсере накидал кучу деталей на стол и получается, что принтер сначала печатает первый слой каждой детали и временной промежуток между слоями получается довольно большой. От того что филамент высох модель хуже печататься не будет или можно хоть на готовую деталь печатать сверху и все нормально приклеится?
>>551902 Это зависит от пластика, у некоторых лучше результат когда предыдущее стекланулось, у некоторых по соплям надо. Фигня в том что для лучшего сцепления слоёв можно поднять температуру, но это увеличит текучесть пластика и создаст паутинку между деталями.
Я предпочитаю печатать по очереди (если детали не совсем уж мелочёвка) - качество лучше получается
>>551902 > получается, что принтер сначала печатает первый слой каждой детали
А, там есть ещё функция печати не всё сразу, а по очереди. То есть 1 деталь полностью, потом следующая. Но с этим надо аккуратнее, учитывать высоту деталей и габариты печатающей головы, чтобы не попасть головой в готовую деталь
>>551909 И возможно ли вообще зациклить код? Чтоб детальки сшибал, она падала в коробочку, и автоматом начиналась печать следующей? И так, пока катушка не закоечится
>>551897 У меня пикрилы есть. Карточка подключается к вайфаю, файлы можно через браузер на неё закидывать. С принтером не пользовался правда, это давно покупал для другого девайса.
Теоретически ничего не мешает сделать аналог KVM чтобы хардварно переключать карточку между двумя хостами. Но все другие способы тупо проще.
>>551909 Тогда эта деталь у тебя и держаться хуёво будет и не напечатается в принципе. Есть принтеры у которых вместо оси Y конвейер, они и бесконечно длинные детали печатать могут и одну и ту же ебашить по кругу без остановки.
>>551907 Если тебе нужно много одинаковых деталей, то можно. Если пластик не прилипает намертво. Например, ПЛА с чистого стекла сшибается довольно легко, если печатать на +60с стекле, а сшибать на +25с. То есть надо закладывать время на остывание стола перед сбросом. Кстати, если так делать, рекомендую сначала напечатать для головы "бампер", которым толкать деталь - чтобы не летела куда попало.
Если печатаешь на стекле с клеем, то желательно не печатать один и тот же код + в конце сброс + повтор, а в один файл склеить нужное кол-во деталей со сбросом + после каждого сброса добавить смещение координат, чтобы деталь печаталась на несколько мм в сторону. Например, уехать в 0,0, потом переехать в 5,5 и обнулиться (при обнулении не проеби кооридинату по Z) Так следующая деталь будет печататься не по тому же месту, где клей уже поношен.
>>551919 Тут очевидно что всё решается одним простым скриптом который будет запускать гкод печати, ожидать остывания, гкод снятия детали и переключением на относительные координаты вместо абсолютных
>>551942 Я октопринт на старый телефон поставлю. Меня в этой конструкции смущает, что теряется связь по кабелю или с сетью и вся печать пошла по бороде. Флешка в слоте сидит и кушать не просит, ничего с ней случиться не может.
3 метра кабеля стоит 200 срублей сука ну накати ты драйвера на свой индусский хуеглотский виндос
у Линукс-баринов все работает из коробки, вообще ничего трогать не надо
>>551897 > Может есть эмулятор микро сд карты какой-нибудь? есть, но не для тупопиздных шкил
>>551900 додик-даун не может в перфорацию стен лол
>>551914 это говно с зеркалкой то через раз работало (при том что у меня была йоба фирмовая) а тут вообще хз чо будет, и один хуй пиздохать заводить печать это дно дна
>>551947 именно так, нужен пиздатый дорогой кабель с экраном, на обычном кабеле в полтора метра вся печать повалилась через рандомное непродолжительное время, зато калибровать удобно
>>551849 >1. "Композиты разного тенсильного стренгта" - пик1 Так, падажжи, ёбана, я правильно понял что они у него никогда не несли структурной нагрузки, а работали чисто брызговиками/консолями?
>>551965 В основном всё сводится к тому с какой скоростью печати получится достичь одних характеристик для всех пластиков. Для нит, хтп, ереван, синтек вопрос стабильности печати в принципе не стоит, но что бы нит давал прочность как остальные приходилось скидывать скорость + в нём были какие то белые проплешины в прозрачной бобине (с этой стороны синтек тоже не идеал, там есть микропузырьки порой).
Самый помойный петг который у меня был это лидер3д, им вообще стабильно печатать не удавалось, даже на 40мм/с он не спекался толком
Братушки, есть варик взять Ender 3 или TEVOUP Tarantula Pro. Цена почти одинаковая, что лучше, чтобы поменьше ебли было? Эндер в лёгком б/у, тарантула новый.
>>551973 Хз что за тевуп, принципиально выглядят одинаково, ебаться с обоими много. Эндер лучше тем что он вдоль и поперёк уже всеми изъёбан, проще будет и детали и настройки и проблемы найти.
>>551949 >именно так, нужен пиздатый дорогой кабель с экраном, на обычном кабеле в полтора метра вся печать повалилась через рандомное непродолжительное время
Ты радиачер или хуй с горы? усб 2.0 кабель элементарно делается из витой пары. У тебя же дома точно есть кусок ненужной витой пары, может даже экранированой, и короткий усб кабель? Отрезал, запаял, вуаля. Бесплатно и качественно. Хочешь сделать хорошо, делаешь сам, тем более по тебе видно что ты рукастый
>>552017 У меня обычно проблемы с тем чтобы оторвать детали от стола. Приходится подцеплять мастерком. Обидно конечно, что дефект печати виден, где была остановка, но лучше уж так, чем заново.
>>552009 Витая пара довольно ебанутая и кабеля жёсткие. Ещё 4х жильный уже в дикой природе не встречается, лишние жилы куда-до тоже замкнуть надо, много ебли. Пойдёт конечно чтобы сделать из того что есть, но лучше какой-нибудь МКЭШ купить, дешевле будет.
Я для блтач пытался провод из патч корда сделать – заебался его обжимать в маленькие коннекторы и плюнул.
>>551968 кубики на столике любой дурак сможет, а ты в согнувшись да на весу попробуй >>551969 ну и смысл тогда в сраном абс, если бухта за 600-700 рублей этот кал говна, а нормальный фирмовый моток стоит как аса? >>551973 > Ender 3 готовься вывалить 6-10 рублей сверху чтобы боле-мене норм печатол >>552007 потому что ты стыдливая затравленная чмонька >>552009 > У тебя же дома точно есть кусок ненужной витой пары у меня целая бухта в коробке лол, я же у мамы сисадмин с микротиками =^-^= > Хочешь сделать хорошо, делаешь сам, тем более по тебе видно что ты рукастый nya, ya poprobyu =^-^= >>552021 > заебался его обжимать в маленькие коннекторы и плюнул это радач, хулей 😏
>>552060 Да, 50 на 50 где-то. Перезагружаешь принтер трижды – работает. В UBL из ста точек ни разу дальше 50 не дошёл. Заземление пофиксил, ослом проверил питание и шумы – всё заебись.
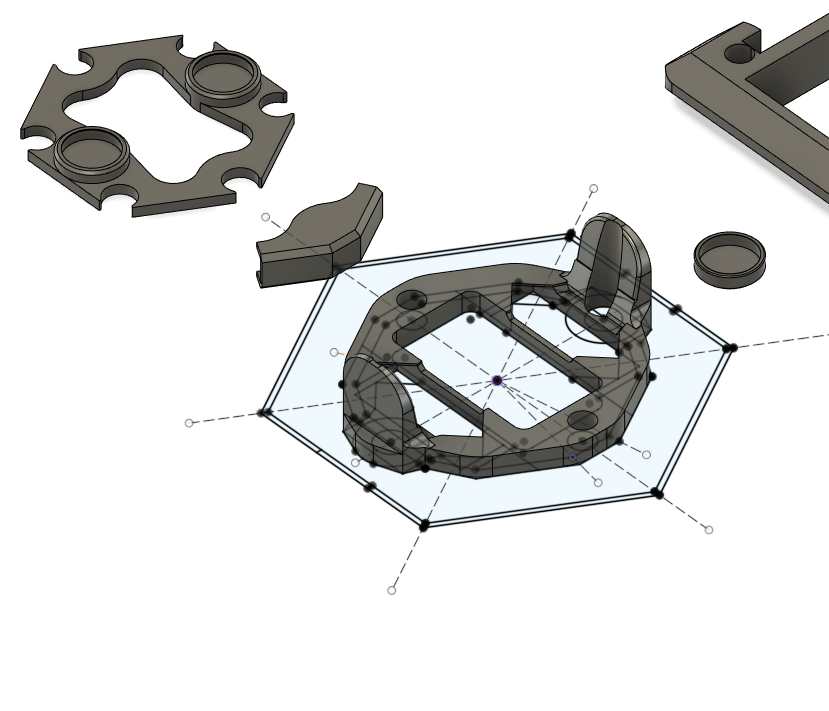
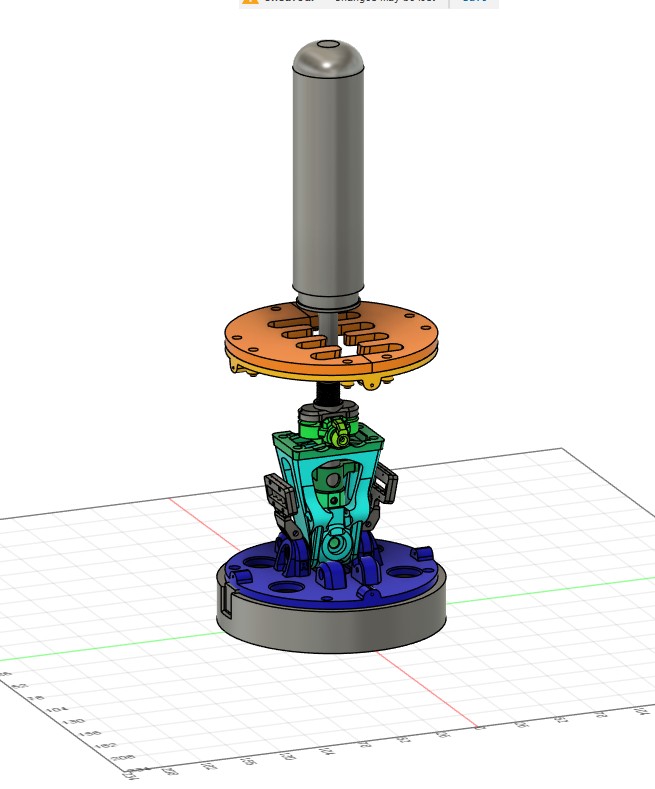
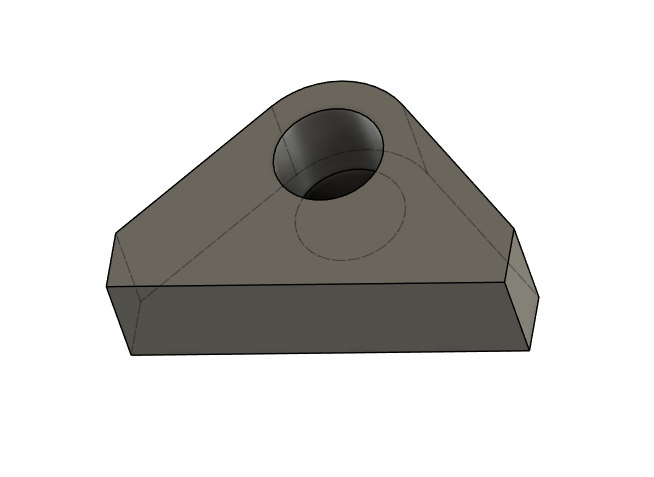
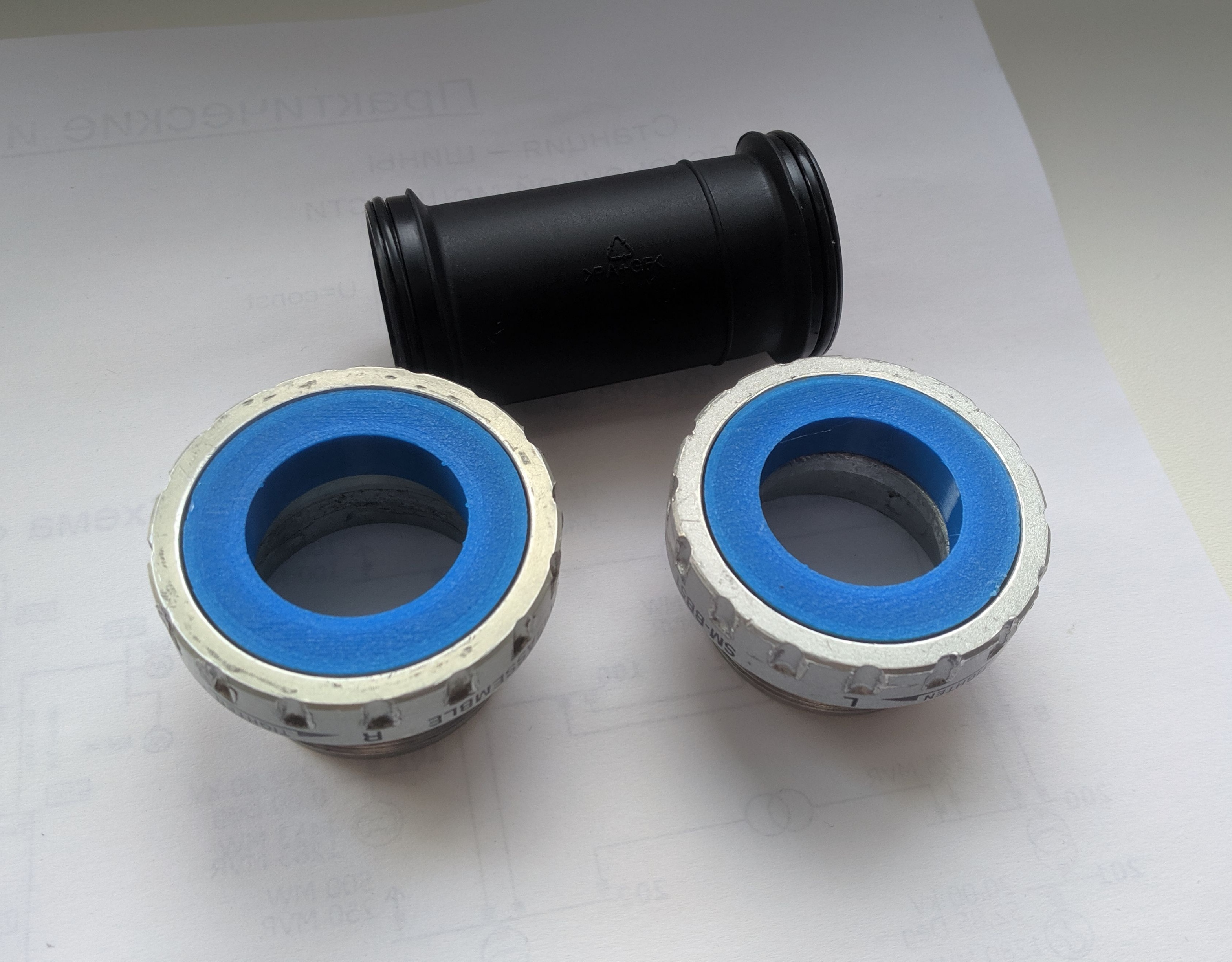
Как вот эта черная штука посередине должна называться, которая соединяет 2 диска? Вроде на люверс (grommet) похоже. Искал готовые модели - не нашел. Вроде как миникатушки из двух частей должно быть, одна в другую вставляется и защелкивается намертво. Вообще такие дисковые календари или справочники вроде были. По любому должно быть готовое, но я не могу найти.
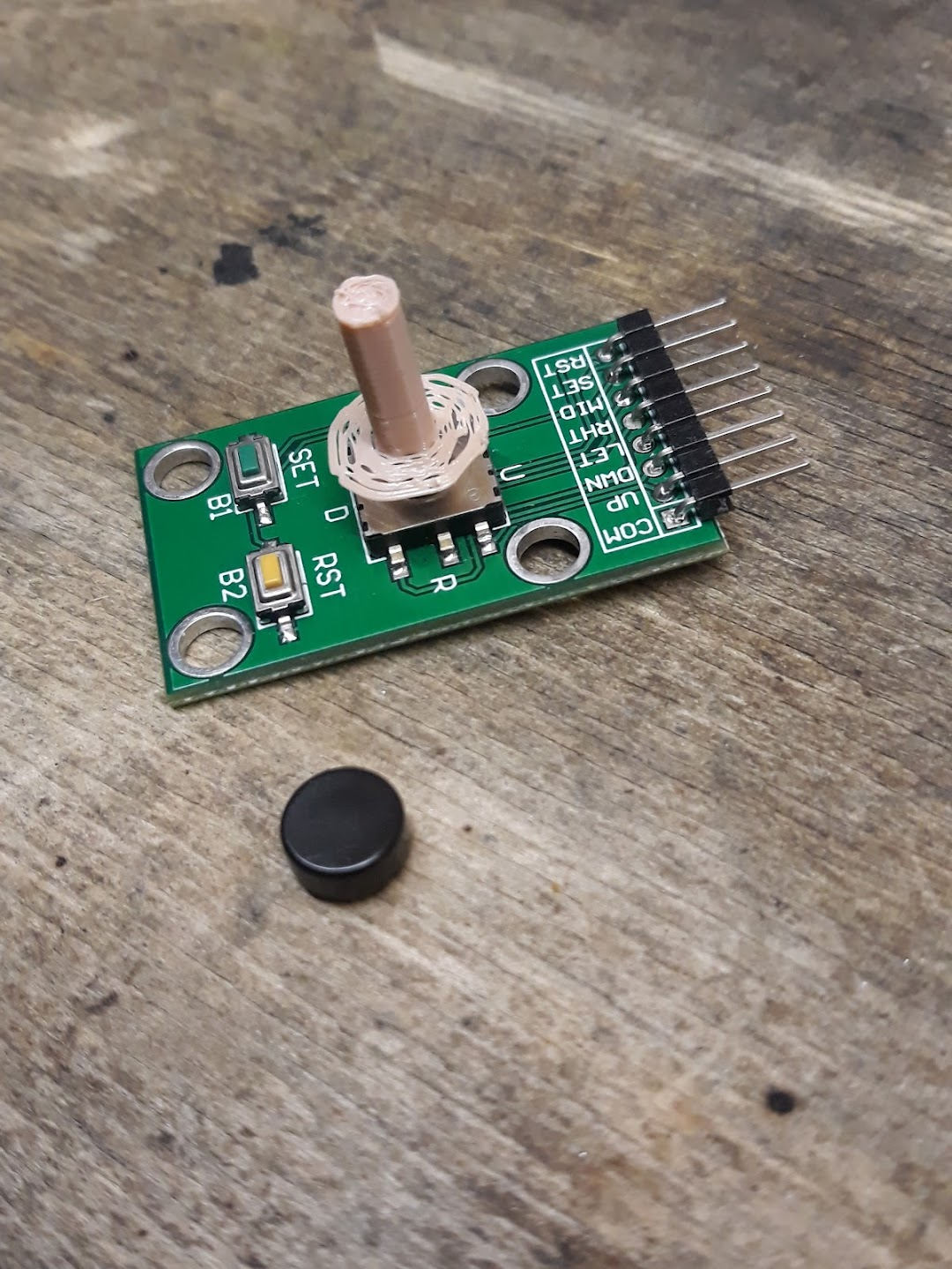
>>550421 (OP) Решил отремонтировать старую мышь, у которой много лет назад деформировалось колёсико. В связи с этим вопросы: 1. Какова точность современной 3d-печати? Скажем, я смогу сделать шестиугольный паз с расстоянием между противоположными сторонами 3,5 мм и точностью до 0.45 мм? 2. В каком ПО создаются модели для печати?
>>552099 >Какова точность современной 3d-печати? Допизды, позиционирование с точностью до единиц микрометров. Но у тебя кроме этого размеры сопла и усадка пластика, поэтому точность - понятие растяжимое
>>552099 Фотополимерным сможешь. FDMом в принципе тоже, но дорогим и сильно с ним наебавшись. Паз под гайку тебе в лбом случае проще вырезать, или вплавить специальную гайку.
> В каком ПО создаются модели для печати? В любом удобном 3д реадкторе. Для пахов с точными размерами лучше подойдут кады типа Fusion 360
>>552065 >>552064 Ну тоже не помогло, всё равно она может не высунув штырь пойти на таран стола. В UBL нашла три каких-то горба и сдохла на внешнем периметре опять.
>>552123 У тебя явно проблема с ним самим Стоит китайский клон в лице 3д тач, ни разу не сбоил, но свою китайскость выдает из-за плавающих в пол десятки показаний
>>552128 Не, с этим всё нормально, на команды она может отвечать, тесты проходить а потом обосраться. Или после перезагрузки то работать то нет. Больше именно на помехи похоже, или неточности в алгоритмах.
Вообще, вроде с нейлоновыми винтами стабильность улучшилась немного. Дождусь ещё кабеля с разъёмами, может кондёрами и ферритовыми кольцами наверное обмажусь.
>>552131 >>552128 Сука, я уже сказал, этот ебаный винтик надо выкрутить, штырь тоже и перемагнитить их. Все проблемы уйдут, это стандартная хуйня для всяких 3д тачей
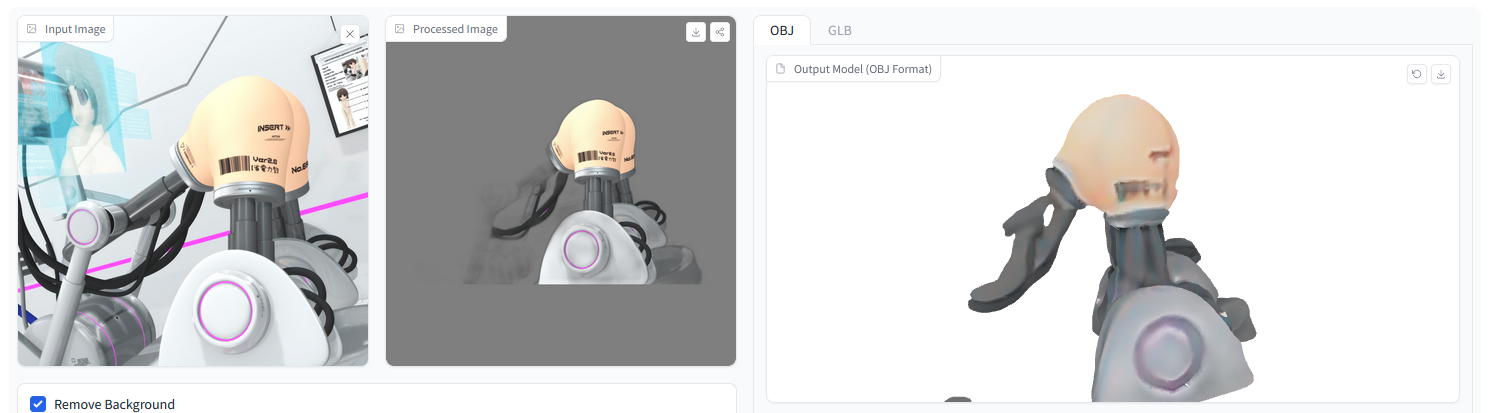
паплайн такой - пластилин, фотограметрия, мешрум, блендер
>>552115 > огда озадачусь освоением азов работы в CAD. нахуй не обосравшийся дрочь для додиков-даунов возомнивших себя дохуя мамкиными инжинерами, на деле же клепающие кривую ШТУЧНУЮ хуйню
чтобы сделать заебись ты полюбому будешь использовать печатную хуйню в качестве промежуточного этапа
выяснил что даже в 32 битную мамку нельзя вшить ЛА из-за паскудных драйверов
но даже в новую сайлент с умеренно говняными драйверами тоже нельзя из-за хуевости дизайна, ключи хуичи вот это все, так что менять мамку это без вариантов если тебе нужно сделать заебись
в итоге перестал трясстись, накатил ночнуху орки (с новыми йоба симами которых почти не видно), смазал винт птфе смазкой, биндинг почти полностью пропал, плюс потвикал слайсер так что вытянул в максимальный идеал который только смог на этом куске говна и теперь буду спокойно ждать прихода обновок
уже пошла баевая печать -- все охуенно и идеально, блендер топ 👌
>>552366 звук включи мань, там додстер рассказывает какой это был дрочь для даунов и лучше бы с кайфом на изичах дергал курвы сурфайсов в блендаке и голову бы не ибал
>>552389 Посмотрите на этого даун который решил окончательно скривить свою ось Z. Был бы ты поумнее - это бы сработало с парой настроек, но ты ж тупой как пробка. Наслаждайся вобблингом и возможно даже пропуском шагов на Z, лол >>552359 >паплайн такой - пластилин, фотограметрия, мешрум, блендер Когда мне покажешь точность в расстоянии ну где-то так в 0.1 мм в мешруме, тогда приходи. Блендер кстати в этом пайплайне действительно нужен, чтобы убрать все шумы поверхности, заремешить в адекватное разрешение чтобы меш влезал нормально в 32 гига оперативки и отскейлить модель по какому-нибудь референсному размеру. Потом это уже можно экспортировать во что-то нормальное типа солидворкса где намоделить уже неразрывными физически реазлизуемыми поверхностями. Ну либо если художка то обратотанный меш можно сразу в печать, но местами надо патчить руками эти нон манифолды, а то у меня так на моём бюсте нет куска затылка, но и хуй с ним
>>552400 Посмотрите на этого даун который решил что я решил окончательно скривить свою ось Z. Был бы ты поумнее ты бы понял что это необходимый брекет для мотора, т.к стандартный тянет за один угол и в принципе не позволяет его ровно выставить тупорылая ты пиздень
> точность в расстоянии ну где-то так в 0.1 мм ебанашка нахуя тебе в корпусе мышки такая точность уебок ты тупой блядь профнепригодный сука перестань нахуй мне писать сблёв...
Тсс, пацаны, не говорите этому пчелу где он обосрался, пусть пострадает со своим высшим разумом >>552404 >ебанашка нахуя тебе в корпусе мышки такая точность уебок А ну тогда у меня есть софт специально для тебя, где допуски плюс минус хуй не твой конечно, плюс минус твой хуй это уже шестой квалитет, а может даже меньше
Напердолился сегодня. Собрал кабель для блтача из патчкорда, на плате драйвер экструдера перевёл на UART, сам экструдер тоже поменял для чего впервые для себя задизайнил что-то с нуля до объекта в руках. LA появилась которую правда теперь ещё настраивать надо. Ну и всякой мелкой хуиты доделал пока разобрал типа НШВИ везде обжал и вентилятор контроллера переставил.
>>552420 Тоже продолжаю собирать ништячки для большого апгрейда. Сегодня получил Microprobe от biqu и прям заживо охуел, какой он меленький. Раза в 2 меньше блтача!
Подскажите по напруге моторов, сам забыл, гуглить-освежать лень. Если я поставлю на X Y драйвера на 5161 (56в) и вкорячу отдельный БП для них (плата принтера позволяет), мои штатные моторы сразу обосрутся или походят ещё? В оригинале всё на 24в
>>552448 >- жопой можно высрать лучше чем ЭТО. Качество там в гости и не заходило Это справедливо для ЛЮБЫХ его поделок >>551849 Так что удивляться нечему
>>552365 Чел, такие детали нужно печатать из нескольких частей, а после склеивать/скручивать вместе, чтобы не получать пикрилы.
Шар печатать нужно отдельно с шагом 0,1-0,15 и с максимальным обдувом. Ножка печатается отдельно и прикручивается к шарику болтом м2,5/м3 с фиксацией дихлорметаном.
>>552468 Ну и нахуй тогда вообще тут 3д печать? Я бы вообще взял оригинальный шарик, сточил остатки старого крепежа и ебанул пару дырок в котрый вкрутил уже новую напечатанную втулку. На том говне что получилось вместо сферы шарнир как говно будет вертеться.
Да нет же, переменный диаметр понятно как выглядит, просто не пойму, почему на одних и тех же позициях по оси z возникают такие толстые слои, как будто печатающая голова каждый раз поднимается чуть меньше, чем необходимо и получается такая вот слоновая нога
Скорость потока, температуру, скорость печати, высоту слоя, толщину линии и прочее дрочил теребил
>>552518 - кривые слои - кривой шов - волосня - хуево настроен поток - задираются края слоев, углы - хуевый охлад LA тут сильно пациенту не поможет. И ещё есть один критический косяк, о существовании которого он даже не подозревает, и не начнет подозревать пока не начнет печатать сборные конструкции, но оставим сладкое на потом.
>>552534 Попробуй попечатать пустотелые башенки или вазы в 1 слой стенки, штук 5 и высотой сантиметров по 10. Там будет уже ясно, это проблема софтовая или механическая например
>>552432 >Подскажите по напруге моторов, сам забыл, гуглить-освежать лень. >Если я поставлю на X Y драйвера на 5161 (56в) и вкорячу отдельный БП для них (плата принтера позволяет), мои штатные моторы сразу обосрутся или походят ещё? В оригинале всё на 24в
Сам спросил сам отвечаю. Шаговикам (в разумных пределах) похуй на напряжение, драйвер управляет током. Но при более высоком напряжении они работают лучше и греются меньше, особенно если драйвер поддерживает coolstep
>>552432 >продолжаю собирать ништячки для большого апгрейда Едет, едет, едет! ой чувствую я наебусь с этим на сто дурных - последний раз компилировал чужой марлин еще до короны, а сам ничего не писал с 2015и не красноглазик
>>552534 А что за пластик? Я свой перед печатью теперь стараюсь всегда прогреть в духовке часов 8-12 на температуре 50 градусов, чтобы влага вышла. Качество печати существенно возрастает. А без прогрева от влаги как раз похожая хуита вылезала раньше, только еще и шершавая поверхность была.
>>552567 Esun pla matte. Допечатал пенал, опять такая же ерунда, плюс минус на той же высоте и повторяется далее. Да и хуй с ним, а всем отписавшимся выше - лучей добра.
>>552630 Да отрежь ножом и отшлифуй к хуям или в химии поболтай. Всё равно это надо делать даже с детальной напечатанной на пределе возможностей принтеров. Паутина – надуманная проблема, на кой чёрт принтер ещё дрочить ради этого.
>>552630 > Как бороться? Регулировка откатов вообще не помогает. Суши пластик тогда >Может просто пластик хуйовый? У меня и пла и петг от НИТ одинаково волосятся. Лол, точно хуевый. Нужен бомжвей - бери сопутку, у них там снижение цен ебанутое, абс по 700 рублей за кг, петг по 800
Как найти эту модель? Мне такая штука очень нужна т.к. на эндере что бы более менее выровнять ось Z пришлось под родную эту пластмасску подкладывать картонки.
Есть ли вообще спрос на принтер с высокой температурой в камере? Речь не о банальных 50-60С а под 120. Печатать большие детали чистым PC и PA например. У меня тут недавно был запрос на большие шестеренки из нейлона, при 60С нихуя не печатались, вот решил нарисовать эскизик принтера с где вся механика находится за пределами термокамеры. Даже каретки ремни и мотор экструдера.
>>552672 Так оно стоить будет килобаксы. А так все на самых простых ремнях моторах и каретках. И никаких проблем с термодеформацией. А скорость да поебать на нее, нейлоны все равно печатаются медленно.
Вангую у него серьезные проблемы с геометрией или ремнями, скорей всего там умирающий труп с авиты с 100500 км пробега у которого всё люфтит. Меня аж перекорежило от увиденного, я такое просто в дежурную мусорку выкидываю.
Самый пиздец что вот такие вот >>552414 махарайкины зшкварили хеву тучу товаров на ВБ, озоне, люди после них боятся брать детали напечатанные на 3д принтере и думают что им достанется вот такой вот кусок говна который еще и к тому же в руках раскрошится. Это массовое явление, продают изделия ОЧЕНЬ хуевого качества, при том массово.
>>552678 А в чем проблема? Массмаркету нужно дешева. Вот и берем пластик по 600р, эндер с авито и скорость в космос. Да и в половине случаев даже правильно напечатанные запчасти оказываются говном уже по конструкционным причинам.
дык в том то и дело что они печатают эту хуйню по себестоимости -2-3 рубля за деталь, а продают за 500-1000р по цене оригинальной детали сделанной пиздатым литьём которая не раскрошится в руках.
>>552681 Они печатают такую же хуйню как и сотни их конкурентов. Прибыль там сотня рублей на детальку. Сами задемпинговали себя в нулину. Половину забирает маркетплейс. Будешь делать нормально просто никто не купит. Да еще и маркетплейс уберет из поиска ибо "ваш товар дороже конкурента". Печатать что-то на продажу это я не знаю каким дебилом нужно быть.
>>552682 >Печатать что-то на продажу это я не знаю каким дебилом нужно быть. Если у тебя нет конкурентов или их 1-2, то таки выгодно, но тут обычно ниши с оборотом в лучшем случае до 50к в месяц
>>552678 >детали напечатанные на 3д принтере и думают что им достанется вот такой вот кусок говна Объективно так и есть.
Я пытался в прошлом году починить привод стеклоподъемника - у меня съело шестерню в червячной передаче. Я напечатал ее из PETG и поставил. Хватило на неделю - ее съело. Напечатал на пробу из АБС - эту съело за пару раз прокатки стекла туда-сюда, что не удивительно, ибо АБС довольно мягок. Я потом пошел смотреть какие шестерни есть в продаже и внезапно обнаружил, что весь озон засран вот такими вот предложениями. Там видно, что шестерни очень грубо напечатаны на принтере из АБС. Ни о какой качественной работе такой такой детали речи быть не может. Т.е. люди, которые это поставляют на рынок, не имеют даже базовых понятий о таких вещах как трение, упругость материала, его прочность, износостойкость.
Да вы ебанутые, какое вообще отношение 3д печать имеет к инженерным конструкциям? Макетикорание, декор и наебёка гоев декоративными макетами инженерных конструкций ниша 3д печати.
>>552695 Это статья от 20го года о том что планируется делать демонстратор у которого до 20% печатных деталей. К сегодняшнему дню есть уже несколько серийных образцов. Ну что там в них напечатали?
>>552697 Корпуса и есть декор, для этого 3д печать ок. Не сильно рационально обычно потому что проще сколотить коробку из листового материла, а отверстия сверлить/резать. Но вот мелкие корпуса сложной формы – тут как раз 3д печать самая подходящая технология. А шестерни даже без нагрузки – да, мимо. Пластик в принципе хуёвая идея для шестерней, а слоистый так это даже не смешно. Ни острых углов, ни точных размеров, ни крепкости с 3д печатью не добиться. Сойдёт разве если тебе только поиграться, готов терпеть что она будет клинить постоянно и перепечатывать через год.
>>552706 > проще сколотить коробку из листового материла, а отверстия сверлить/резать. Всратость/10
>А шестерни даже без нагрузки – да, мимо. Пластик в принципе хуёвая идея для шестерней, а слоистый так это даже не смешно. Ни острых углов, ни точных размеров, ни крепкости с 3д печатью не добиться Если ты шестерню планируешь в свой жигуль ставить, то да, смешно. А для всего остального вполне ок и к месту
>>552420 И как результат этого дроча я теперь могу печатать ТПУ. Без модификаций (и с перепечатанным экструдером) нихуя не получалось.
Первая деталька выглядит как говно (это я ещё почистил ножом), но работает как надо, так что хуй с ним. Зря я вентилятор отрубил. Вторая выглядит хорошо, но наоборот не работает. Что впрочем косяк модели, а не работы принтера. Меха слишком толстые и не гнутся и зазора на посадку нет. Печатал как раз чтобы это всё проверить и доработать, может со второго раза получился уже рабочая деталь. Потюнив ещё думаю добьюсь хорошей печати.
>>552706 >А шестерни даже без нагрузки – да, мимо. Пластик в принципе хуёвая идея для шестерней, а слоистый так это даже не смешно. Ни острых углов, ни точных размеров, ни крепкости с 3д печатью не добиться.
Года 3 использую печатные шестерни на мелком токарнике в гитаре (приводе вала продольной подачи) вперемешку со стальным. Ни разу не было ни одной проблемы с зубьями - ни износа, ни облома. Одну пару шестерен свернуло в центре -там на 1 валу 2 шестерни, одна ведомая (получает момент) вторая ведущая (передаёт дальше), между шестернями момент передаётся через шпонку, так вот шпонку в отверстии шестерни и провернуло. Причём шестерня отработала года 2 минимум, а свернуло при откровенном изнасиловании станка в экспериментах скольо он может резать за проход. Да и заполнения и стенок там было маловато.
Вторую партию шестерен напечатал наиболее используемыми парами (их 3) одной деталью, то есть теперь момент передаётся через тело шестерни, и заполнения добавил побольше. Плюс количество стенок такое, чтобы все зубья были стенкой + еще 3-4 линии внутрь тела.
Если ваши шестерни сыпятся в работе, вы или печатаете их неправильно, или пытаетесь нагрузить пластик как сталь. Ежу понятно, что пластиковая шестерня не будет работать в КПП трактора, но заменить 3д печатной шестернёй пластиковую можно.
Поменял пленку на экране, с первой же печати вместо модели получил ебаный куб на пол площади стола. По какой то причине у дисплея не сработало закрытие, в чем причина может быть, собрано вроде как верно.
>>550421 (OP) Что посоветуете для вката ньюфагу? Задача - печать корпусов для махараек. Рассматриваю два бюджета: 1) до 30к 2) 30-50к. Желательно, конечно же, чтобы работало надёжно и без пердолинга. Ремонтопригодность всё-равно приветствуется.
>>552732 >печать корпусов для махараек >2) 30-50к. creality k1 >Желательно, конечно же, чтобы работало надёжно и без пердолинга. Особо пердолинга там нет, но его надо будет один раз перебрать потому что китайцы не умеют затягивать винты, а ещё там шкивы говна, надо будет заменить. Ещё поставить нормальную веб морду. На всё это есть гайды, за один день справишься, больше ничего там пердолить не надо
Распечатал сборную хуёвину из готовой модели – а она не собирается. Даже после напильника и ацетона, сука. Ну, т.е. зазоров вообще нет, хотя автор их их учёл да и у других судя по коментам всё ок. Короче, что-то у меня не попадает в размеры. При этом калибровочный куб ок, в слайсере все до чего дотянулся поставил в сторону геометриечской точности. Куда ещё поковырять?
>>552742 Бля, аж вздрогнул, вспонив как месяц ебался с брелками, когда только фотополимерник купил. 4 вида смол перепробовал и один хуй даже самая дорогая и прочная при тестах отъябывала после 20-50 щелчков
>>552882 Как ты себе это представляешь? Владею 2 травматами, гладким, трапом и нарезью. Эти вскукареки инцелов в б и w про напищатать стреляло на 3д кудах пхринтере - говно для дебилов, которые оружие только в вебм тредах видели, ибо ТТХ и надежность будет = 0
>>552936 Там какой-то плагин для када есть, но я не проверял. Кады места много жрут, очень заебная установка с активацией. >>552937 >для печати Перечитай. Я уточнил.
>>552938 >Перечитай. Я уточнил. Печати ЧЕГО? У меня треть ПЕЧАТИ это аниме фигурки, бюсты, украшения. Совсем не техничка, но тоже ПЕЧАТЬ >плагин для када есть, но я не проверял. Кады места много жрут, очень заебная установка с активацией. Ты думаешь что заебалться с вечной бетаверсией каждый раз проще чем один раз с установкой?
>>550421 (OP) Да, я знаю ебанутый вопрос, но реально ли починить фотополимерникэлегу стаурн самому? Еще перед нг перестала двигаться плита, потом еще про8блем навалило, и сейчас наконец решил починить, читаю отзывы к сц и хуею, такое ощущение что там сплошные наебщики, а у меня есть свободное время, смогу ли я нихуя не понимая в электрике понять что именно пошло по пизде, и заменить деталь ?
>>552820 Как что то плохое. Я вкатывался вообще на палках и говне в 2013. Эндера в стоке с пробегом 2 катушки после девочки писечки, которая наигралась, ему вполне хватит. Как поймёт, что ему нужно, возьмёт нужное, или не возьмёт наоборот. Я удивляюсь что ещё бамбулаб не предложили, пиздец потребляди вокруг
>>553080 Я наебался с ним до усеру, но так ничего и не получил из результатов просто выгорел, устал, в итоге продал за 13к каким-то заинтересованным. Тогда у меня была катушка абс, петга еще не существовало впринципе, так что соснул бы я в любом случае с этой затеей. В 22 году купил эндера, и закрыл этот вопрос
>>553090 Обидно, что концепция reprap умирает. Со временем перейдем все на закрытые бамбулабы, а они внедрят какую нибудь подписку на печать ABSом, или разблокировку ускорений за бабки
>>553096 >Обидно, что концепция reprap умирает. Она не умирает, просто мы прошли полный цикл и самосбор теперь это премиум для людей у которых есть: время, деньги и руки. Я честно хотел собрать сам хороший ратриг, с idex, закрытой камерой, кучей возможных автокалибровок, но по итогу оказалось что взять на распродаже k1, перебрать даже не допилить ,а просто перебрать и подтянуть и рутануть будет дешевле и по деньгам и по времени, а результат будет ну почти таким же.
>>553096 Можно ещё и металл свой сертифицированный продавать. Который, скажем, печатается нормально только на 235°. А хочешь температуру наболтать и композитом печатать? Ну купи пресет, который позволит наболтать температуру побольше.
>>553116 Разработать полностью свой софт слишком дорого, поэтому в ближайшее время это не грозит. А случай чего можно просто ставить свою управляющую плату
>>553142 Какой тебе торрент для анально оккупированного приложения. Вкатывайся в компас и вола не еби. Все твои фужены-хуюжены у тебя отберут со всеми наработками.
>>553114 сеймчанский. Купил в древние времена китайский кубик, поигрался пару недель, и панеслась. Одно поменял, другое, третье, в итоге можно сказать что сделал на его каркасе своё.
>>553118 у кореша есть какой-то брендовый минипринтер, который уже 3 года на полке стоит "пока руки дойдут мозги сменить", так он жрёт только металл с катушек с NFC-чипом. Причем катушки мелкие, грамм по 400. Или покупай за оверпрайс (я не помню уже почём), или перематывай как дурак постоянно
>>553144 >>553146 >Какой тебе торрент для анально оккупированного приложения. Вкатывайся в компас и вола не еби. Все твои фужены-хуюжены у тебя отберут со всеми наработками.
>>553152 Это хорошо если в рфид метке не записывается остаток. Сейчас есть принтер наклеек и он страдает подобной болячкой. Заказал проксмарк что бы отучить его от жадности
Посоны, а можете в кучу собрать те меры, которые обеспечат нормальную печать PLA?
Вот у меня стоковый Ender pro 3, что мне надо сделать? насколько я читал, пришел к следующим выводам:
1. Утеплить платформу снизу (чем?) 2. Сделать короб для отсутствия сквозняков и движения воздуха. 3. Электронику вытащить из этого короба. 4. Печатать на стекле с клеем (какой клей? Подойдет растворенный в дихлорметане металл? ) 5. Какой выбрать режим для печати (280 на 100 ?)
Вот у меня стоковый Ender pro 3, что мне надо сделать? насколько я читал, пришел к следующим выводам:
1. Утеплить платформу снизу (чем?) 2. Сделать короб для отсутствия сквозняков и движения воздуха. 3. Электронику вытащить из этого короба. 4. Печатать на стекле с клеем (какой клей? Подойдет растворенный в дихлорметане металл? ) 5. Какой выбрать режим для печати (280 на 100 ?)
>>553196 Пробка и изоляция для бани, как некоторые советуют. А ещё можно готовый тент купить как те что используют гроверы травокуры, он выйдет дешевле чем специальные тенты с смотровым окном и сильно проще чем ебаться с фанерой
Привет Ищу модель кронштейна для Яндекс станции такой С синги страницу походу удалили, через поисковики бьется, не могу найти стл ку Вдруг у кого завалялась?
>>553196 Я из этого на 3v2 только клей использую, с озона первый попавшийся. Ещё шляпы и леса. Температура 270-250, 110-105, но это точно тебе самому подбирать, термисторы у всех разные. Я себе пиды калибровал.
Короб конечно совсем не помешает. Утепление думаю не поможет, только энергоэффективность повысит.
>>553196 > 1. Утеплить платформу снизу (чем?) Не нужно, это чисто для энергоэффективности > 2. Сделать короб для отсутствия сквозняков и движения воздуха. Для утепления камеры. Лучше с вытяжкой > 3. Электронику вытащить из этого короба. Совершенно поебать если температура внутри будет ниже 70 градусов > 4. Печатать на стекле с клеем (какой клей? Подойдет растворенный в дихлорметане металл? ) PEI и никаких проблем. Если прям хочется клей, то обычный карандаш > 5. Какой выбрать режим для печати (280 на 100 ?) 260-270, стол 105-110
>>553196 Олд итт, печатаю из абс все включая ящики 30x30x20см Выбросить сраный дрыгостол, купить закрытый кубик с опускающейся платформой. Вытяжки-фильтры не нужны. Обязателен хоть немного утепленный колпак. Так ты получишь температуру 60-65С без доп нагрева. Утеплитель снизу зло. Холоднее камера и больше шансов сжечь грелку. Следи за температурой моторов и их кронштейнов. Медленные 40мм вентили и проставки из пробки если кронштейны металловые очень желательны. Пластик нужно подбирать. Никакого говна с али и оверпрайснутого абс+ и аса. Есть нормальный отечественный абс. Печатать только на стекле с повидоном. Брызгаешь как при мойке окна и чуть растираешь салфеткой. Большие модели нужно медленно охлаждать. Один градус в минуту. Снимать при 40С без прикладывания усилий. Можно брызгать спиртом на 50С для ускорения процесса. Стол на мелких моделях 75С. На больших 110С. Использовать опцию mouse ears. Первый слой вдавливать побольше. Температура 260С обдув постоянно 30% для художки. Для технички 280С обдув зависит от геометрии Скорость печати - сколько хотенд может наплавить. CHT volcano тянет до 28. Если нужно качество то 23.
>>553207 >PEI и никаких проблем. Если прям хочется клей, то обычный карандаш Карандаш отвратителен. Я ещё и один раз эту гниду к heatbed случайно приклеил, отодрав от неё покрытие.
Возьми лак. Разница огромная. Покрываю PEI лаком и вообще голову не грею на эту тему (ррряяяяя, ты не сэкономил 50 копеек, рискуя затем оторвать PEI покрытие, рррррряяяяя). Ни разу ничего не отлипло, и после не было проблем с отделением напечатанного.
>>553227 У моего, вроде, другой состав. Хотя, по их документации понять не могу. Ещё способ нанесения, в виде спрея, сильно помогает, в сравнении с карандашом.
Вот эту штуку прямо рекомендую, если на местных маркетплейсах доступна (3DLAC). Ну или китайцы с Алиэкспресса наверняка аналогичную смогут предложить.
>>553220 У меня так сгорела одна. Месяца три работала нормально, приклеил пенку с фольгой, через месяц она закончилась. Когда разбирал она была потемневшая и рассыпалась. Термодатчик был в норме, грел 110С и 65С к камере. Лучшего нагрева или экономичности кстати не заметил от наличия утеплителя. Да и отклеивается оно на 110С.
>>553228 Это не состав, а список возможных пропеллентов. Любой аэрозоль на 90% состоит из первого попавшегося газа который можно туда вкачать под давлением, на 5% ароматизаторов и 5% действующих веществ. Газ нужен чтобы это всё говно вылетало из баллона.
Анчоусы, один вопрос от заметного. Предпринимать потуги вкатиться в 3д печать. Пока освавиваю редакторы. Остановился на фьюжн360. Вопрос блять, я к своему проекту пытаюсь добавит скачанные модели с сингеверса, хуй с ним, что при открытии они в формате сетки, но они блять становятся в размерах больше раз в 10. Как перенести проект соблюдая пропорции? И можно как-нибудь в фьюжне упростить модель объедения все части в одно тело?
>>553580 Это не модель. Восстановить модель ты сможешь либо задрочив каждый полигон вручную, либо заплатив автодеску и подрочив чуть-чуть. Лучше ищи модель (.step или .f3d, может другие но их фьюжен сам не съест). >становятся в размерах больше раз в 10 Единицы измерения правильные при импорте выставь. Ну или сожми потом просто как задрочишь модель.
>>554112 Угольный фильтр для К1 пока нет времени сделать нормальную вентиляцию. Внезапно отъебнул нагреватель на эндере, вот приходится экстренно вводить в эксплуатацию новичка
Остались запасы филамента от REC, но качество у него - полная залупа, нить по толщине гуляет от 1.3м до 2мм, пару раз уже экструдер эта хуйня забивала. Потом пробовали Bestfilament, к нему вообще никаких претензий, отличный пластик, но ценник за катушку ебанутый - 2к за кило.
Хотелось бы более бюджетную альтернативу. Заранее спасибо <3
Ребят, у меня мать сдохла на медведе 5, теперь стоит bigtreetech skr 1.3, и к ней я никак не могу нормально сконфигурировать марлин чтобы он нормально работал. Впринципе по осям все двигается и управляется, но концевики не срабатывают, хоть и правильно подключены.. простите за такую просьбу, но может кто помочь в дс..? Просто не понимаю что я делаю не так
>>554295 А ты конфиг сам собирал, или под твой принтак есть готовое? В любом случае даблчекни пины и состояния (NO/NC) концевиков, чтобы соответствовали физической схеме
Вот это китайское чудо (отзывается на кличку «Red Lizard») есть смысл покупать или старый (не)добрый радиатор от E3D с копеечным термобарьером и керамическим нагревателем не хуже будет?
>>554229 Палю годноту: у сопутки снизились цены и теперь абс по 700 рублей кило. С катушкой, диаметр стабильный, намотка хорошая а главное дохуища цветов. Композиты тоже подешевели, хуй знает зачем они могут тебе понадобиться, но на ощупь мне из abs carbon понравился
>>554634 >но отзывы смутили Абс охуенный, но довольно вонючий по сравнению с другими производителями, обязательно или угольный фильтр или вентиляция Петг средний. Заебешься настраивать обдув и температуру Пла - не пробовал Сбс - нахуй он вообще нужен блядь? Но печатается нормально Хипс - хороший, но после подешевевшего абс в нем смысла нет
>>554635 >вонючий Пихуй, камера у принтера практически герметичная + после конца печати включаю сквозную вытяжку через угольный фильтр. >охуенный Тогда точно попробую, со своих денег парочку закажу.
>>554635 > Петг средний. Заебешься настраивать обдув и температуру Ну, хуй знает. Не, если тебе надо печатать 1,2мм соплом на скорости в сотни мм/с — может быть, но на обычных дрыгостольных скоростях он печатается не приходя в сознание.
> Сбс - нахуй он вообще нужен блядь? Всякие плафоны и вазочки печатать из прозрачного пластика, с последующей обработкой сольвентом.
Привет анон. Решил прикупить принтер себе домой. В 3д печати не новичок, печатаю давно, но не сильный специалист. Выбор пал между Ghost 6 и Ender 3 Neo. Планирую печатать в основном инженерку и только из ABS, TPU, и изредка PETG.
С одной стороны - хочется сэкономить и взять ендер, а с другой, может есть смысл переплачивать за мишку?
>>554670 > только из ABS с прицелом на абс я бы брал кубик, чтобы потом не городить теплицы с прицелом на тпу я бы брал только директ экструдер (впрочем, поменять не проблема)
>>554667 >но на обычных дрыгостольных скоростях он печатается не приходя в сознание Дрыгостольные скорости это сейчас от 100 мм/с и потоки 15-20 кубиков, если что
Посоны, кто пользует пластмасс мако, черный петг, у вас сейчас все нормально? Я за пару дней у трех машин сопла поменял уже, встает через пару тройку часов, забивает сопло. На коробках маркером написано 102-2, 102-3, 102-4, дата выпуска 25 и 26 марта 24 года. Я с некрасовским так не ебался, как с этим. До этого катушек двадцать брал, все было заебись
Почему при импорте прозрачного png какой-то фон накладывается? Я base thikness 0 поставил, но все равно вот такая фигня. Еще какой-то узор странный вырисовывается, а это обычная заливка в кореле.
Заказал свой первый принтер, Sovol sv06 plus. К нему взял сушилку, klipper и запасные сопла. Вопросы такие:
1) Что можно прикольного напечатать из доступных для этого принтера материалов? Вообще, что я смогу делать? Сайт производителя не указывает доступные материалы, но я нагуглил список из TPU, PLA, PETG, ABS, PC, ASA, nylon, carbon fibre and wood. Какие в принципе возможности мне доступны с этими материалами? 2) Что ещё из дополнений к принтеру имеет смысл купить? Датчик наличия/разрыва пластика (если да, ссылка на него на АлиЭкспресс бы помогла)? Что-то ещё? 3) Советы мудрые? 4) Подводные камни?
>>554956 На этом говне только pla и petg печатать. Для начала пойдет, если тебе всралось печатать что-то большое. И копи на что-то поприличнее. Дрыгостолы переростки в 2к24 это кринж.
>>554958 Отзывы на реддите были хорошие... А что будет, если я попробую использовать что-то кроме pla и petg? Какие вообще проблемы меня ждут? Почему ты считаешь, что принтер говно?
>>554959 TPU будет жевать, ABS только мелкие детали с костылями в виде пакета на принтер и стекла на столе. Остальное и не пытайся. Косяки как и везде. Охлад говно, шестеренки говно, кабели перетираются. Линейные подшипники шумные, жесткости на 8мм палочках никакой. Дрыгостол он имеет смысл в своем классическом виде, 230x230мм и на колесах. А этот принтер как и десятки схожих или для дурачков которым хочется побольше и подешевле или как второй-третий в парке для редкой и медленной печати чего-то крупного из простых пластиков. Шлема там всякие.
>>554958 >Дрыгостолы переростки в 2к24 это кринж. У нас есть кореХУ на 300мм не за сто тыщ в 2к24? >>554960 >TPU будет жевать Его жует практически любой экструдер из коробки. А95 будет печататься без проблем. Захочет че-нибудь типа А75 - напечатает нормальный экструдер себе. >Остальное и не пытайся А остальное это что например? Всякие нейлоны, ПП и прочие приколы разве что с активной камерой печатать, петга и пла хватит с головой >>554961 Зависит от задач
>>554965 >Зависит от задач Хочу иметь много возможностей, доступных материалов и т.д., чтобы исследовать возможности 3d-печати, экспериментировать, делать полезные в быту и просто прикольные штуки. Качество печати приоритетнее скорости.
Ещё думал купить SLA, чтобы делать фигурки, но прочитал, что они распадаются на плесень и липовый мед уже через год. Так ли это, или есть более стойкие филаменты?
Вообще, где брать хорошие по цене-качеству и отдельно - максимально качественные филаменты, если я в Израиле? Амазон, АлиЭкспресс.ком, другие варианты?
Блин. Хочу ещё взять ELEGOO Mars 4 Ultra, пока на него скидка на Амазоне и есть бесплатная доставка. Раз вкатываться в 3d-печать, так с обоих сторон. Что скажет анон? Нормальный принтер?
>>554982 >Хочу иметь много возможностей, доступных материалов и т.д., чтобы исследовать возможности 3d-печати, экспериментировать, делать полезные в быту и просто прикольные штуки Для того чтобы полностью раскрытьтм возможности 3д печати понадобится целая мастерская, включая: ЧПУ фрезер, муфельную печь, кучу банальных инструментов типа паяльника, молотка, дрели, сушилки филамента, дремель и это я только сходу назвал то что нужно >делать полезные в быту и просто прикольные штуки ПЛА и петг тебе хватит для этого вот за глаза. А раскрывать возможности для этого не нужно
>>555007 Filament - нить, волокно. Используется в Fused Deposition Modeling FDM aka Fused Filament Fabrication FFF FDM - как xerox, (R) (TM) (C), FFF - как копир SLA - stereo lithography, работает на смоле ака resin (грубо "эпоксидные" смола с отвердителем, который активируется "светом").
>>555025 >Ты собираешься не печатью заняться, а транжирством денег как хобби А ведь это кстати буст для опыта, если человек готов какое-то количество денег на хобби сжигать. Потому что не нужно по 100 раз думать прежде чем сделать. Не трясёшься над потерями. В итоге двигаешься быстро. Ошибки есть, но они, ввиду избытка ресурсов, не тормозят прогресс.
Преждевременная оптимизация любое хобби в тряску превращает.
>>554988 В общем, взял я этот принтер, и к нему хуйню для мытья и облучения ультрафиолетом фигурок. Теперь вопрос, какую смолу взять для начала? С алиэкспресс.сом или амазона. Нужно, чтобы фигурки были высокого разрешения/качества, и не были хрупкими.
>>554965 >разве что с активной камерой печатать Тогда посоветуйте заодно и активную камеру, пожалуйста.
>>555088 Термокамера сама по себе не проблема. Любой кубик может нагреться до 50-60С. С хорошей изоляцией даже без дополнительного подогрева. Самое интересное начинается дальше если ты хочешь полноценные 70-80С как в промышленных принтерах для абс.
>>555092 >И не сгорит ли он сам от перегрева? Если на нём есть детали из чего-то легкоплавкого (PLA/PETG), то их попердолит 100% Сгореть-то не сгорит, но управляющую электронику лучше держать ВНЕ камеры. Внутри можешь оставить только движки и экструдер со столом. До 60C спокойно можно поддерживать, этого вполне хватает для ABS. Если греть дальше - лучше озаботиться водяным охлаждением двигателей и радиатора экструдера. Если забьётся экструдер - похуй, ничего страшного. А вот если роторы двигателей пройдут точку Кюри, то размагнитятся насовсем в домашних условиях ты их обратно не намагнитишь и двигатели работать перестанут :)
>>555096 >Это ведь хорошая идея? Нормальная :) Только окно открывай для проветривания во время печати. Если у тебя камера не герметичная - пары стирола будут ссать в воздух, которым ты дышишь, а это не очень полезно
>>555096 Хуйня идея. У дрыгостола камера получается огромная, дорого, занимает место, требует переноса электроники и очень, очень много теряет тепла. Лучший вариант это кубик с опускающимся столом. Если греть выше 60 то да нюансов всплывает куча. Моторы мрут, вентиляторы мрут, пробки в хотенде, корпусные пластиковые детали из абс деформируются под нагрузкой (привет ворон и прочий самосбор). Вода не нужна. Но в целом и 60гр хватает для печати огромных деталей из абс без коробления. Хотя стекла будут расходником.
>>555014 >Для того чтобы полностью раскрытьтм возможности 3д печати понадобится целая мастерская, включая: ЧПУ фрезер, муфельную печь, кучу банальных инструментов типа паяльника, молотка, дрели, сушилки филамента, дремель и это я только сходу назвал то что нужно
>>555129 Если взять смолу вместе с принтером, будешь платить налог с общей суммы заказа. А если погодить и взять смолу через несколько дней, то если сумма второго заказа будет меньше 75 баксов, налог платить не будешь. В - выгода.
>>555127 >Для того чтобы полностью раскрытьтм возможности 3д печати понадобится целая мастерская, включая: ЧПУ фрезер, муфельную печь, кучу банальных инструментов типа паяльника, молотка, дрели, сушилки филамента, дремель и это я только сходу назвал то что нужно База, всё верно. Ну, кроме муфельной печи, пожалуй. Хватит и обычной кухонной, но допиленной для более прецизионной установки температуры.
>>555136 ЧПУ фрезер и принтер работают по двум разным принципам изготовления конечной детали, у каждого из них есть свои преимущества и недостатки. Принтер и фрезер друг друга дополняют Знаю по работе, у нас лаборатория прототипирования, одних только принтеров разных штук 15, и три фрезера, два из которых с ЧПУ
>>555133 >Ну, кроме муфельной печи, пожалуй >Хватит и обычной кухонной Она не для этого. Вместо муфельной в принципе можно микроволновку, но как-то ж тебе нужно будет плавить металл для литья! >>555136 >особенно ЧПУ фрезер Всё просто, фрезер у тебя 2д и сможет резать только плоские детали
>>555143 Ну окей, 2.5д, с поправкой что он материал удаляет, а не добавляет, поэтому ну типа гравюр да, можно на нём делать. Если у тебя там 12 осевой ЧПУ то конечно, говно вопрос, но мы говорим про что-то уровня 3018 или максимум ратриговские станки
Юзает кто то klp1? Накрылся хотенд, купил новый, встаёт пробка в горле, зазора нет по идее и не должно быть, сама еба конструкция подразумевает, однако даже бэнч добить не может. Не понимаю причины, радиатор не перегревается.
Появилась идея доработать грип контроллера 8bitdo ultimate - это две такие пластиковые накладки сложной формы с кучей застежек, которые крепятся по бокам контроллера и прикрывают винты. На пикрелейде они сверху. Идея в том, чтобы зайти на фирму и сделать 3д сканы, а потом доработать их в редакторе. Го я никогда не имел дела с 3д сканами. В каком формате их делают и каким софтом редактировать. Думаю мой любимый SOLIDWORKS тут не прокатит и придется осбаивать бляндер. Я прав? И реально ли такое напечатать на fdm, или тут только sla?
>>555407 Так а чем сушится пластик? Воздухом. Такое то время выдержки при такой-то влажности воздуха и температуре - вот и пластик высох. Так что чтоб зазря не греть воздух нужен точный датчик.
Orange pi PC норм вариант для клитора? Я так понял, что его можно накатить почти на любую ПИшку, разница только в объеме дополнительной ебли. Или нет? Как грамотно выбрать б/у одноплатник? Без вайфая, думаю, обойдусь, без прикручивания камеры, тем более
Сап, посоветуйте дешевых инженерных филаментов с маркетплейсов или еще октуда По совету из треда заценил самый дешевый петг от 123 с озона, понравилось. Бывают косяки в печати, но мне пока сушить нечем, так что терплю пропуски. Если кто собирал сушилки, поделитесь проектами
>>555755 >Ультрабаза долго ходит? В целом долго, но это смотря как убивать. Если ты калёным соплом проёбываешь z-offset регулярно, то всё.
Ультрабаза -- единственная на моей памяти стекляшка, которая плюс-минус адекватно работает с петг. Остальные стёкла крошатся как шлюхи, если ебический клеевой слой не сделать, т.к. петг иногда сцепляется намертво. Раз ты уже испортил, просто переверни и используй клей, стекло там и с другой стороны обычно качественней, чем прочее мимостекло.
> Ее можно как-нибудь восстановить Ну а чем ты её убивал? Если каким клеем, то можно засунуть в кастрюлю с водой, поставить её греться до кипения, а затем счищать канцелярским ножом аккуратно (лезвие поперёк, давление несильное).
>>555743 >Если кто собирал сушилки, поделитесь проектами Ну хер знает, пойдет ли тебе мой проект. Я взял хохлодуховку 97г.в. выкинул все кроме тэна и приделал к ней спизженый трм212 с тиристорным выходом (он управляет двумя тиристорами по типовой схеме из его инструкции). Так-то лучше был бы трм 202, ибо он универсальный. Ну да похер. ПИД регулятор и тиристор делают свое дело и там и там.
>>555775 Ну а мне вот нужон. И оказывается что у нас просто НЕТУ жпио чипов для компов. От слова совсем. FTDI доступен только через свой драйвер, через gpiod в него нельзя писать. CP2104 имеет сломаные дрова и жпио там просто не инициализируется
>>555749 У 15ти летнего ноутбука уже сдохла вся перифирия, он потребляет энергии, шумит и занимает места столько же сколько принтер. Если ты такое говно ещё не викинул – ну используй, иначе не искать же по помойкам.
>>555743 >Если кто собирал сушилки, поделитесь проектами :)
Сушилка охуенная была, можно было температуру выставлять очень точно до 1-2 градусов, но подвело китайское твердотельное реле. Чуть пожар не устроили в здании. Мой совет - не экономь на элементах коммутации, покупай качественное
>>555816 Никогда не доверял китайским твердотельным "рэле", особенно после видео разборов на ютубе. Обычно колхожу нормальный симистор + оптосимистор и нормальные резисторы. Для справки, в микроволновках используются биметаллические выключатели, которые выключают магнетрон, если температура внутри корпуса чрезмерно повышается. В большинстве бытовой технике (миксеры, грелки-утюги, трансформаторы ,етц) часто ставят одноразовые термопредохранители.
Оказалось, что в независимости от высоты слоя или геометрии эти наплывы повторяются через одинаковое число слоёв по всей высоте печатаемой модели. Берегите себя шаговики, вы ещё матерям нужны.
>>555816 >>555817 В гараже лежит коробка огромных советских тиристоров, наподобие пикрилейтед. Если взять пару (для реализации "симистора") и к каждому кусок 1 мм люминия 10х10 см прикрутить в качестве радиатора, насколько такая хуйня надёжна? Есть нихром, хочу сделать печку-термостат на 2-3 кВт.
Привет, посоны. Периодически пользую свой ender 3, PLA вроде норм, но ABS как-то не идет. Полагаю, что для этого пойдет лучше закрытый принтер. Присмотрел flyingbear ghost 6, на авито вроде за 22-23 т.р. можно взять. Так вот вопрос, стоит ли брать мишку 6?! Или взять что-нибудь другое, или дрючить свой ender 3?
>>555864 >Или взять что-нибудь другое, или дрючить свой ender 3? Лично я кошмарил короб из акрила и фанеры для эндера 3. Некоторые детали печатал по двое суток и более. Тем не менее, если детали большие а углы острые, деламинация для пассивной термокамеры остаётся. В камере согласно термометру было 50+, стол 100-110. Движки работали на пределе возможностей, раз в полмесяца какой-нибудь решал сделать пропуск. Дешманские китайские вентиляторы на радиатор дохли раз в три дня, нормальные дорогие работали по полгода. Конечно же, e3dv5 & e3dv6, а не штатный радиатор, его на выброс. Электронику и блок питания вынес за пределы камеры. Для себя пришёл к выводу, что нужно ебашить кожух с достаточным отступом от модели, чтобы горячий воздух от стола гонялся вверх -- это снижает количество трещин при пассивной камере, но не убирает их полностью в случае больших моделей и углов модели без скруглений. У мишки 5 та же температура в пассивной камере и те же проблемы. За шестой не скажу, но не думаю, что иначе. Продаются термокожухи для эндеров, наверное, лучше взять их.
>>555862 Не, у меня на 100+ ампер тиристоры. >И нахера ему радиатор? Ну, 13 Вт тепла даже с таким корпусом могут быть критичны. Я просто немного очкую их применять из-за древности и гаражных условий хранения.
>>554636 >Тогда точно попробую, со своих денег парочку закажу. Опробовал ABS Carbon 15. Хороший пластик, толщина прутка очень стабильная, никаких колебаний экструзии по Z не заметил. Спекается хорошо в активной термокамере при 65C, t экструдера = 275C. Из минусов - более капризный, чем обычный ABS. Нависания хуже получаются, и на углах он так и норовит вверх вздыматься. От шагрени на поверхности хуй встаёт.
Можете зареверсить как эта хуйня сделана? Какой-нибудь эпоксидкой залито, потом полирнуто? Покрашено тоже хитровыебано, как будто двухцветная печать, но потом ещё ацетоном отпидорена. Или может тут только ацетон?
>>555911 на плохо обработанную пластиковую модель (скорее всего облили ацетоном или дихлорметаном, надо было еще шпатлевать и зачищать) нанесли грунт, два варианта краски (или печатали двумя экструдерами), залакировали из балончика.
>>555854 >насколько такая хуйня надёжна? Если схемотехника правильная и охлаждение достаточное, у него ресурса примерно на 50 лет работы 24/7 В случае умеренного радиационного фона после ядерной войны сокращается лет до 30 Это при условии что они не отсырели и не окислился контакт между выводом и кристаллом Кстати компенсирующая термозазор прокладка между корпусом и кристаллом из платиновой фольги
>>555756 >Ультрабаза -- единственная на моей памяти стекляшка, которая плюс-минус адекватно работает с петг. Остальные стёкла крошатся как шлюхи, если ебический клеевой слой не сделать, т.к. петг иногда сцепляется намертво.
хуйзнает, печатаю на одном и том же куске оконного стекла уже года 3 и никаких проблем. Заказал разу 10 шт чтобы нарезали в размер и шлифанули края - 9шт до сих пор на полке упакованные, 1 в принтере
Нормальный план в качестве шпатлёвки для ABS взять тот же пластик от поддержек и юбок и растворить в ацетоне пожиже? Получится и раствооритель и заполнитель сразу.
>>556040 О, я такую хуйню делал. Даже заранее две бутылочки заготовил, одна с 10% раствором ABS, другая с 33%. 10% заебись канает для улучшения адгезии к столу. 33% использовал как клей и шпатлёвку но там свои приколы с замешиванием, 10% сделать в миллион раз проще. Вариант норм, но учитывай, что ацетон долго выпаривается из ABS. При том не рекомендую сушить на батарее, или в печке - ацетон вскипит и пузырями пойдёт.
>>556044 Ну после бань я вроде уже придрочился сушить. Из ошмётков типа юбок да поддержек должно заебись замешаться наверное. В интернетах рецепт шпатлёвки 50мл на 20гр, в принципе те же 33% что у тебя. Как в итоге получалось?
У меня средней паршивости деталь получилась, почти полный набор дефектов, но всё по мелочи. Немного недоэкструзии, немного расслоения. Не так плохо чтобы выкидывать, заебись чтобы потренироваться в постобработке. Думаю попробую отшлифовать со 100/200/300 примерно, зашпатлёвать пластиком пальцами, ещё раз шлифануть до 500 где-нибудь и потом опять ацетон в бане.
Делаю электронную приблуду, нужно спрятать провода и микросхемы в пластиковый корпус. Нарисовал такой корпус.
Вопрос: реально ли на 3д принтере сделать толщину стенки примерно 0.8мм? У меня всё очень плотно, каждый мм важен. Или есть какой-то минимум, ниже которого технология 3д печати уже не вывозит
>2мм минимум, желательно 3 Не, это дофига. У меня между 2 элементами куда должна влезть стенка - 3,4 мм. Максимум могу поставить толщину 1.3-1.5 для стенки, и то, это вообще с минимальным запасом по допускам.
>>556184 > Крепления говно Поясни пж, что ты имеешь ввиду?
> Ребра жесткости А некуда их
Для инфы, вот этот корпус будет прикручиваться на 4 болта М3 к алюминевой пластине 4мм, и никакой нагрузки нести не будет. Ну ардуинка с проводами внутри будет. Сверху - крышка.
>>556187 Болты или шурупы всё же? Им надо врезаться в стенки что съест их толщину, а стенки отверстий ещё у тебя будут с дырками от стенок корпуса. Примерно как на пике, хотя тут особо запущенный случай с плохим принтером, но у тебя тут ещё и углы острые, так что надо будет тоже поебаться с калибровкой принтера чтобы сделать крепко. Точно нельзя их шире сделать, гайки вплавить или заменить на защёлки какие-нибудь? Ну или болты сквозные через весь корпус от крышки к алюминию.
>>556191 Шизофреник, спокойно. Пацан тебе чётко написал 4 болта М3
Возьмёт метчик, нарежет резьбу в пластике и вкрутит туда болты/винты. Он даже написал, что там нагрузки никакой (кроме самого корпуса и электроники, как я понял).
Резьба в пластиках, на удивление, хорошо держит. Сам периодически разбираю несколько устройств, у которых монтаж на винтах М3 и М4 в пластиках PLA и ABS. И нагрузки там есть, правда, винты все 15-20мм в длину и длина резьбы не меньше.
>>556192 >Возьмёт метчик, нарежет резьбу в пластике Кек. Винт сам нарезает нужную ему резьбу. Главное делать это уверенно шуруповертом и дать остыть потом. Держит отлично но разобрать можно всего несколько раз.
>>556195 >Винт сам нарезает нужную ему резьбу Конечно Первые три-четыре витка он слижет, а по всей глубине ввинчивания будет радиальное напряжение на разрыв отверстия KEKW
С совета накатывать резьбу винтом и шуруповёртом в шёпот. Шурик метчиком-то может пластик до плавления разогреть, не говоря уже про накатку винтом. Я твою мать ебал, короче
>>556196 Так довить нужно а не крутить на месте. А метчик именно что уничтожает резьбу. Ты еще удивишься что такой же трюк работает и с алюминием причем толстым.
>>556197 >А метчик именно что уничтожает резьбу А знаешь, почему у тебя метчик уничтожает резьбу? Потому что ты его довишь, блять. Метчик сам с первого же витка втягивается в материал, его не нужно вдавливать и резьбу он режет хорошо что в пластике, что в металле. С метчиками очень хорошо работает пословица "ТИШЕ ЕДЕШЬ – ДАЛЬШЕ БУДЕШЬ". Если у тебя метчик уничтожает резьбу, то либо у тебя угандошенные в ноль метчики, либо ты - рукожопый дебил. Варианты не взаимоисключающие.
>Ну или болты сквозные через весь корпус от крышки к алюминию. Именно так. Резьба будет только в алюминиевой плите - красная стрелка. То что будет в итоге - на пикче. Ну это одна из старых версий, которые не надо моделить, картинку прикрепил для понимания. В плите отверстия 2.5 под нарезание резьбы М3, в пластиковом корпусе - синяя стрелка - сквозные отверстия 3.1. Корпус просто прижимается к плите.
Местные рукожопы не слышали, что метчики для стали, алюминия и пластика немного отличаются ? И что метчики для ручного и машинного (шуруповёртом) нарезания тоже немного отличаются?
Если взять правильный метчик для машинной резьбы в пластике (для совсем сельских пердей - хотя бы для алюминия), то шуриком резьбы в отверстии правильного диаметра режутся на раз-два
>>556206 >>556204 Винты М3-М4 я тупо в пластик закручиваю, держатся намертво. Надо только размер отверстия правильный подобрать, чтобы диаметр был по резьбовой табличке плюс 0.4мм на компенсацию искажений слайсера. Т.е. для 3мм это 2.5+0.4 = 2.9мм. Метчик не нужон. Нужон он будет на каких-то диаметрах потолще, М8..М10 мейби.
Для больших резьб типа дюймовой сантехнической лучше резьбу по всем параметрам замоделить. Принтер точность вполне вывозит, из АБСки закручивается герметичненько.
>>552885 >Как ты себе это представляешь? Владею 2 травматами, гладким, трапом и нарезью. Эти вскукареки инцелов в б и w про напищатать стреляло на 3д кудах пхринтере - говно для дебилов, которые оружие только в вебм тредах видели, ибо ТТХ и надежность будет = 0 Можно металлическую трубку-лейнер запрессовать в достаточно толстую деталь из композитов, например. Чтобы и давление держало, и пулей её не пидорасило.
>>553254 >У FGC-9 ствол металлический, как и боёк вроде бы. Там интересная технология нарезки ствола, но на бумаге даже довольно заёбная Есть схема с электрохимическим травлением. Трубка покрывается эмалью, через неё прогоняется "мягкий дорн", соскрёбывающий эмаль в месте будущих нарезов, через трубку протягивается медная проволока, и всё это опускается в электролит. Трубка на плюс, проволока на минус. Тайминги подбирать экспериментально на куске металла в зависимости от электролита.
Проблема это не ствол, а патроны, которые кустарно в большом количестве не сделать, а без хитровыебанной лицухи тебе пистолетные не продадут.
>>556257 >Есть схема с электрохимическим травлением >Проблема это не ствол, а патроны, которые кустарно в большом количестве не сделать Ну хоть один адекват в треде, спасибо
суп двач, есть эндер3, и у него в стоке из катушки в экструдер под таким хуевым углом подается пластик, что на первой печати произошел небольшой залом. я распечатал небольшую направляющую из пла, с петелькой на конце. это было год назад, тогда направляющая вставала плотно, а сейчас выпадает. пла так сильно усаживается? или полилактид начал разлагаться? я сейчас буду на принтаблес искать направляющую с колесиком, мне надо будет печатать ее в размер 101%, или и так сойдет?
По ходу, это единственный тред, хоть как-то перекликающийся с моим запросом.
Попал мне в руки китайский сервопривод T3D пикрелейтед. После беглого гугления оказалось, что его можно перевести в режим шаговика и управлять сигналами step/dir, и будет он вести себя почти как шаговик, то есть удерживать вал в положении покоя и быстро разгоняться. Поставляющийся мануал содержит всё, кроме списка настроек, а в интернетах и ютюбе только довольные владельцы, у которых всё отлично работает. Может, сталкивался кто с этими сервами, как их настраивать?
>>550421 (OP) Мне нравится 3д-печать, это охуенная возможность делать сложные формы, но зумеры (или просто идиоты) её используют для изготовления всякой хуйни! Вот посмотрите на это изделие. Это, блядь, лист металла с тремя линиями сгиба и десятком дырок. А печатать его это хуй знает сколько долго! И хули там печатать то, три-четыре плоскости. https://www.avito.ru/krasnodar/tovary_dlya_kompyutera/fractal_design_node_304_korziny_dlya_hdd_4450076494 Я не знаю. Это крутой способ, но используют его для хуйни. Это специальные крепления для хдд для специального корпуса.
Для изготовления левой детали нужен станок лазерной резки и станок гибки. Ну хуй с ним, руками можно загнуть, пусть и хуево. Даже без гибочного станка, сколько лямов потратишь на покупку и пуско-наладку? 1,5? 2? Вот-вот нахуй.
Для изготовления правой детали - нужен 3Д принтер за 15 тыщ рублей. Фил зе дифренс, как говорится.
>>556501 >Для изготовления левой детали нужен станок лазерной резки и станок гибки. Ээээ, схуяли? >>556501 >Ну хуй с ним, руками можно загнуть, пусть и хуево. В каком-таком задрыщенаском мухосранске в средней школе не было уроков труда, не было работы с метеллом, с тисками, молотком, с токарными и сверлильными станками? И как до появления лазерной резки с ЧПУ люди жили, не понятно
>>556532 Прапраправнук спрашивает деда: - Деда, деда, а когда было лучше, сейчас или при царе? Дед подумал, подумал, попыхтел и прошамкал: - При царе, внучек, при царе... Внук спрашивает, почему. Дед отвечает: - Так при царе у меня хуй стоял!
>>550421 (OP) эндер 3 в стоке может печатать tpu, или мне надо будет купить голову со встроенным экструдером? тпу же гибкий, у стокового экструдера может не получиться пропихнуть его
>>556670 Отваливался именно первый периметр первого слоя. Заборол проблему повышением температуры стола на 5гр. и выключением вентилятора на первом слое.
Как называется П-образная деталь, в которую вдет шкив от ремня? И где на алишке надыбать таковых под шкив шириной 11мм, например? Нет, пластиковое великолепие мне не надо, нужна сталь.
>>556948 А чо не титан? Эти хуйни из алюминия делаются в лучшем случае. Думаю тебе проще будет сточить/шайбами нарастить существующую чем искать уголок точно по твоим размерам.
>>556950 >А чо не титан? Эти хуйни из алюминия делаются в лучшем случае. С какого хрена? Проверил свой от Kingroon KP5L: магнитится и хрен подрежешь, в отличие от алюминия. На худой конец можно и алюминиевые, но не желательно.
> Думаю тебе проще будет сточить/шайбами нарастить существующую Кого нарастить, алё? Мне П-образную хреновину для фиксации оси шкива нужно. Как ты её предлагаешь нарастить, сваркой снаружи и последующим стачиванием напильником изнутри? Кроме шуток? Сточить -- уже сомнительные извращение, толщина стенки всего 1.8 мм (видимо, китайские 2мм), а на неё предполагаются циклические нагрузки с рывком от 15мм/с.
>>556954 >Для стандартного ремня – ну штатная. Ты же очевидно уже идёшь путём пердолинга, так что чего удивляешься? Ну ёлы, 10мм GT2 ремень тоже же стандартный. Потому удивляюсь.
Нужен пикрил 1 под лежащий пикрил 2 (печатать gf30). Медные адаптеры супервулканов стёсываются за пару часов, так что не подходят (печать дольше 2-х часов). Температуру уже завышал, не помогает. Нигде не могу найти, где бы доставлялось в Россию. Как вариант, нужен supervolcano адаптер, но из закалённой стали (предпочтительней карбид вольфрама, но такое вряд ли существует).
Кто-нибудь знает, где такие чуда приобрести с доставкой в РФ и оплатой платёжными системами РФ?
Что из этого выбрать для производительности? Скорей всего первое: туда можно два 100Вт картриджа https://aliexpress.ru/item/1005005994262800.html впихнуть, у остальных фиксированная (не особо сильная) мощность.
А максимальная производительность в принципе -- это колхоз имени индуктивной катушки на сопло, но трахаться с плавностью и ограничением температуры придётся отдельно.
Плюс придётся трахаться с приобретением 2.85мм филамента.
Ещё понадобится приобрести супервулканное сопло аля https://aliexpress.ru/item/4000219073014.html и спилить точно в размер -- ибо адаптеры супервулкана под 2.85мм исчезли. Точность необходима для беззазорного смыкания с термобарьером/соплом -- чтобы не было подтёков; с учётом, что, в отличие от (не)продаваемого адаптера, шестигранником далее ты этот обрезок из хотблока так просто не достанешь, это весьма важное дзюцу.
Не забудь титановый винт и нарезку метчиком соответствующего отверстия на металлическом креплении -- иначе уже на 1.2мм сопле случайные кляксы тебе термобарьер дугой выгнут (да и само сопло предпочтительней не из мягких материалов, но тогда вообще ограничение в 1.5мм для https://aliexpress.ru/item/33028383621.html , единственный плюс, что елдобить экструдер под 2.85 филамент не нужно). На директе и всего-лишь 1.2мм фильере при откате 1мм у меня аж 5мм^3 дополнительно заполняемого объёма (PETG), это я к тому, чтобы готовился к весьма специфичным настройкам экструдера.
>>557021 ... а уж отделение оставленных крупным соплом PETG поддержек, ммм... я хоть и занижаю поток в 4-5 раз на связующем 99.999% сетки слое поддержек, но всё равно капли затекают и приходится наждачить.
Кстати, в тему, нет ли какого плагина, который бы отыскивал находящиеся на первом слое над поддержками части, и занижал бы именно в той зоне температуру хотенда? Я понимаю, что можно ручками в g-код влезть, но когда таких зон много или они неплоские, это уже неадеватно.
Получаю какую-то странноту на выходе. С такими сопротивлением, индуктивностью и инерцией ротора он должен рвать всех на 90к (48в), а этого не только не происходит, но ещё и график странный дохуя (прямая). Чи я дурак? Может кто-нибудь корректно внести данные от него и запруфать график? Ток от драйвера условно 4.2А (4.7A 5160RGB - запас 0.5А).
>>557013 >Что из этого выбрать для производительности? Скорей всего первое: туда можно два 100Вт картриджа И попращаться с огромными ускорениями из-за ебейшей массы и механических колебаний вот этой бандуры >>557021 > Всё равно сопел диаметром больше 2мм на алике не сыскать. Наверное я вам америку открою, но увеличение диаметра сопла увеличивает и поток тоже, при той же мощности нагрева. Так что чтоб гонять на 50 кубиках с каким-нибудь 1.0-1.4 мм хватит и обычного вулкана
>>557028 >И попращаться с огромными ускорениями из-за ебейшей массы и механических колебаний вот этой бандуры Механические колебания нижней части нивелированы крепежом. Для остального есть мастеркард инпутшейпинг. Тебе какие конкретно ускорения нужны, например? Хочешь дополнительного снижения массы -- монстрячишь себе директбоуден / псевдодирект / ремут экструдер.
>Так что чтоб гонять на 50 кубиках с каким-нибудь 1.0-1.4 мм хватит и обычного вулкана Так-то, меньше 110 кубов не спортивно. Ну и 50 кубов на вулкане... хм, смотря чего. Нейлон CF/GF осилишь?
>>557029 >Тебе какие конкретно ускорения нужны, например? Ну хотя бы 20к >Так-то, меньше 110 кубов не спортивно. На какой линии? 2 мм? Разрешение покинуло чат? >Ну и 50 кубов на вулкане... хм, смотря чего. Нейлон CF/GF осилишь? Вряд ли, скорее это абс, максимум абс с углеволокном
>>557032 >Ну хотя бы 20к Хоссспади. Я уж думал, ты планку на уровне 60к или выше установишь. 76+8+4=88 грамм собранный хотблок супервулкана. К этому добавить 2мм титановый уголок 35 на 10мм для удержания нижней части, ну, ещё 12 грамм допустим. Goliath в комплекте с мелким алюминиевым радиатором 95 грамм. Ну, пусть радиатор аж 15 грамм весит, хотя столько там вряд ли.
> >Так-то, меньше 110 кубов не спортивно. > На какой линии? 2 мм? Разрешение покинуло чат? Пример с шириной линии 1мм, высотой слоя 0.5мм, потоком 110 кубов. Херово печатает? https://youtu.be/5nwWHRBwtsI
>>557038 >Итого: увеличение массы на 20% относительно Голиафа-эталона. *на 25% Максимально ожидаемое снижение ускорения 56%. Но это если бы один хотблок двигали. В составе с обвеской (пусть в сумме 400 грамм голиаф), включая оси, не более 10%.
>>557038 >76+8+4=88 грамм собранный хотблок супервулкана. >К этому добавить 2мм титановый уголок 35 на 10мм для удержания нижней части, ну, ещё 12 грамм допустим. Голиаф крепится тремя винтами, супервулкан одним и то это сам термобарьер. Угадай что из этого будет качаться как маятник дедушкиных часов? Не, если конечно добавить резьбовой уплотнитель, то может супервулкан тоже будет крепко держаться, но я б сомневался в этом >Пример с шириной линии 1мм, высотой слоя 0.5мм, потоком 110 кубов. Херово печатает? Нууу резьбу M3 таким сложновато печатать будет. На каких-нибудь принтерах с рабочей зоной 600+ это может имеет смысл, но на типичных вряд ли
>>557040 > супервулкан одним и то это сам термобарьер. Да воззри ж ты наконец мои пикрилы. Винт упирается в глухую часть под второй термистор (который никто не ставит), снаружи фиксируется резьбой в уголке (можно не такими широкими, как у меня, 10мм хватит, мне просто лень переделывать). В штатных решениях так же делают. В связи с тем, что гораздо ближе к свободной части, это трём винтам голиафа квазиэквивалентно.
> Угадай что из этого будет качаться как маятник дедушкиных часов? Язык диванного критика, угадал?
>Нууу резьбу M3 таким сложновато печатать будет. Зочем? Такую резьбу закладными гайками обеспечивают, а не печатью. Ну ок, можно извернуться и посредством адаптивных слоём и заниженим скорости напечатать m4 миллиметровым (было). Насчёт m3 не уверен, тут очень на грани, обдув должен быть адовым. Но это, имхо, бред.
>>557041 >Винт упирается в глухую часть под второй термистор Дополню для не державших в руках: при этом резьба с захода в отверстие уже имеется из коробки; предполагается, что так фиксируется нижний термистор.
>>557041 >Винт упирается в глухую часть под второй термистор Омск, но окей, принимается >Зочем? Ну иногда надо. М4 регулярно надо печатать, если не надо выкручивать-закручивать много раз, то она просто отлично работает 0.4 ещё заебись подходит печатать трафареты вплоть до qfp и 0805, там более проблемно получить ровный верхний слой правда
>>557067 >Аноны кто печатал аниме фигурки покажите результаты, хочу узнать стоит вообще вкатываться или качество ни в какое сравнение не идет с китай фабриками. Хочешь сравнимое качество -- ставишь слой 0.04 и ждёшь трое суток. https://www.youtube.com/watch?v=ngpw0ojHODA
Щелкает филамент при печати, на модели вкрапления недоэкструзии как будто ножом протыкали. Перегрев радиатора? Принтер работал стабильно год. Изменений ни каких нет. Не в механике не в настройках печати.
>>557083 >Щелкает филамент при печати, на модели вкрапления недоэкструзии как будто ножом протыкали. Перегрев радиатора? Разморозьте курицу просушите филамент.
>>557086 Звук щёлканья именно от разгорячённого филамента? Это очень странно, что та же катушка работает на другом принтере. Ну, очевидно, тогда да, какая-то лажа с температурой.
Вспоминаю, у меня как-то контакт термистора отошёл, 300градусная нутелла потекла рекой. Тоже странным быстрым щёлканьем вроде сопровождалось, но не уверен, давно было.
Есть продавец, и у него есть лежалый PLA 2014 года производства. Нераспакованный, в гермопакетах в коробках. Цена вкусная, 350 р/кг, 300р/кг если все 10 катушек заберу. Насколько такой пластик мог испортиться, какого от него поведения можно ждать? Я, случилось, ещё более древних годов и такого же хранения ABS брал (у другого продавца), печатало отлично (это был Picaso, если кому интересно). Но то был ABS.
У кого есть опыт со стародревним PLA? Какие подводные?
Из оружача направили к вам. Хотел купить тюнинг на свой Вепрь, а он стоит больше 20к. Советуют взять принтер и начепятать всё самому, да ещё и принтер останется в хозяйстве. Какой принтер посоветуете в категории топ за свои деньги? Бюджет: 40-60к. Сложно ли вкатиться или меня так затроллили?
>>557162 >Сложно ли вкатиться или меня так затроллили? Нет, если есть готовые в инете модели для твоего говна, то это дельный совет. При условии что слово сопромат для тебя че-то значит, а то мало ли
Прикупаешь стальные вулкан-сопла диаметром 0.4мм (лучше карбид вольфрама, но это от 5.5к), сами хотблок-вулканы с обвеской (карбид вольфрама из алюминия вывинтится, бери медные), покупаешь катушки Neylon GF (в случае сопла из карбида вольфрама вот этот филамент идеален по соотношению цена/качество https://zona-3d.ru/catalog/plastiki/novaprint3d_by_skolkovo/kompozitnyy_poliamid_nova_pa_gf30_1_75_mm_730_g ), печатаешь свои модельки, наслаждаешься. Они же в виде файлов есть? Повидон K90 разбодяжить не забудь, чтобы точно не отлипло.
В целом, желателен PETG, но с посаженной двойной прокладкой из какого-нибудь Flex-а. Стенки/дно от 1мм, чтобы лёд не опупырил заполнение 15% для амортизации температурного расширения.
>>557164 >При условии что слово сопромат для тебя че-то значит, а то мало ли Не, я вообще не в теме. Мне сказали, что можно скачать попен-сурсные файлики и принтер сам сделает бррр, а мне придётся только выковырять лишний пластик.
>>557188 >Вряд ли найдёшь что лучше. Проверь только, что по области печати проходит. Спасибо. Что-то везде в обзорах упоминают, что он отечественный и импортозамещённый. Не легче ли взять китайца как у всех, чтобы было у кого спросить, если что произойдёт? Или он действительно хорош?
>>557230 >Не легче ли взять китайца как у всех, чтобы было у кого спросить, если что произойдёт? Легче. Вот только что может нестандартного произойти, присущего конкретно этому принтеру? Там же не закрытая прошивка вшивого китайца, а в остальном все возможные дефекты и методы их устранения давно перетёрты с тысячах статей и видеороликов. Это ж не какой-нибудь Magneto X с уникальными для отрасли компонентами.
> Или он действительно хорош? С кинематикой Ultimaker на жёсткой стальной раме? Если найдёшь за ту же цену что-то схожее, кидай в тред, пока же он уникален. Так раз для быстрой точной печати твоего брата маня-тактикульных насечек соплом 0.2 слоем 0.08.
>>557162 >больше 20к Я так понял 3д-печать не твоя тема и долго разбираться и пердолится ты не хочешь. Если ты купишь принтер за 20к, то ты напечатаешь говно. Ты можешь взять принтер за 100к и он скорей всего нормально тебе напечатает, но по цене это 5 наборов тюнинга. Советую не ебать моск, а купить готовый набор твоей хуйни.
>>557188 >https://ivilol.ru/3d-printery/kit-nabor-ulti-steel-v2-x/ >Вряд ли найдёшь что лучше. Проверь только, что по области печати проходит. >KIT-набор >Область печати: 200x200x270 мм >Скорость печати: 20 - 200 мм/с >Производительность: до 20 мм³/сек Ты совсем пизданутый что ли? 46к за вот это поделие которое печатает со скоростью срущей черепахи? Да ещё и руками собирать? Залезь нахуй обратно в свой 2018 год, дедуля, у меня эндер 3 про с парой модов печатает в полтора раза быстрее твоего говна >вот этот филамент идеален по соотношению цена/качество >Композитный полиамид Nova PA-GF30 На нормальный пластик деньги есть, а на человеческий принтер нету. Ладно бы ты тут выёбывался воронами или ратригами, но блядь, это просто космический уровень отбитости >>557162 >Какой принтер посоветуете в категории топ за свои деньги? Бюджет: 40-60к. Пиздуешь вот сюда https://k3d.tech/part-navi/printers/ потом ищещь на али Скуфдшен К1 за ~36-38к. В обзоре на ютубе у Соркина сказано чё надо допилить, но даже без этого принтер будет достаточно хорошо печатать в стоке, единственное поменяй сопло на https://aliexpress.ru/item/1005006052004199.html или https://aliexpress.ru/item/1005005675785101.html >>557228 У тебя должно быть инженерное чувство "ебанёт - не должно". Ну чтоб у тебя посреди игры не было смешного момента с отломавшимся обвесом или каким последствиями похуже. Формулы и цифры знать не надо, но понимать что ты вообще делаешь - необходимо. >>557234 >Там же не закрытая прошивка вшивого китайца У нас на рынке есть две компании которые не используют опенсорсные прошивки это пидорассо и бамбулаб. Всё остальное это поголовно клитор и марлин. >Если найдёшь за ту же цену что-то схожее, кидай в тред, пока же он уникален Лол, с такой толщиной стенок жёсткость там и не заходила, а как петь эта штука будет на ускорениях в 1-2g ойййй, прям концерты пугачёвой. Ну и прямоугольностью там тоже не пахнет, это можно сделать качественно только на профилях 30x30 или 40x40
>>557241 >Ты совсем пизданутый что ли? 46к за вот это поделие которое печатает со скоростью срущей черепахи? Если ты "я-у-мамы-Мастурбек", не способный понять, где база, а где легконавешиваемые опции, то скукожься с треда. Ставишь вулкан и выкручиваешь скорость на 600мм/с, здесь это вообще не проблема (где ты правда разгонишься на таком поле, неясно).
> у меня эндер 3 про с парой модов печатает в полтора раза быстрее твоего говна Я не понял, это ты хвастаешься или жалуешься? Во втором случае, нехер было говно брать, расхлёбывай теперь. В первом, тебе в первую психиатрическую надо.
> В обзоре на ютубе у Соркина сказано чё надо допилить, Creality K1C Стоимость: 490-550$ Область печати: 229x226 мм Процитирую классика, которому и отвечаю же: Ты совсем пизданутый что ли?(ТМ)
"Не трогай моё говно!" (с)
> Лол, с такой толщиной стенок жёсткость там и не заходила 2мм стали оболочки для КУБа тебе мало? Ты фрезеровать на нём собрался?
> а как петь эта штука будет на ускорениях в 1-2g ойййй Чушь какую-то несёшь. Чему там "петь"? Корпусу, что ли? В общем, по шуму на 3g сравнимо с обычным шестым мишкой.
> Ну и прямоугольностью там тоже не пахнет, это можно сделать качественно только на профилях 30x30 или 40x40 Ты skew correction не осилил или что там с тобой происходит?
Я, кстати, зашёл на их сайт и увидел, что проебался: они какое-то говно проприетарное запихнули на какую-то говноплату теперь. Что мне попадалось, то было на BTT SKR собрано.
>>557243 >легконавешиваемые опции Поверь мне, для человека который ни разу не видел в жизни 3д принтер там о легконавешиваемости речи не идёт вообще. А для прошаренного зачем нужно такое хуй пойми что? Есть куча нормальных отечественных принтеров, там Faberant Cube, Z-bolt, самосбор - Восток. Creality есть смысл брать потому что огромное коммьюнити запилит все моды за тебя, тебе только напечатать и поставить. Нахера нужен нонейм принтер с полутора пользователями по оверпрайсу - мне принципиально непонятно. >где ты правда разгонишься на таком поле, неясно Ну так о чем речь, ты там хотя бы 10к ускорений получишь на этом анал-о-говне-те? >Я не понял, это ты хвастаешься или жалуешься? >в полтора раза быстрее У тебя с логикой всё хорошо? > нехер было говно брать, расхлёбывай теперь У меня эндер 3 с апгрейдами вышел в примерно 20к, рабочие скорости 300 мм/с, ускорения 3к, объемный поток до 30 кубиков, автолевелинг. Ну единственное на что жаловаться - дрыгостол без зашивки, а так отличный принтер за свои деньги, особенно для изучения того как всё это устроено. >Процитирую классика, которому и отвечаю же: K1 стоит 37к и ИСКАРОПКИ работает лучше того что ты предложил, куда ты смотришь? K1C ну лучше тем что там не надо менять шкивы и сопло твёрдое из коробки, но да стоит около 50к. Вопрос, чем блядь твой самосбор лучше принтера за те же деньги, который работает из коробки? >Ты skew correction не осилил или что там с тобой происходит? Нельзя починить софтом ВСЁ. Эта хуйня предназначена для тонкой донастройки когда выдрачивать доли градусов сложно, если перекос больше 1 градуса - это уже надо задаться вопросом прямоты рук при сборке. Это прямо написано в документации на эту функцию Software based skew correction can help resolve dimensional inaccuracies resulting from a printer assembly that is not perfectly square. Note that if your printer is significantly skewed it is strongly recommended to first use mechanical means to get your printer as square as possible prior to applying software based correction. >они какое-то говно проприетарное запихнули на какую-то говноплату теперь Тем временем ты получаешь полноценный доступ к клипперу на Скуфдшен одной строчкой в терминале: https://guilouz.github.io/Creality-Helper-Script-Wiki/ Единственное что там пропиретарное это их процедура хоуминга. Она сделана не макросом а каким-то их аддоном к клипперу без исходников, но всё остальное там открытое и доступно для настройки.
>>557241 >46к за вот это поделие которое печатает со скоростью срущей черепахи? Да ещё и руками собирать? Залезь нахуй обратно в свой 2018 год, дедуля, у меня эндер 3 про с парой модов печатает в полтора раза быстрее твоего говна Скоростноёбы обезумели. Чисто механически голову можно хоть до 1м/с разогнать, вот только далеко не все пластики это переносят. А те, что переносят - хуёво спекаются и криво ложатся. Физику не наебёшь. У пластика при заданной температуре есть коэффициент вязкости, который на высокой скорости начинает его драть. Уменьшить эту вязкость можно единственным способом - повышая температуру, упираясь почти в температуру разложения. При этом начинаются обдувопроблемы и всякие косяки спекания, ибо скорости в углах и на линии слишком различаются. В общем, скорости выше 150-200мм/с на практике реализовывать проблемно даже на заполнении.
>>557246 >Поверь мне, для человека который ни разу не видел в жизни 3д принтер там о легконавешиваемости речи не идёт вообще. Ну... ему же сопло один хер менять, не? Так хотблок заодно сменить немногим сложнее.
> Есть куча нормальных отечественных принтеров, там Faberant Cube, За такой ценник можно VzBot собрать.
> Z-bolt А за такой ценник можно довесить ему шнековый экструдер под печать гранулами PEEKа.
> самосбор - Восток В принципе, да.
>Ну так о чем речь, ты там хотя бы 10к ускорений получишь на этом анал-о-говне-те? 30k же, писал.
> У тебя с логикой всё хорошо Жалоб на логику не наблюдалось. Ты свой кал притащил в сравнительный пример, а эталоном выставил гарантируемые параметры стокового плоского хотблока. Разумеется это только смех может вызвать.
>У меня эндер 3 с апгрейдами вышел в примерно 20к, рабочие скорости 300 мм/с, ускорения 3к, объемный поток до 30 кубиков, автолевелинг. А у US рабочие скорости скорости 500мм/с, ускорения тоже 3к, объёмный поток 60 кубиков (конечно, после замены головы). Пока преимуществ не вижу.
>K1 стоит 37к и ИСКАРОПКИ работает лучше того что ты предложил, куда ты смотришь? Ну так в целом да.
>Вопрос, чем блядь твой самосбор лучше принтера за те же деньги, который работает из коробки? Доплати 4к, получишь не самосбор. Но, исходя из того, что они решили говнопрошивку на говноплату теперь шить, теперь твой вариант стал лучше без вариантов.
>если перекос больше 1 градуса - это уже надо задаться вопросом прямоты рук при сборке. Там нет одного градуса кривизны на US-е.
>Тем временем ты получаешь полноценный доступ к клипперу на Скуфдшен одной строчкой в терминале: Я уже признал, что моё предложение ВСЁ.
> Скоростноёбы обезумели. Чисто механически голову можно хоть до 1м/с разогнать, вот только далеко не все пластики это переносят. А те, что переносят - хуёво спекаются и криво ложатся. 3000мм/с нормально ложатся, видеопруфы в интернетах.
>У пластика при заданной температуре есть коэффициент вязкости, который на высокой скорости начинает его драть. Скажи, омич-3d-печатник, ты наркоман, да? Я просто тоже где-то там живу, могли бы вместе дышать смолой. Откуда драть? Из какого места? С напечатанной модели? Ничего, что именно благодаря быстро давимому потоку там всё будет прекрасно? Или из сопла? Объясни подробней.
>>557353 >ему же сопло один хер менять, не? Так хотблок заодно сменить немногим сложнее. Сопло менятеся одним инструментом это буквально закрутить один винт. Это даже делается одной рукой >30k же, писал. Ты меня не понял, я на эндере могу без пропуска шагов получить спокойно десятку, вопрос сколько тебе даст шейпер. Вот в 10к я ещё поверю потому что на К1 с подтянутыми примерно винтами шейперы и дают около 10к. > гарантируемые параметры стокового плоского хотблока Там про это не сказано ни слова. На глаз там MK10, а это примерно то же что и V6. Без перегрева пластика тебе это 10-15 кубиков. Типичный вулкан без пергрева дает 18-20 кубиков. >объёмный поток 60 кубиков (конечно, после замены головы) С нормальным спеканием? Ты предлагаешь ставить человеку голиафа с водянкой что ли туда? Ну если рапидо, то я ещё поверю, только он стоит как самолёт. Правда под такую ДИЛДУ придется явно менять вентиляторы и моделить воздуховоды потому что никто их ненамоделил... >Ну так в целом да. Твой вариант актуален года так для 2018. Сейчас у белых людей в принтере обязан быть автолевелинг с автоматическим z оффсетом, у совсем белых - ещё и автокалибровка потока. >>557354 Ну какие 30к на эндере, дрыгостоле, так ещё на V-slot вместо рельс? Разумеется там после шейперов всего 3к, не 30.
>>557351 >>557353 Спасибо вам обоим. То есть всё-таки лучше брать Creality K1 за 35к и тратиться на апгрейды или Creality K1C за 39к и поменять только сопло?
>>557369 >То есть всё-таки лучше брать Creality K1 за 35к и тратиться на апгрейды или Creality K1C за 39к и поменять только сопло? Если ты нашёл K1C за 39к - бери не раздумывая, так он под 50 стоил что ли
>>557358 >Ты предлагаешь ставить человеку голиафа с водянкой что ли туда? Почему ты обвиняешь анона в том, чего он ещё не говорил? Обычная СЖО на минеральном масле, вокруг фильеры индуктивный контур на пару киловатт. Голиафы-шмолиафы.
Анончик, не агрись за глупый вопрос, при выборе натыкался на слишком много старой инфы, что взять неофиту в 3д печати в 2к24? Готов потратить где-то 150-350$, но лучше не всю сумму, тк не хотелось бы откладывать в долгий ящик покупку всяких шлифмашинок и прочих нишяков для обработки изделий. Насколько вообще страшно брать принтер с дрыгостолом ? И какие подводные камни у ender 3 v3 se?
>>557351 >Я для кого написал про объемный поток? Какая разница, какой поток? Сопло давит колбасу, а колбаса вязкая. С какой бы скоростью ты её не давил - она не успевает протечь, испытав все эти деформации, без образования всяких сраных каверн и неровностей. Это неньютоновская жидкость же. https://www.youtube.com/watch?v=BBQTD9_34sQ
>>557382 >С какой бы скоростью ты её не давил - она не успевает протечь, испытав все эти деформации, без образования всяких сраных каверн и неровностей. Что. Ты. Такое. Несёшь. ? https://www.youtube.com/watch?v=nGBx-sHxctw
Всё что я на твоём видео вижу, так это что немецкие кончи забыли нормальный обдув для PLA включить (они его вообще включали?).
>>557384 Я моделю давно уже, но раньше было не под печать Щас пизжу дизайны ламп настольных всяких у блогеров из инстаграма и пытаюсь повторить, печатал у друга, выглядит неплохо, плюс всякая бытовая хрень, где-то что-то починить, где-то что-то доделать. Мне знакомый под сложные формы сказал, что фотополимер лучше всего, но как первое устройство это кажется сложно, дорого, ещё и смола эта стоит дохрена В идеале хочется, чтоб на выходе были корпуса и детали для потребительской электроники
>>557390 Видно же, что полоска в артефактах. Но таки да, обдув ситуацию облегчает. При этом на хуёво адгезирующих к столу пластиках обдув смертелен. И на пластиках с большой термоусадкой от обдува всю модель может распидорасить. С пла гиперскорость проканает, с абс и тем более нейлоном уже вряд ли.
Поддался "умным" советам обновить прошивку через sd карту. В результате экран просто светится и ничего не показывает! Откат на предыдущую прошивку не получается. Что делать?
>>557559 У экрана тоже есть прошивка и её тоже надо обновлять на совместимую. Ещё там экранов три разных контроллера и надо не проебаться. Васянские прошивки особенно любят проебаться.
>>557589 >компилируй >platformio Ебать у меня срака сгорела, когда я пытался собрать марлин под аквиллу на gd32. И плата почти как у эндера, контроллер почти копия stm, но эта залупа platformio, придуманная дегенератами пиздец просто, ну вообще ни в какую не хотела собирать прошивку. Всё по гайдам, но не работает. Подробностей не помню, но в итоге разобрался. А когда я решил в конфигах марлина покопаться, моя срака сгорела второй раз носить флешку к принтеру двадцать раз. А ещё эта ебля с экранами, пиздец просто.
В итоге перекатил всё на клиппер и радуюсь удобству настройки и использования. Просто другой уровень. Как-будто с разваливающейся шохи на новый мерседес сел. Никакой больше беготни с флешкой, скинул по сети и всё. Накидал макросов, теперь шевелится всё именно как я хотел. Никакого всратого экранчика с энкодером, а человеческий интерфейс на 27" экране. Ещё и свой функционал добавить можно элементарно и кнопками вывести. Подключил одноплатник через шлейф экрана, закрепил в основании принтера на в печатном коробке вместе с понижайкой и кайфую. Стоило 700 сейчас дороже, но всё равно рублей потраченных на orangepi и двух вечеров на сборку и настройку.
Ставьте клиппер посаны короч. Сейчас одноплатник за 700 не найдёте, но по цене катушки хорошего пластика — вполне. А, да, экран у принтера нахуй не нужон.
>>557643 >Протезы для бедняг калек реально сделать, ну хотя бы пальцев с ограниченным функционалом понятное дело? Ты не представляешь, сколько нужно пройти еботни по медицинской сертификации протезов из пластмассы. Сама пластмасса, чистые комнаты, биосовместимость, отчёты по сдохшим крысам, etc. Один универ из Баттхёртостана сейчас круги ада проходит на этом поприще. Херачить будут преимущественно медицинским PEEKом и керамикой.
Если интересна фактическая, а не правовая сторона вопроса, то помимо сложности с конкретно контактной с плотью частью (а там есть куча проблем, упомянуть хотя бы необходимость первично мягкой оболочки, чтобы не сгрызло кость, к которой крепится, а ещё она обрастать фасциями должна лишь в меру), проблем вроде быть не должно никаких. PA66GF30 по многим важным для протезирования параметрам и с иными металлами посоперничает. Гораздо сложнее сделать протез "живым", съём миографических данных с обрубка для дальнейшей стимуляции механической активности.
А есть какой то простейший способ нарисовать 3д модель? Тыкнулся в СкетчАП и ФриКад, это пиздец, я не понимаю нихуя, все тупо антиинтуитивно, а мне простенькую деталь напечатать бы
>>557643 Протезы делятся на микропроцессорные (самые сложные), рабочие (это те, что с насадками из металла), активные и косметические. Первые два отбрасываем, потому как нужен металл. Последние два можно попытаться изготовить. Из них активный будет сложнее, потому как у него есть функция разжимания кисти при опускании руки. Остаются косметические протезы. Они делятся по длине: протез при вычленении плеча, протез плеча, протез предплечья, протез кисти, протез пальца. Из них на маленьком принтере можно изготовить только последние 2 или 3, если принтер побольше. Это если только для себя и для бесплатной раздачи. Потому как продавать протезы ты не сможешь, нужна лицензия. А её не дадут, потому как существует монополия у московского протезно-ортопедического предприятия. А тебе чтобы влезть на рынок, нужно будет получать лицензии, соблюдать ГОСТЫ и т.д.
Кто-нибудь заказывал с али в последнее время? Смотрю принтер и у него есть два путя: "экспресс" и "Китай/CN". Последний показывает с пошлиной. А "экспресс" значит, что он из РФ и что пошлины нет? Она в ценнике не указана.
>>557698 >Ты не представляешь, сколько нужно пройти еботни по медицинской сертификации протезов из пластмассы. Сертификация нужна только если у тебя эти протезы будут госучреждения за бюджетные деньги тарить. А если так рыночек демпинговать, то всем похуй.
>>557705 Тащемта, 99% новомодной бионики - это обычный культеприёмник, в котором обрубок нажимает две кнопки, и по этим кнопкам вперёд-назад проигрывается анимация сжимания-разжимания руки. У дорогой бионики за хуиллиарды долларов несколько анимаций, которые надо здоровой рукой переключать, лол. Это можно сделать на ардуине простейшей. А по функционалу это не сильно отличается от крючков. >Это если только для себя и для бесплатной раздачи. Потому как продавать протезы ты не сможешь, нужна лицензия. А её не дадут Никто не запрещает изготавливать на заказ "прототипы протезов", например. Протезный продукт, идентичный натуральному. Многотысячными тиражами так, конечно, не поторгуешь. Но частному самодельщику это и не нужно.
С протезами проблема ровно одна: каждый обрубок уникален, и на каждый обрубок придётся потратить дохуя времени на моделирование, подгонку и поиск точек, куда кнопки закрепить. Не факт, что это время окупится. С другой стороны, самодельщик может пробовать сделать омскую хуйню, закрепить безрукому кучу кнопок на пальцах ног, на мимических мышцах ебальника или в анусе ещё в каких-то неожиданных местах, лол, и проводить над этим горе-киборгом бесчеловечные эксперименты, которые могут оказаться удачнее, чем у официальных ортопедов а могут и не оказаться.
С третьей стороны, сейчас в продаже есть вот такие хуёвины: https://virtuality.club/store/nejrogarnituri/nejrointerfejs-emotiv-epoc-x-14-channel-mobile--2020-/ Стоит 100-200 тыщ, заменяет игровой джойстик, обещает до 14 каналов - этого уже хватит на довольно продвинутые манипуляторы, даже если обе руки к хуям оторвало. Правда, по https://habr.com/ru/articles/115055/ обзору надрочиться на все 14 каналов потребует уйму времени, а ещё эта байда расходует жидкость для смачивания электродов. Но начало уже неплохое. Надо паралитика какого-нибудь найти, который годами только и делает, что в игоры играет через нейроинтерфейс, и прикрутить к нему внешние роборуки, чтобы он ими ложку взял и кашу поел. Вот это будет такая пушка, что даже по первому аналу покажут.
>>557779 Это какая-то тёмная лошадка честно говоря. Обзоров на него нет, хотя существует давно. Если это рабочий IDEX за 27к, который заработает без недели танцов с бубном, то выглядит вкусно, но хер знает что там вообще
>>557779 Ну во-первых это распродажа. В норме оно 50к стоит. Во-вторых, это очевидный упрощённый клон медведа, который там рядом в такой же распродаже валяется за примерно такую же цену.
>>557811 >В норме оно 50к стоит. Не стоит. Я его, наверное, полтора года назад по цене около 37к видел (может не A модификация, хз, но тоже IDEX). А что продавец регулярно накидывает цену, чтобы сделать затем вид, что распродажа, это другое.
>>557816 > наверное, полтора года назад Летом 22-го? Когда доллар чуть-ли не до 50 рублей упал, а на алиэкспрессе ещё можно было покупать без акитовской прокладки и конской наценки?
>>557818 >Когда доллар чуть-ли не до 50 рублей упал, Не припоминаю такого. Как он с 70 до 150+ ломанулся, помню, как сбили до 90 помню. Но вот падения до 50 р/$ не застал. Так что не в этот период (если он такой был).
Посоны, какой изопропиловый спирт норм сейчас? Раньше брал абсолютированный от lonstin, сейчас он весь 75%, ацетоном воняет, и судя по отзывам так сейчас воняет он весь
>>557724 В конце апреля заказывал. 26 заказал, 30 получил. Никакой пошлины нет, ведь доставка из России. >>557733 На последней распродаже был за 25 тысяч. К1 дороже раза в полтора.
Пересел на него с эндора, после него флэшфордж вообще пушкагонка. По началу охуевал от скорости. Печатаю всякую хуйню без остановки как будто это мой первый принтер. Из особенностей это проприетарные сопла-картриджи (меняются за 5 секунд, но стоят 2-3 тысячи) и слабая (мало оперативной памяти) плата. Первое при желании решается модом на копеечные клоны бамбусопел. Второе, на мой взгляд, единственный существенный минус принтера. В стоке там стоит урезанный клиппер (без веб интерфейса). Есть клиппер мод, ставится на раз два, с флюидом и мейнселом, но плагины типа телеграм бота на него по прежнему не накатить.
>>558017 Спасибо, анон, тоже посматриваю на м5 А отдельно на него не ставятся платы помощнее? И подскажи, что с поддержкой комьюнити? Насколько уже много по нему тем на форумах, видосов по апгрейду и ТД?
>>558046 >А отдельно на него не ставятся платы помощнее? Там в голове отдельная плата с акселерометром, драйвером, контроллером и прошивкой. Не думаю что можно будет ее подружить с другой основной платой.
Весь базовый функционал работает, все стабильно. Ограниченность в том, что дополнительно ничего не накатишь. Мне лично не хватает телеграм бота, которым я пользовался на прошлом принтере с октопринтом. Частично решил это установкой отдельной камеры и умной розеткой.
>что с поддержкой комьюнити? Насколько уже много по нему тем на форумах, видосов по апгрейду и ТД?
Он самодостаточен, и пердолиться с ним не нужно. Запустил, он сам онкалибровал пиды стола и сопла, подрыгал головой, выставил шейперы и все, бери и печатай. Есть чатик в телеграме, там все модификации, гайды и все такое. На ютубах в основном распаковки, ничего полезного. Он не особопопулярен на самом деле. Соркин, напимер его поливает говном и топит за К1 который заметно дороже. а хомячки верят и обходят его стороной.
>>558138 >чтобы модель лучше всего держдала резкие удары? > резкие Пучности сверхзвукового фронта ударной волны? Гироид распределит пневмонагрузку равномерно. Ты лучше скажи, где PA66 закупился?
>>558017, >>558090 спасибо, аноны, будучи совсем ньюфагом тяжело не пропустить какие-то моменты, но щас начал читать чаты по 3д печати в телеге и очень многое советуют ФФ а5м, при том, что негативных отзывов всего пару видел
>>558166 > очень многое советуют ФФ а5м, при том, что негативных отзывов всего пару видел Не слушай никого, тебе тут насоветуют, бегом grbl накатывай на ардуинку и сиди-печатай, советую начать с 4-осевой SCARA-кинематикой с вращающейся платформой, а дальше уже масть попрёт.
>>557779 >>557816 Сука, навязчивые мысли победили. Правда его определенно надо будет перевести на клитор и сделать директ, в остальном посмотрим насколько это ужасно >>558197 K1 прям пердолить это только замена шкивов. Полноценный клиппер с интерфейсом, включая таймлапсы, там ставится одним скриптом за 5 минут. В К1С надо вообще только надо накатить клиппер. У флэшфорджа какие-то проприетарные сопла, а в к1 можно ставить обычный вулкан
>>558230 >поцоны скиньте стл рога, чтобы я в него дул, а он гудел. типа свистка но на десять октав ниже Бросаешь на стол стандартную калибровочную модель Dino Dick, переворачиваешь по оси OZ, в центре головы плюхаешь цилиндр с 0% заполнением и 0 стенками, удаляешь пересечение в разделе ремонта объектов, печатаешь в режиме вазы, вуаля. Можешь трубить на зависть всем. Если размеры твоей дырки не подходят для нужного тембра, то всё то же самое, но без режима вазы, со сверхнизким заполнением, а сверху пенетрировать допцилиндром с 0% заполнением и 0 стенками также.
>>558370 На реддите ты найдёшь комментов на любую тему и столько же их опровергающих. Если и спечётся, то точно порвётся на первой же нагрузке как любой стык материалов.
>>558395 Давно натыкался на такой проект, а сейчас не могу найти, там короче в Прусу ХL с пятью бошками один экструдер заменили на микро фрезер и принтер в процессе печати фрезерует пазы, отверстия и плоскости, чтобы попасть в точный размер под подшипники и прочие точности / геометрии, думал купить но тогда все было сырое и костыльное.
>>558413 Жесткости не хватит. Все будет вибрировать, рельсы быстро умрут плюс срач во все стороны и боль с написанием кода. Фрезер по пластику даже из RatRig не получится. Да и проблема 3де печати в нависаниях-поддежках, как их фрезеровать? А под подшипник и так посадку можно подобрать.
>>558442 Там на видео дроч а не фрезеровка. Подравнивать снимая по 0.1мм каждый слой? К тому же о какой геометрической точности может идти речь если после остывания деталь вновь распидорасит от усадки. А инженерные материалы и того хуже, плохая вдгезия, усадка и высокие температуры в камере. Если уж мечтать то я бы собирал новый ратриг idex на 400мм и в таких же габаритах но усиленной рамой портальный фрезер с 1500вт головой, на 20мм рельсах, 16мм швп. Поставить один на другой и збс. А то что у тебя на фото ну можно прикрутить к старому эндеру платы сверлить.
>>558448 >Там на видео дроч а не фрезеровка. Подравнивать снимая по 0.1мм каждый слой? Анон, а ты тоже снимаешь по 20мм стали за проход на своём карусельно-токарном PolarBear 3d-принтере?
>>557241 Сегодня доставили К1С по твоему совету. Актуально ли покупать для него эти сопла? Чем лучше всего печатать? Что-то нужно сделать до начала работы сверх инструкции? Какие ещё есть подводные?
>>558615 >От мамки лучше съедь В 3d-принтерах по бетону кто-нибудь шарит? С чего начать, какие подводные? Арматуру как пихать? Хотелось бы каждую из шести граней комнаты использовать по полной благодаря винтовым способом зафиксированной по краям мебели и шестерёночному зацеплению всей комнаты, центральная часть цельного пола, ладно, пусть пусть из рулона 3мм стали раздвигается каждый раз.
>>558624Яебал такие VFA. Экономики у этой хуйни нет. Таджики и газик победят. Если уж хочется то нужно искать прям нишевую нишу. Например поставить такой экструдер на Куку и отливать кастомные заборы и садовую мебель.
Арматуру ручками, экстудер по аналогии со штукатурными станциями
>>558448 >К тому же о какой геометрической точности может идти речь если после остывания деталь вновь распидорасит от усадки Основная проблема это отлипание детали при хоть сколько серьезных боковых нагрузках. Усадка зависит от пластика и фрезеровать можно после остывания >>558573 >Актуально ли покупать для него эти сопла? Попробуй пока стоковое, вроде оно там калёное и хватит надолго >Чем лучше всего печатать? PLA, PETG, если есть вытяжка то ABS. Начни с этого, потом втянешься >Что-то нужно сделать до начала работы сверх инструкции? Нет, сначала поучись в стоке че как работает попечатай кубики, бенчи и вот это всё
>>558624 >В 3d-принтерах по бетону кто-нибудь шарит? >С чего начать, какие подводные? С принтера глиной. Это известная тема да и керамика профитнее будет печати домов в перспективе. Подводных дохуя в частности быстросхватывающийся бетон это проблема
Чому на Озоне катушки "старпласта" и "ниса" стоят в 2 раза дешевле, чем у самих производителей? Они туда сливают брак? Подделывать российских ноунеймов вряд ли кто будет.
>>558670 Тебе производитель свои оптовые цены показывал? Или только гойские розничные? А озончик может себе позволить записать в гои уже своих поставщиков и принудить ронять цены чтоб быть выше в выдаче чем конкуренты. И еще брать себе 30-50%. С браком тоже проще, возвратов в озоне нет. Как впрочем при любой покупке в розницу. Хоть какие то предъявы можно кинуть если это опт и есть договор поставки с прописанным ТУ на пруток
Посоны, как заставить куру не печатать линию в левом нижнем углу стола? А то она и так вокруг модели контур печатает, я эту линия заебался уже каждый раз отдирать. В настройках в стандартном жкоде есть эти строки: G1 X-3 Y100.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X-2 Y100.0 Z0.28 F5000.0 ;Move to side a little G1 X-2 Y20 Z0.28 F1500.0 E30 ;Draw the second line Пытался их закомментировать, но привело это исключительно к тому, что при старте печати принтер разогревает сопло и стол до нужной температуры, но сразу же после этого говорит, что всё, отпечатано, 100% выполнено.
>>558684 Дык я об этом и говорю, я хочу, чтобы оно вокруг модели печатало, а в углу не печатало. Гуглил, пишут что в Preferences -> Printers -> Machine Settings надо вот те строки из моего поста, которые линию печатают, закомментировать, я их комментирую, и в итоге нихуя не работает.
>>558690 Подставляя точку с запятой в начале строки. А вот удалять не пробовал, но сейчас попробую. Я с G-code не знаком, но если он работает более-менее так же, как и обычные языки погромирования, то по идее что комментирование, что удаление строки это однохуйственно.
>>558690 Спасибо, ананасик мой сладенький. Удалил строки вместо комментирования, отслайсил, начал печать, и всё отлично, линию не печатает, юбку печатает, модель печатает, атас.
Сап принтаны, хочу вкатиться с нуля в fdm печатать и фрезеровку ненужной хуйни самоделок. С чего начать? Нужен универсальный (cad/cam) + слайсер и главное бесплатный софт для хобистов, что посоветуешь анон?
>>558709 Реально хороший софт в опенсорсе это редкость. А солидворкс пакеты и солидкам это как раз примеры того самого реально хорошего софта. Места с 100% распродажами круглый год никто не забирал
>>558017 Заказал ad5m, должен скоро приехать Что первым делать проверять? Где-то читал, что там какой-то шлейф замятый был в одной из партий и что это гарантийный случай, но хз куда смотреть, и что вообще в первую очередь проверять?
>>558670 Часто такое бывает, у озона логистика лучше построена и они могут привезти любую хуиту через пол страны задарма за счёт больших объёмов. Если производитель сам продаёт, ему надо и склад арендовать и машины и людей... Всё это говно уходит в розничную цену.
А у крупных производителей обычно наоборот, они могут задёшево распихать свой товар в каждый супермаркет и тут уже комиссии озона делают цену там намного выше. На дешёвой хуйне особенно заметно, какое-нибудь мыло на озоне может стоить 100 рублей против 50 в пятёрочке.
>>558782 Fusion бесплатный, но с анальным зондом – работает только с подключением к сети и всё сливает в облако. Недавно грозились поблочить кады, может уже и не работает. Ну, риск есть в любом случае. Фрикад бесплатный опенсорс. Но ты охуеешь скорее всего с него вкатываться.
>>558837 Не, там именно попытки загнать параметрическое проектирование в блендер. Я сам на него натыкался когда то, но даже не пытался ставить т.к. прям воняет попыткой скрестить ужа с носорогом
Смотрю я значит Россия24 и тут хуяк! мне показывают завод в Самарской области (г. Безенчук?) на котором делают филамент для 3д печати. А что за фирма я как то упустил. Кто нибудь знает как этот пластик называется и сколько стоит?
Что за херня, на файл 45мб вакаба ругается, что "код -12. файл слишком большой". Хотел новостной ролик с этим старпластом залить. https://www.youtube.com/watch?v=nrg8rAzcCh0
Абу, что за новоущемления? Было же 100мб ограничение.
Может кто пояснить за Voron 2.4, я понять не могу нах он нужен? У меня сложилось мнение что 1) Пиздец дорогая игрушка, 2)без особых характеристик или 3) без революционных фишек, 4) с тотальной еблей по сборке и отладке, 5) без какого либо супорта со стороны девелопера, арч какой-то от мира 3д принтеров.
>>558074 А вообще, стоит ли в обозримом будущем ждать комплекты для замены плат основной + той, что в башке, чтоб было хорошо
Алсо, двачик, посоветуй какие видео посмотреть базовую базу, чтоб не срать сюда тупые вопросы по типу а какие углы нависания допустимы, а как сделать кастомный g код чтоб он не по z равномерно шагал, а повторял волнистый паттерн детали ярус за соусом, например, какие делать зазорчики и как правильно делать резьбы, ящички, защёлки и тд
>>558912 У меня не получается спекать пла в монолит. На старте его много закупил т.к. самый простой в печати, в итоге лежат бухты. Абс/аса на постоянку дроч Пет это вообще для мазохистов/бомжей Петг заебись
>>558896 >Это норма? 1.65 мм перепад это дохуя. Регулируй подтяжку углов стола. Если не хватает, заменяй пружины или делай шайбовые подкладки.
>Печатает вроде неплохо. Угадаю: ты в центре, где этот примерный ноль, размещаешь мелкообъекты свои.
>Нужно ли фиксить и как? Сыпешь порошок и кладёшь сверху поверочную плиту до получения однородного отпечатка. Сука, ебучую бумажку используй под соплом!
мужики, выдайте базу по размеру сопел, умоляю. я просто раньше печатал на 0.4, потом купил набор сопел, из которых ставил только 0.2 и 1. 0.2 меня впечатлил ультрамелкими деталями, правда, только в слайсере, потому что общее качество печати не особо отличается от 0.4. а миллиметровое сопло меня удивило скоростью печати, там даже шестеренку пердануть можно за десять-пятнадцать минут.
>>558883 >Voron 2.4, я понять не могу нах он нужен? Это лего для взрослых. >>558884 Нельзя. Из палочек 20x20 даже 350мм еле работает. >>558943 Если у тебя дрыгостол или размер стола 300+ или печатаешь композитами то ставь 0.6. Им можно печатать линии шириной до 1.2мм. Arahne обязателен. Если принтер маленький и быстрый то ставь 0.4. Тут ширина линии до 0.8. В обоих случаях ты упрешься в производительность сопла, которая зависит от его типа а не диаметра.
Я >>558724 анон Приехал мой ФФ, сразу обновился, потом откалибровался, потом напечатал тестовый кубик и все было заебись, потом я начал ставить на печать кубик orca и модель отлипает почти в самом начале печати, наверное на втором слое, что я делаю не так анончик ? Стоит снова запустить автоматическую калибровку?
>>558964 Отлипает почему? Первый слой с большим зазором или не хватает адгезии? В первом случае запускай калибровку стола перед печатью (на стоковой прошивке можно включать перед печатью), во втором мажь клеем. Комплектный клей я не понял, мажу по старинке энтеродезом в изопропиле.
>>558932 >Регулируй подтяжку углов стола. Есть гайд? >делай шайбовые подкладки. Как на пикрил?
>Угадаю: ты в центре, где этот примерный ноль, размещаешь мелкообъекты свои. Не совсем. Пытался сделать большие детали, всё тоже нормально. Перед каждой поездкой, принтер автоматически калибруется.
Аноны, нужна помощь. Купил ender 3 s1. Заменил стоковый хотенд(сопло, нагревательный блок, термобарьер). Пытаюсь провести калибровку PID, но если запускать с принтера, то он нагревается на 50+ градусов от выставленных и ничего дальше не происходит; а если запускать с компа, то он выдает ошибку на допустимый оверхит при калибровке. Полазил в инете, говорят надо в прошивке менять значение лимита при перегреве на ПИД. Попытался это сделать, но по всем инструкциям у меня нихуя не получилось, то прошивка не компилируется, то в целом ничего не меняется. Может кто шарит за подобные вопросики, буду признателен
>>559000 Можешь кстати стоковый датчик сковырнуть и в новый термоблок запихать. Ну чтоб новую прошивку не пердолить... Тестовую модельку напечатать хоть успел?
Аноны, нужна помощь. Принтер ender 3 s1. Поменял сопло, нагревательный блок, термистор, нагревательный элемент и термобарьер. Начал делать PID на принтере - температуры взлетает на 50+ от заданного значения и в дальнейшем ничего не происходит. Запускал через ПК - выдает ошибку на перегрев от номинального диапазона работы PID. Гугл выдал инфу, что надо копаться в прошивке и там изменять максимальный диапазон температур, но с этим возникли трудности. То прошивка не компилируется в установочный файл, то внесённые изменения ни на что не влияют. Подскажите как можно решить эту проблему
капец мужики я узнал что для печати петг надо между соплом и столом бумажку в три слоя складывать. раньше я думал, что это стол горячий и модель потому расплавляется частично, а оно эво как
>>559062 >>559061 мужики я ж говорю, я просто ноль стола выставил на два слоя бумаги ниже и у меня эта хуйня прошла, еще и принт от стола отходить стал нормально. у меня раньше видимо сопло первые слои печатало и сразу размазывало, адгезия была пиздец, и слои были шире чем надо
Анон, помоги нюфане, недавно купил принтер первый, но сушилку накладно как-то брать Насколько страшно взять пла для обучения печати, или не стоит переводить шекели на пластик без сушилки в принципе? Щас ещё и лето и влажность воздуха высокая блин, не хочется нарваться на головную боль зря
И если брать сушилку для овощей под пластик, какую можете посоветовать? У них же там ярусы низкие, разве влезет катушка целиком ? Или её нужно будет немного дорабатывать?
>>559133 Бери сушилку для овощей, одну или две катушки они запросто поглотят. На авито часто попадаются в районе тысячи деревянных. Главное чтобы они исправны были и вентилятор работал
>>559133 >Насколько страшно взять пла для обучения печати, или не стоит переводить шекели на пластик без сушилки в принципе? PLA, PETG -- очень редко когда нуждаются в сушке. Мне пару-тройку раз попадались катушки PLA неясного происхождения, которые пузырились, а после сушки эффект пропадал. Но я испечатал свыше центнера филамента, открывал на протяжении сезонов года окна в туман и т.п. При этом снижения качества именно по этой части не наблюдал. Впрочем, речь про открытопечатающиеся (по несколько суток) катушки, неиспользуемые я с осушителем в пакеты запирал. Короче, не загоняйся сильно. Не нейлонами печатаешь. Обычных герметизирующих пакетов по завершении печати должно хватить, если не дноднищенский БабыСраки(ТМ) филамент берёшь.
Помни лишь, что выше 70 градусов (сушка абсов, нейлонов, некоторых петг) сами катушки начинают оплывать, т.к. из дешёвого говна сделаны (несмотря на указанные на них же рекомендации по сушке). Так что ставить надо на ровную поверхность и сверху новной поверхностью подпирать свес.
>>559133 >сушилку накладно как-то брать Ну охуеть по ценн 2-3 трех катушек пластика это дорого?
Жил на одной хате раньше, печатал и в хуй не дул, сушил только нейлон. Переехал в другую хату, так тут весь петг пузырится летом, зимой с отоплением такой проблемы не былоприходится сушить. В общем печатай как есть, если появляются проблемы, суши. Это сильно зависит от твоей локации.
>>559193 >Тупа руками гну и всё лопается Что "всё", блжат? Ни параметров печати, ни габаритного фото модели, ни векторов прикладываемой нагрузки, нихуя не привёл.
Ты в 3д-печать случайно не с десантуры перекатываешься?
>>558281 Анон понимаю что тупой вопрос. Приехал принтер, а что дальше?. Нужно ли его прошивать, какой слайсер использовать? Раньше у меня была prusa i3 печатал через Repetier-Host. Сейчас он не коннекты. Какие можно скачать тесты печати что бы улучшить базовые настройки?
>>559204 >параметров печати Дефолтное всё в creality slicer сопло 0,4 дефолтное >габаритного фото модел Разные, от 20мм до 200мм >ни векторов прикладываемой нагрузки Соси >>559205 Нет, филамент не ломается
>>559244 >Дефолтное всё в creality slicer Я должен знать, что там за говно в параметрах выставлено?
> Разные, от 20мм до 200мм Странно это. Какое количество стенок выставлено? Процент заполнения? Температура? Филамент высушенный? Диаметр не уплывает? Катушка свободно вращается? На катушке плавающего перехлёста не наблюдается? При замене обратно на твой абс прочность внезапно возникает взад? Сопло прочищал? Абс, к примеру, имеет склонность к подлипанию на стенках сопла, если оставишь на околопечатной температуре при отсутствии движения экструдера на пару минут и дольше.
>>559244 >Дефолтное всё в creality slicer сопло 0,4 дефолтное Ну так чекни БАЗУ - температуры и обдув. ПЕТГ является самым гибким из твёрдых пластиков и такой хуйни у тебя не должно там быть никак
>>559255 Вангую, что обдув паршивый, кстати. К примеру, китайская говноулитка разогревается и прекращает работать на n-ом слое, из печати необдуваемым/слабообдуваемым абсом такое не выведешь. Для петг хороший обдув это немаловажно.
>>559249 >Какое количество стенок выставлено Да >Процент заполнения? Пробовал 20% 10% 100% >Температура? Весь возможный диапазон он запора до пережарки >Филамент высушенный? Да >Диаметр не уплывает? Нет > Катушка свободно вращается? Да >На катушке плавающего перехлёста не наблюдается? Нет >При замене обратно на твой абс прочность внезапно возникает взад? ABS молотком бил не сломал >Сопло прочищал? Новое ставил >>559255 >температуры и обдув Всё перепробовал
>>559257 >>Какое количество стенок выставлено >Да LOL
>>температуры и обдув >Всё перепробовал Что перепробывал-то? Кулер на 100% врубал? Что он в процессе печати в тыкву не превращается, отслеживал?
Другую катушку петг ставил? У тебя что, кстати, директ или боуден? А то выставил условно длину ретракта под другую систему, и у тебя всё вот это вот, а мы голову ломаем.
Давай по человечески свои испробованные диапазоны настроек приводи, а то впечатление, как будто это нам надо: тянем из тебя инфу как из партизана.
>>559259 >Петгу обдув нужен только что бы он не уплывал Так я хуй знаю, что у него, фоток он не приводит, лишь из поста в пост одни вскукареки про то, какой он молодец, ибо всё уже перепробовал, но ничего не помогает.
>>559259 Ради интереса решил расколоть свой неликвид. Колол острой стамеской. Нагрузки конечно не снять таким способом, но видно что разломов по слоям нет
>>559256 На хрупкость это ну никак не повиляет. Если переохладить при слишком низкой температуре печати вот тут возможно, но он по слоям пойдет тогда >>559257 Долбоёба кусок, ты можешь показать ЦИФРЫ температуры блядь? И хоть одну фотку как выглядит твоя хрупкость, ебланище ты тупое. Экстрасенсы в отпуске. Если не знаешь то завали ебало и иди к гадалке, а не в тред 3д печати
Чем можно создать управляющий код для ЧПУ фрезера, да еще и 5-ти осевого. Кроме ARTcam, во Fusion manufacture раздел использует кто? Может, что по легче есть для начала.
>>559264 Если это подразумевает согласие, что данного загиба быть не должно, то ЗАМЕНИ УЖЕ ОБДУВ, БЛДЖАТ!
У меня который раз штатные ножницы по пластику на петг поддержках разлетаются вдребезги (сопло 1.0, правда), а у него, видите ли, петг ломкий. Ага, ломкий, щас.
>>559266 >Чем можно создать управляющий код для ЧПУ фрезера, да еще и 5-ти осевого. Кроме ARTcam, во Fusion manufacture раздел использует кто? Может, что по легче есть для начала. Присоединяюсь к вопросу. Только не про фрезер, а про вертящуюся под углами голову экструдера.
>>551655 Если такой масштаб слоновьей ноги, то я в ахуе, как он вообще тебе деталь продавил довольно сносно на вид, а ты тут о хрупкости страдаешь. У тебя там шестерня фидера пластиком намылиться должна в три слоя.
Гайз, памагите. Купил б/у эндер на директе и с блтачем сразу. Собрал, вроде всё проверил и решил допечатать тем огрызком, что продаван оставил. Допечатал, собственно и пихаю PLA со своей катушки, а он не идёт и не втягивается. Печать, естественно, не идёт. Где я долбоёб?
>>559380 >Допечатал, собственно и пихаю PLA со своей катушки, а он не идёт и не втягивается. Т.е. ты дождался, пока пруток продавана скроется в экструдере, и затем свой решил пихнуть пруток, я всё правильно понял? Даже каптча ржёт.
>>559384 > >При отделении пэтки от пластины с центра пластины скололся маленький кусочек. Теперь её только выбрасывать или это не так сильно повлияет? Обычно пофиг. Мне уже год лень стекло перевернуть, тоже выщербило чутка петг. Ну срезаю канцельярским ножом то место, если критична ровная поверхность, вот.
>>559387 >ты дождался, пока пруток продавана скроется в экструдере Нет, я им какую-то калибровочную хуйню печатал, пока он не кончился. Офк я не тыкал прутком в пруток, но да, смейся на здоровье.
>>559444 Если есть слоновья нога то очень сильно первый слой вдавливает в стол. Но проплешина всё равно не вписывается. Сам то пластик нормальны, а не подвал из бутылок?
Принтаны, а есть у нас в 2024м какой-то гайд по выбору принтера? Если вдруг нет, то что можно взять, чтобы - печатать abs - в закрытом объеме среднего размера (20х20х20 ок) - не дрыгостол - директ экструдер - качество важнее скорости сборка из кита не проблема, если все детали есть в комплекте по деньгам вообще хз, вижу китайцев за 50 баксов, вижу ультимейкеры за 6к евро, и где там разумная середина - понятия не имею, это тоже один из вопросов.
>>559452 Спасибо, но я на смоле разорюсь Я имел в виду не то, что мне нужно супер-пупер-качество, а скорее то, что мне не сильно важно, печатает принтер 80, 160 или 250мм/с. Я не готов отдавать за принтер вдвое больше только из-за скорости, или ради скорости жертвовать качеством.
>>559456 >на смоле разорюсь Килограмм филамента не из подвала 2тр Литр смолы 3.5-4тр Не критично > Я не готов отдавать за принтер вдвое больше Ну условно за хороший FDM ты отдаш 80тр и будешь печатать вешалки для мыла а за аникубик 17тр при том что он на голову выше можешь вархаммер клепать поцоны уважать будут
>>559461 Я последние лет пять фдпластовским печатал, по 400-700 рублей килограмм и мне норм. Так что литр смолы за 4к это действительно ту мач, даже (особенно) если это самая дешманская. Ну и размер в районе 10х10см для меня все-таки маловато.
>>559461 >Килограмм филамента не из подвала 2тр Ты че, долбоёб? ABS даже качественный китай это не более чем 1.5к, наш отечественный это 800-1000 рублей за кг. Пеллетами вообще стоит че-то типа 100 рублей за кг, ну ты вообще даешь >Литр смолы 3.5-4тр Нормальная ABS-like это от 6к за литр >Ну условно за хороший FDM ты отдаш 80тр Как там дела в 2к18? Какой-то клитор начали разрабатывать, как думаешь, стоит следить?
>>559450 >Что у тебя снизу лежит? Стекло? Неа. Стоковая пео-плита. >Какие-нибудь странные адгезивы наносил? Вообще без них. Проблем с прилипанием не было. >Если выставить температуру 85 стола, эффект повторяется? Поставил 75 и скорость 10 на первый слой. Результат лучше. Но всё равно выглядит странно.
Может ебануть себе уже ворон трайдент и мозги не парить За 500 баксов я себе все равно ничего нормального не найду мне кажется, а если выкладывать 700, то лучше взять густой кит, чем жидкий бокс
>>559491 Возьми ad5m за 250-300$ и кайфуй, купи бамбумод головы ещё за 50$ и вообще в хуй не дуй, останется ещё на сушилку, филамент, шлифмашинку и ТД. В телеге в группе flashforge 2 тысячи человек, у принтера реально уже огромное комьюнити, куча улучшалок, если кайф пердолингом заняться, но и из коробки заебись, друг
>>559491 Не лезь нахуй. Я ворона второй год собираю. Думал сейчас закажу все детальки по отдельности, часть бесплатно через работку и за месяцок по выходным соберу. Хуй там плавал. Лучше бы кредит взял на К1, он бы уже отбился.
Собрал руками камеру уф засветки, а на ней половина диодов как будто светят обычным светом. Пробовал сфотать на фото они все одинаково светят белым светом. Это просто визуальный эффект или половина бракованные?
>>559497 Не, по отдельности все заказывать я ебал, уж если брать, то готовый кит. Видел тут в продаже набор железок за 600 евро, набор печатных деталей за 100, и поверх этого малинку купить еще полтос. Если нигде не наябывают, то вроде даже прилично получается, и минимум пердолинга. лет десять назад первый ультимейкер собирал из кита, который еще ДЕРЕВЯННЫЙ был, до сих пор с теплотой вспоминаю эти деньки
>>559492 так-так-так, вот ето мне по нраву, пошел читать
>>559506 В нормальные УФ диоды часто ставят вторые кристаллы видимого спектра потому что настоящий УФ ты не увидишь и не поймёшь включен диод или нет. В камерах сенсоры УФ могут и видеть, причём могут с разными неожиданными артефактами, фотографировать это бесполезно.
Котаны, я тут решил немного поRepRapоёбствовать. Какой слайсер лучше выбрать под самодельный принтер из спичек и желудей? Самодельство предполагает в том числе и некоторый пердолинг на программном уровне, поэтому никаких готовых марлинов и флипперов там не будет, а будет быдлокодинговая вивисекция.
Потому требования на слайсер: - 1. Кастомизация всех параметров. Чтобы и поле установить произвольное, и с коэффициентами недо/переэкструзии играться в широком диапазоне, и особенно контролить ширину линии. - 2. Самый минимум всяких специфических Г-команд, неоднозначно трактуемых прошивками. - 3. Умение во внешний периметр настраиваемой толщины в числе линий (number of shells). - 4. Умение во внутренний паттерн настраиваемой толщины в числе линий (как number of shells, только для внутренних перегородок). - 5. Умение в древовидные поддержки настраиваемой толщины.
В основном работал только с одним привязанным к оборудованию проприетарным слайсером, где некоторые фичи вшиты намертво. Сейчас ковыряю Simplify3d какой-то старой версии. Требования 1,2,3 у него выполняются. Требование 4 выполняется плохо: можно увеличить толщину линии, но не их количество. Требование 5 не выполняется.
>>559514 >4. Умение во внутренний паттерн настраиваемой толщины в числе линий (как number of shells, только для внутренних перегородок). По-моему это умела то ли кура то ли суперслайсер
>>559535 В пруше можно настраивать для отдельных тел индивидуальные настройки печати, другой вопрос, как через встроенные инструменты это всё реализовать.
Есть один лазерный гравёр laserman flyingbear, тян себе купила, что-то там на нём вырезает
Я тут я понял что на нём можно делать платы, закрасив их лаком и прожигая его
Так как лазерный луч тоненький приходится несколько обводок делать чтобы наверняка разделить дорожки. Но вот незадача: на проходе в следующий раз почему-то лазер проходит не вокруг того места где нужно, а немножко смещённо, как на картинке - обвёл, но как-то странно
>>559706 >Но вот незадача: на проходе в следующий раз почему-то лазер проходит не вокруг того места где нужно, а немножко смещённо, Убери останки прилипшей мухи.
>>559707 >>Но вот незадача: на проходе в следующий раз почему-то лазер проходит не вокруг того места где нужно, а немножко смещённо, >Убери останки прилипшей мухи.
>>559509 Мало оперативы, и изредка китайцы перетягивают болты и срывают резьбу, но это прям нечасто случается А так залети в тематические чаты в телеге по бамбулабу, среалити к1 и ФФ 5м и всё быстро поймёшь Flashforge мониторь распродажи на али с доставкой из РФ, раз в месяц-полтора его можно купить чуть ли не за 25к я взял две недели назад за 26.500, он буквально утром стоил 25 и потом в течение пары дней постепенно дорожал до 28
Анон, нужен красивый petg матовый цвета темно-серый такой, или графит. В общем что-то очень тёмное, но не чёрное, хочу обшить flashforge ad5m, но на фотках у людей из черного петга зашивки выглядят не оч выгодно Или лучше загрунтовать и покрасить из баллончика?
>>559709 Я в гейропке, так что брать придется у местных. Но это в общем-то не сильно дороже - по 320 евро нашел уже растаможенный с доставкой из Швеции. Интереснее где тут пластик брать дешевле чем 20 евро за катушку, дома-то я привык к фд-пластовскому за 500 рублей моток.
Изучая разбивку модели в слайсере я обнаружил, что отрезки могут быть весьма короткими. Например, пикрелейтед1 отверстия диаметром 1мм в STL модели представляют собой призму из 36 граней, где длина отрезка составляет примерно 0.2мм. И каждый такой отрезок слайсер отрабатывает отдельной G-командой. Исходя из этого мне пришла мысль, что могут существовать модели-западло, которые невозможно нормально напечатать.
Суть в том, что прошивка принтера считает ускорение на текущем отрезке по параметрам следующего отрезка. К примеру, пусть на пикрелейтед2 отрезок A-B достаточно длинный, чтобы мотор по оси X разогнался до 200мм/с. Отрезок B-C идёт почти в том же направлении, но под небольшим углом, чтобы слайсер его не оптимизировал. На отрезке C-D скорость по оси X равна нулю. Если отрезок B-C короткий - во время отработки A-B он создаёт принтеру обманчивое ощущение, что движение по оси X и дальше можно продолжать на 200мм/с. Лишь когда принтер начнёт отрабатывать B-C, он "узнает", что надо тормозить. Но затормозить он не успеет. Будет громкий треск и пропуск шагов со смещением слоя. К примеру, дистанции 0.2мм при максимальном ускорении 2000мм/с² достаточно для торможения с 28.3мм/с до 0 или с 50мм/с до 41.2мм/с.
Отсюда первый вывод, что скругления малого радиуса в конце длинных прямых могут быть довольно опасны. И второй вывод, что некий тролль-пидор может специально опубликовать STL большой бохатой модели с искуственно внесёнными подобными артефактами, чтобы когда модель почти полностью напечатана - принтер её ни с того ни с сего запорол.
>>559769 Нет конечно. Она не работает вне принтера. Там специальное поле затвердения внутри. Поэтому принтер и нельзя открывать при печати, чтобы самому не затвердеть.
>>559766 Да, но это не панацея. Даже если задрать замедление 10000мм/с² в х5 от ускорения - этого всё равно не хватит на столь короткий отрезок. Пикрелейтед - максимальные скорости, с которых возможно торможение в ноль.
>>559764 > прошивка принтера считает ускорение на текущем отрезке по параметрам следующего отрезка А есть достоверная инфа, что дело обстоит именно так? Прошивкам так-то не первый год уже, наверняка это уже как-то порешали, разве нет?
>>559786 Ну допустим можно несколько G-команд вперёд закэшировать. И просчитывать ускорения не на один отрезок вперёд, а допустим на 10, нагрузив чип до охуения. Это как-то помешает впихнуть 11 микроотрезков? Да хоть сотню. Это тупиковый путь.
Теоретически гарантированный способ это порешать - это если задетектив впереди короткий отрезок принтер всегда принудительно притормаживал бы головку до минимальной скорости "чисто на всякий случай", даже если за этим отрезком нет резкой остановки. Скорость 10-12мм/с считается дефолтным значением рывка, её шаговик может набрать и погасить мгновенно. Это даст безопасность, но модель будет печататься дольше обычного. Иногда прямо сильно притормаживать посреди вроде бы ровного места.
Либо решать такие вещи на уровне слайсера. Если отрезок получился слишком короткий - вершина тупо игнорируется, и берётся вершина следующего отрезка, пока его длина не станет достаточной. Но тогда какие-то части модели вроде упомянутых 1мм отверстий может зашакалить. Или просто метку скорости F600 на них ставить, тогда эффект будет как с "торможением на всякий случай". Я таких настроек, правда, в слайсерах не встречал.
>>559797 Ты пишешь что то из области догадок и теорий. Я же готов выдать факт что у клиппера к примеру буфер движений (не гкод команд, а именно уже переваренного гкода) просчитан МИНИМУМ на 1 секунду вперёд (только на старте на 250мс), максимум на 2сек
>>559779 А пруфануть, что слайсеры не обрабатывают замедление по следующему отрезку можешь? Им так-то "рывок" рассчитывать, чтобы влезть в подстройку принтера (т.е. как раз смену направления движения), так что я буду зело удивлён, ежели ты прав.
>>559798 Это довольно странный факт, и я подозреваю "изнасилование журналиста" в процессе его публикации. Просто потому что буфер переваренного G-кода не может измеряться в секундах. Он может измеряться в количестве спарсенных G-команд, в количестве элементарных движений, но точно не в секундах. Просто потому что под буфер выделено фиксированное количество байт, а количество и сложность движений в секунду - переменные. На 200мм/с можно за секунду проехать один 200мм отрезок, а можно тысячу 0.2мм. Во втором случае это 24кб в самом пожатом минималистичном виде, а скорее все 100кб. И такой буфер тупо не во всякую оперативку влезет на MCU где клиперы запускают, с учётом, что самой прошивке тоже нужно место. И это в общем-то не предел, пока отрезки длиннее 10-микронного шага - их можно дробить и дальше. С другой стороны, если мы печатаем тупо кубик на медленной скорости, то там и 10секунд кубика в пару килобайт поместятся. Так что речь тут идёт либо о среднем времени кэширования, либо о теоретически максимальных характеристиках на самых толстых одноплатниках.
>>559806 >А пруфануть, что слайсеры не обрабатывают замедление по следующему отрезку можешь? Может какие-то обрабатывают, но мне такое не попадалось. Пик - два примера Гкода из двух разных слайсеров. Скорость - параметр F в мм/мин. Они тупо везде ставят (или не пишут) одинаковый параметр F, меняя его только в режиме "линия", "холостой ход", "инфилл", "Z-движение". Ничего похожего на динамическую подстройку.
А рывок задаётся константой в прошивке принтера (по крайней мере в марлине). И исчисляется не в мм/с³, как по науке, а в мм/с. Это тупо линейная скорость, которую принтер может гарантированно набрать условно-мгновенно.
>>559810 klipper repo => toolhead.py и trapq.c А в list.c описан односвязный список который используется для буфера будущих команд и истории. По моим прикидкам каждый элемент выходит на 112 байт (не уверен что всё что аллоцируется собрал), в 32мб оперативы может влезть около 300000 движений (но там аллоцированый размер плавает). В конечный контроллер из головы данные пропихиваются равномерно, какие там размеры буферов я утверждать не возьмусь
Хватит уже жонглировать догадками, оперируй фактами подкреплёнными сорсами (благо всё открыто, читай не хочу)
З.Ы. Ещё в ретрактах скорость меняют, но это тоже к делу не относится. Причём ретракты в разных слайсерах могут быть реализованы по-разному. Где-то через абсолютные координаты, где-то дрочением в относительных.
>>559814 Ты понимаешь что за зверь эта клиппер прошивка? Похоже вообще нет. Ежели ты хочешь знать как это в марлине считается то у них есть просто прекраснейшая дока (относительно клиппера, лол).
>>559816 >Ежели ты хочешь знать как это в марлине считается то у них есть просто прекраснейшая дока (относительно клиппера, лол). Вижу на схеме кольцевой буфер Гкоманд. Не вижу на схеме предсказателя внезапных торможений на тридесятой команде, которая влияла бы на текущую.
>>559764 >Суть в том, что прошивка принтера считает ускорение на текущем отрезке по параметрам следующего отрезка. Лол нет, по текущем он считает их. На концах отрезков у тебя нулевая скорость всегда. Иначе б никто не дрочил ускорения по 10к+ если бы принтер мог использовать инерцию от предыдущих команд
>>559821 >На концах отрезков у тебя нулевая скорость всегда. Шта? По-твоему модель, где кривая поверхность аппроксимирована множеством полигонов, будет короткими попукиваниями печататься с торможением в ноль на вершинах? >Иначе б никто не дрочил ускорения по 10к+ если бы принтер мог использовать инерцию от предыдущих команд Так он и использует. У тебя не так что ли?
>>559865 Всё верно написано. Клиппер смотрит в будущее и на его основе считает мувы. Никакого > . На концах отрезков у тебя нулевая скорость всегда. Торможения в 0 всегда и в помине нет
>>559866 Я про то что там написан и ответ про >Не вижу на схеме предсказателя внезапных торможений на тридесятой команде, которая влияла бы на текущую. >To solve this, the "look-ahead" mechanism queues multiple incoming moves and analyzes the angles between moves to determine a reasonable speed that can be obtained during the "junction" between two moves. If the next move is nearly in the same direction then the head need only slow down a little (if at all). >However, if the next move forms an acute angle (the head is going to travel in nearly a reverse direction on the next move) then only a small junction speed is permitted.
>>559001 Ля, датчик сидит как влитой, не достать заразу. Лез я туда за тем, чтобы поставить биметалл сразу, в итоге обосрался с подливой и повредил резьбу на блоке. Из-за этого начал пластик вытекать со всех, щелей. Один косяк за другим, решил новый термистор поставить. Вот и все
Сап печатаю абс, детали из которого расходятся по слоям при сравнительно небольшом механическом воздействии. Сушилки для филамента нет. Пробую дополнительно запекать детали из этого абс в микроволновке (300°, 3 и более минут). Кто-нибудь ещё так делал или может кулстори про это есть?
Анон, начал печатать белым матовым pla и прочность очень разочаровала, слои спекаются ужасно, при тесте температур из орки, напечатанные изделия ломаются руками в два счета. Пробовал белый матовый от eSun и geeetech, перед печатью предварительно сушил в сушилке 5 часов на 50°, темпы печати тестировал от 190 до 220, и он одинаково хрупкий
Сап. Насколько необходима приблуда в виде моющей+засветка машины при использовании водоочищаемой смолы? Не знаю, стоит ли брать комплектом с принтером, +10к в стоимости, без этой хуйни совсем геморрой или просто приятное упрощение процесса печати?
Научился делать гладкое, как попка младенца, днище у деталей, путём повышения слоя, но верхний слой всё время получается шершавым как язык кошки. Как с этим бороться? Что-то читал, что нужно ставить утюжение, но у меня утюжение почему-то сделало всё ещё более шершавым, а не гладким.
>>560113 >без этой хуйни совсем геморрой This. Сначала кажется поебенью, но с опытом начинаешь охуевать с беспощадно проёбаных часов. Вся эта липкая хуета, перчатки, рвущиеся о поддержки, неполноценный засвет под ногтями, привкус астры во рту... короче, лучше не катиться по наклонной, а брать. 10к это хуйня в сравнении.
>при использовании водоочищаемой смолы? Это что за зверь? Всю жизнь свою топил в изопропиле.
>>560121 > Что-то читал, что нужно ставить утюжение, но у меня утюжение почему-то сделало всё ещё более шершавым, а не гладким. Температуру поменьше, выдавливание побольше. Я вместо 10% например 25% ставлю, попку младенца имею даже на PETG.
>>560124 >короче, лучше не катиться по наклонной, а брать Спасибо, так и сделал. >Это что за зверь? Ну типо water wash, почти у всех производителей есть. Говорят не так сильно воняет и мыть можно в воде вместо изопропила.
Приветствую, аноны. Настолько часто стал сталкиваться с мыслями "вот был бы у меня 3D принтер...", что решился таки его купить. Париться с ним я не хочу, но по надобности готов (наслушался мол их чинить раз в секунду надо). Бюджет до 40к твёрдо. Пока думаю на creality K1C. (От китайских братушек за 38к) Что анон может сказать по 3д принтерам и по конкретно этой модели?
>>560526 Хотэнд не греется выше 280 градусов; нет латунных, медных никелированных, биметаллических, любых СНТ и прочих хорошо прогревающих филамент сопел. Нет стальных закалённых сопел диаметров менее 0.6мм. Хотэнд меняется только целиком и дорого стоит. В стоковой прошивке нет веб-интерфейса и файлы ломаются при передаче из не родного слайсера. Есть проблема с ломающимися креплениями подшипника оси У в каретке оси У.
Кажется 3д принтер меня развратил. Если года 3-4 назад я мог без задней мысли накостылить стамеской из куска деревяшки что мне нужно и выглядело бы оно не очень но работало то сейчас я за любой даже микроскопической хуергой лезу в солидкам и кровь из носу пытаюсь добиться что бы деталь выглядела как заводская
Как часто нужно менять сопло на к1с? Я уже полгода печатаю и всё вроде норм. Даже ни разу не приходилось обслуживать. Нужно покупать весь хотэнд или только само сопло? Какие лучше брать, а то в алике написано, что подходят для всех креаклов, а на деле вроде не должны подходить.
>>559461 >>559475 Вы ебанутые? Какие 3к+ за смолу? Уже полгода печатаю только на ABS like от Geeetech Взял 10кг всего за 10к по скидке после такой смолы даже как-то забросил FDM печать, лол. Модели выходят быстрее, качественнее и многократно дешевле, ибо LCD-печать позволяет делать их полыми
>>560912 В моем Creality k1c заявленно что всякими тпу он печатает, вопрос какой именно. Про характеристики филамента при холоде я ничего не смог найти. >>560911 Только если полеуретан. да и форму сложнее будет организовать.
>>560913 > Только если полеуретан. да и форму сложнее будет организовать. Занимаюсь литьем, имею фотополимерник. Могу тебе напечатать и идеальном качестве отлить из силикона (хз правда, насколько он морозостойкий и маслостойкий) эту деталь, либо саму форму, если не хочешь заморачиваться с формовкой и покупать силикон.
Из доступных эластичных материалов для печати это ТЭП какой-нибудь, а он вряд-ли подойдет под такие требования. Так что тут формовать придется в любом случае, и лить из более подходящего материала, либо рисковать.
Джва года не печатал, а на днях собрался и наладил принтер. Взял сначала остаток ПЛА, начал заправлять - а он поломался нахуй. Взял ПЕТГ, и нормально всё пошло. Без всякой просушки. Потом достал один мегадевайс, которому года 3, тоже отпечатан из ПЛА, и заметил, что пара деталей треснули нахуй. Причём не вдоль слоя, а поперёк. Это чё за пластик такой? Я конечно читал, что он в природе разлагается, но хули он деградирует в сычевальне?! Он же не я.
Посоны, подскажите ньюфагу. Мне скинули деталь в формате skp, а мой ender 3 s1 plus печатает только gcode. Как мне перекодировать правильно? Пробовал через онлайн-конвертер, но получившийся stl файл был масштаба неправильного в cura.
Kobra 2 NEO нормуль будет, или надо доплачивать дальше? Нуб, окупать не собираюсь, хочу попечатать разную бытовуху наидешевейшим petgом и попариться в 3д-редакторах.
>>561020 Так в куре и масштабируй. >Обычно масштаб кратен 10-и. Или 2.54. Проебались единицы измерения и либо у тебя дюймы ебаные, либо сантиметры там где слайсер ожидал милиметры.
>>561047 У меня по мимо прочего Kobra 2 max есть, что за neo, не в курсе. Норм принтер для тех кто не хочет заморачиваться с настройкой. Если ты любишь модернизировать принтер, это не для тебя. В остальном не сильно выше, ниже конкурентов.
Здорова парни. Зимой приобрел Кончатель3, наебался с ним конкретно, узнал очень много тонкостей печати, буквально кждый параметр прюши с ним прочувствовал.
И тут случайно мне попался пикрил, и я его купил. Пока стоит в коробке, посмотрел немного вроде всё на месте, купил от производителя в офф магазине. Негодование Соркина по поводу сабжа - видел, он описывает этот принтер как ГОВНО, и при этом сравнивает его с Ендером и нахваливает ендер, вот косяки которые он описывает:
1. рельсы - типо говорит что кривые, гаражной сборки, якобы печать на роликах и профилях ендера качественнее. Не поверю что профили ендера прямее, я его собирал, заебался геометрию выводить, пиздит насчет ендера.
2. Хуёвый Директ-Экструдер, якобы там после шестерней привода расстояние 2 мм до хотенда, и это типо хуёвее чем боуден (который с полметровой трубкой ага !!!) 3. люфт экструдера на рельсе. У ендера вообще ВСЁ люфтит нахуй, башка там пиздец как люфтит, стол люфтит итд итп. 3. хуёвая электроника, опять же по его мнению.
Собственно печать на этом девайсе я еще не пробовал, но вот сука уверен что она будет пизже чем у Ендера.
У Ендера стол сука ходуном ходит, потому что ебакваки постаивли его на 1 профиль, а у пикрила 2 стол на 2х рельсах, у ендера даже ось Z верх не на чем не закреплен, ходит ходуном, у пикрила 2 оси Z и все хорошо закреплено как подобает. И т.д. и т.п.
В общем реквестирую хозяев этого девайса. Видел в ютубе у чела ферму из 10 таких, но там он ничего не рассказывает, просто шортсы типо выебывается какой он крутой.
Так же реквестирую советов что там в первую очередь немного модернизировать, как убрать люфт башки и т.д. Хотелось бы еще заставить башку печатать мягкими резинопластиками, соркин пиздит что типо на нем нихуя не получится это из-за зазора между хотендом и шестернями привода. Пружины жесткие у меня есть. Так же нихуя не понял про автокалибровку. В инструкии указано что он типо по 25 точкам ездит, но при этом указано что автокалибровки нет. я так понимаю он просто башку сам перемещает, а я должен подкручивать регулировочные болты стола?
Извиняйте за ебланский стиль, я давно не заходил сюда, и с людьми давно не общался. Всем хорошего дня/вечера.
>>561129 >я так понимаю он просто башку сам перемещает, а я должен подкручивать регулировочные болты стола? Крутилки есть - значит должен. Вообще странно, что ещё никто не додумался поставить вместо крутилок мелкие шаговики, чтобы они выравнивали стол, ориентируясь на данные датчика калибровки. Потому что сам датчик стол выравнивать не будет, он просто даст указание принтеру насрать в определённое место больше пластика. А потом у тебя будет деталь с кривым дном. Значит один хуй надо время от времени пердолиться с настройкой стола, лучше всего часовым индикатором.
>>561143 Ну так то он типо дохуя шарит, типо самый авторитет по 3д печати, но с этим принтаком у него явно пердак подгорел и он слишком предвзято его обосрал.
>>561136 >поставить вместо крутилок мелкие шаговики, чтобы они выравнивали стол, ориентируясь на данные датчика калибровки Странно, что не придумали 8мм рихтованной дюрали на вменяемых (не соевых) пружинах, вместо всякой хуйни. Ах нет, не странно -- затраты на неё сопоставимы с мелкими-шаговиками-выравнивателями-стола, способными в момент удержания на каплях под соплом (сюда поперечный ход вала самого шаговика не забудь, т.е. ещё и упорные подшипники).
Смысл современной массовой 3д-печати -- пердолиться и превозмогать, а вовсе не печатать сверхкачественно из коробки. Можно вообще положить ИК-прозрачное стекло стола на такое же стекло станины и ИК излучателем, как с паяльной станции, хуярить. Если заморочиться стёклами повышенной плоскостности, то можно и в 5 микрон перепада влезть при массовом производстве. Но за чьи деньги, Зин?
>>561182 Не сушил, но пробовал другой пластик, то же самое. Старая mega zero им печатала без проблем. Причем периметры нормальные, заполнение с целлюлитом.
>>561129 >я так понимаю он просто башку сам перемещает, а я должен подкручивать регулировочные болты стола? Ноу. Там в меню кликаешь и он башку опускает или поднимает. И так по всем точкам пройти, чтобы он карту стола запомнил. Крутилками сначала откалибровать, а потом уже эту пердолю. На эндере так же вроде должно быть.
>>561162 Есть промышленные принтеры с толстенным алюминием и жирными рельсами, дающие точность в сотки. Во только кому это надо? Даже коммерсы прочухали что проще купить 10 бамбуков, сделать программную калибровку и печатать покуда они не сдохнут. Результат тотже, прибыли больше. >Смысл современной массовой 3д-печати -- пердолиться и превозмогать С разморозкой. Эра пердолинга эндеров и сборки воронов прошла. Сейчас есть бамбуки, К1 и флешфордж. 3д печать стала проста как никогда.
>>561232 >Эра пердолинга эндеров прошла. 3д печать стала проста как никогда. Ну так не интересно. Я вот свой Эндер перед печатью каждый раз настраиваю. Ну точнее думаю, что и так сойдёт, а потом он начинает сопли размазывать, и приходится опять тыкать щупом.
>>561252 Это ебёт мозги z концевик, я несколько месяцев ебался со столом, пока не перепаял ебучий стоковый концевик. Он срабатывает каждый раз на разном от стола расстоянии.
>>561180 С откатами поиграй, уменьши. Шестерню экструдера проверь, винт ослабь, закрути. Калибруй поток. Сопло поменяй. Тепловую башню сделай, может быть температура скачет и pid калибровку. Тефлонка в горле в порядке? Не треснула? Пруток нормально подаёт? Тефлонку которая на экструдер идёт не пережимает ни где?
>>550421 (OP) Хочу попробовать печатать всякие приблуды для себя и страйкбольных пукалок, может ещё на косплей что пойдет Выбор пока пал на anycubic cobra 2 pro, ибо и не ноунейм и не слишком дорого Обосрите или похвалите, хз просто какие entry-level фдм принтера в моде
>>561129 Бляя, на эту херню я так понимаю пости нихуя нет? Если дисплей разобьётся придется новый принтер покупать? Бошек гет, дисплеев нет, шестеренок для головы нет, нихуя нет.
Какие есть рекомендации по печати/склейке больших деталей? от 30x30см? Сейчас делаю самым топорным способом - детальки из абс, насверливаю дырок 2мм для центровки, наливаю шприцом раствора абс в ацетоне и прижимаю. Так закрываются даже щели в 1-2мм. Выглядит конечно так себе.
>>561400 Блять я удивляюсь, клеи для пластмассы для кого придумали? Я pla клею sintacoll, прочнее ни чего не видел. Какие ты там дырки сверлить, пазовое крепление сделай. Два отверстия, по одному на модели, в пруше целый инструмент для этого есть. прямоугольник распечатай. Зазор не забудь, уменьши масштабом вставку если ты не моделируешь, а делаешь в слайсере. Клей мкж в оба раза и вставляй.
>>561400 >насверливаю дырок 2мм Нахуя? Кода можно разрезать в слайсере и сразу же добавлять соединения идеально совпадающие на обоих половинках. Удобно делать 2 мм под пруток.
че такое thermal runaway? надо термистор в хотэнде менять, или проблема в sd карте? или надо просто скорость печати понизить, чтобы сопло меньше охлаждалось пластиком?
Анончик, подскажи позяз, нарыл вот такую модельку, хочу отнести её на печать и поставить себе на вел. Это должны быть рога, которые ставятся на место тормозных ручек, на них я планирую упираться руками. Соответственно, интересует пара моментов, можно ли как то обосраться с созданием модели, сделать её так, что у неё будут какие-нибудь внутренние напряжения, из за чего она получится хрупкая, после печати. И второй момент, из какого материала лучше их пилить и на каком принтере, что бы она выдерживала вибрационные нагрузки и прочие невзгоды пребывания на велосипеде?
>>561521 >или надо просто скорость печати понизить, чтобы сопло меньше охлаждалось пластиком? Проверить, что термистор жёстко закреплён внутри хотблока, а проводка не перетёрта, заменить его. Проверить, что проводка нагревательного картриджа не перетёрта, заменить его. Проверить, что PID откалиброван, откалибровать его ещё раз, я переустанавливаю швиндоус калибрую PID 8 раз в день, я живу активной половой жизнью! Проверить, что поток воздуха с кулеров не дышит по хардкору прямо на нагревательный блок, перемоделировать голову при необходимости. Проверить, что мосфеты блока питания справляются, заменить их при необходимости. Проверить, что ты не запускаешь принтер в холодильном цеху, перешить марлин на другие показатели минимальных температур и гистерезиса, если это так.
>>561523 >из какого материала лучше их пилить и на каком принтере, что бы она выдерживала вибрационные нагрузки и прочие невзгоды пребывания на велосипеде? Полиамид, лучше с заполнением, чтобы не оторвало от стола и не скукожило. Можно и петг попробовать, но не рассчитывай, что не треснет.
>>561541 Мог бы, дак не спрашивал. Есть совейский бобинник без сетевого кабеля. Из него сзади торчат джва штырька. Я не ебу чё там за разъём должен быть на заводском кабеле, как его искать-то?
если не хочешь стать пациентом травматологии, крайне не рекомендую использовать это на практике. с вероятностью 146% эта хуевина у тебя рассыпется в крайне неудобный момент, например когда тебя будет обгонять фура, а ты уебёшься прямо под её колеса.
>>561526 > Проверить, что термистор жёстко закреплён внутри хотблока, а проводка не перетёрта > Проверить, что проводка нагревательного картриджа не перетёрта вроде ок, повреждений нет > Проверить, что PID откалиброван а как какать?
>>561558 >Почему круглая деталь печатается с такими штуками ? Потому что Arc Welder не поставил? Потому что из Компаса на дефолтных настройках точности в stl экспортируешь? Хуй тебя знает.
>>561539 делай спокойно. Ничего не ебанет, не ссы. мимоэлектрик Если ты это для себя делаешь, то не жалко тебя, кстати. Да и даже если не для себя. Магнитофонодрочеры должны страдать
>>561565 Да блядь, а из чего делать тогда? Из эпоксидки отливать штоле? Почему намотать синей изоленты это считается нормально и надёжно, а как напечатать, так ГРОБ ГРОБ КЛАДБИЩЕ ПИДОР?
бля мужики походу обдув говно. я отключил вообще обдув, и никакого термал ранвей не было. а может в чем-то другом проблема, не ебу, раньше все нормально работало, может, нагреватель деграднул
>>561570 Да печатай на здоровье, петг хороший изолятор, а токи там мизерные. Я бы не заебывал себя и запаял бы провод внутрь. А вообще не прикасайся к магнитофонам Говну.
>>561587 да нет, вот такой хотэнд, на дне силиконовый носок есть черный, со стороны проводов нет стенки. может, от вентилятора задувает прямо в термистор, хз
>>550421 (OP) Не увидел в шапке, а что сейчас из принтеров взять. Требования: 1) Без геммороя, желательно готовый, но можно и собрать на крайняк. 2) Печать абс пластиком. Подогреваемый стол понятно, но нужен еще и экран в идеале же? 3) Поле хотелось бы 300х300х300, но рассмотрю варианты и 250, и даже 200. 3) Бюджет 100к деревянных. С меня как обычно, нихуя, спасибо.
>>561543 Блять да его купить проще и быстрей, чем самому изъебываться. Если уж печатать, то заглушку в корпус и нормальный разъем ставить (как на пека, например), а торчащее говно выкинуть.
>>561624 >>561625 Ну и как называется этот разъём справа от ручки, блядь? Я ходил в магазин, где всякими советскими деталями ещё торгуют, там тётки тоже нихуя не сказали.
>>561637 Ну спасибо, тащемта, хоть что-то конструктивное. А не подъёбки вперемешку с вредными советами. Попробую поколхозить, хрен с ней с аутентичностью
>>561639 Если не курочить, а подходящего не найдешь есть еще бомж вариант выдернуть с молекса от пк два пина и подключить их к любому сетевому шнурку. Сами пины обжать термоусадкой и одеть. На корпус для них можно: 1) Запить болт 2) Налить спермоклея 3) Напечатать
>>561639 Ты главное не порти вещь - припаяй сетевой шнур не к контактам разъёма, а изнутри, к плате или монтажной планке, куда припаяны провода от разъёма. Считай это временным решением, пока ищешь родной шнур (найдёшь 100%, главное - подай объяву, это не что-то редкое). >>561640 Корпус такого разъёма можно отлить из дедовской эпоксидки, было бы желание, никакие 3д принтеры тут нахуй не нужны.
>>561641 >припаяй сетевой шнур не к контактам разъёма, а изнутри, к плате или монтажной планке, Ну это и ежу понятно. А на дыру заглушку сварганить, чтобы не дай б-г рукой не залезть прямо к штырькам под напряжением. Тащемта, чё там, я его на место поставлю и больше шевелить не буду. Это ж не портативный плеер, 12 кило весу. По сути и несъёмный кабель пойдёт.
Напечатал из петг пивную ловушку для слизней. Установил на даче. Смотрю, пива нет и слизней тоже. Поднял её, посмотрел, протекает по швам. Напечатал вторую. Дома её проверил. Залил воду и оставил на двое суток. Ни капли не вылилось. Поставил опять, залил пива. Через час прихожу, пива нет, слизней нет. Опять протекает по швам. В чём может быть причина? 1. Реакция на спирт? Вряд ли. Пиво в пэтки наливают и оно не течёт из них. 2. Реакция на почву? Она вроде тоже не особо едкая.
анон дай тир лист по производителям пластиков PETG / PLA раньше печатал E-sun (сейчас в отзывах пишут что не очень) потом попробовал НИТ (в целом вопросов нет, нормальный мб температуры повыше надо ставить) доставкой идет eryone (но в отзывах говорят что плохой стал с момента как катушки на картон поменялись) на озоне белого petg 2 шт на весь маркет, больше не завозят?
Утрейшего вечерочка вам милсдари, у меня стоит вопрос. Я нихуя в 3д печати не бум, но хочу вкатится, прощупываю подводные подполимерные камни. Я погуглил поискал разных сайтов с 3д моделями и обнаружил что все хорошие модельки платные ссука. Внимание вопрос, есть ли в интернете места где можно спиздить 3д модельки нелегально для печати и не платить ебливым буржуям?
>>561980 > хочу вкатится, Не стоит >и обнаружил что все хорошие модельки платные Что для тебя значит "хорошие"? >есть ли в интернете места где можно спиздить 3д модельки нелегально для печати и не платить Есть тг каналы с некоторой хуйней. Устанешь копаться в этом говне.
Нахуя тебе вообще этот вкат, если ты хочешь печатать чужое? Я вот сам моделирую техничку всякую мелкую под свои нужды, иначе мне эта вся 3д движуха и нахуй не нужна. У меня расход пластика 3кг за джва года.
>>561992 Мне моча в голову ударила! Да и вообще я планировал в фотополимерку => в красивые фигурки и всю хуйню, а не в что-то полезное. Хачю красивые фигурки и нюхать спирт, где спирт достать я знаю, мне нужно найти красивые фигурки.
Выбираю принтер для печати минек для настольных игр (1/48, 1/56, 1/72 - солдатики, техника, супер-мелкий террейн типа мешков с песком и т.д. для оформления).
Что выбрать из смоляных принтеров между эникубиком mono 2 и X6 ks для новичка? Сейчас вроде неплохая цена на них.
Или лучше сразу сэкономить на завтраках посмотреть в сторону старших моделей типа m5pro.
Хочу напечатать кольчугу из ПЛА, есть anycubic kobra 2 pro, но слайсер от аникубика имеет слишком мало фич А блендер настроить под миллиметры я пока не умею Вот и думаю: какой слайсер поставить вместо текущего? Их то дохуя, но какой пиздатый я не знаю
>>561994 Спирт это блядь райский вромат по сравнению с ёбаной смолой! Если ты где-то мельком цслышал, что смола воняет, то это наглый пиздёж! Смола совершенно не воняет, она ДИЧАЙШЕ СМЕРДИТ!!! И это не просто вонь, но ещё и вредно дохуя. Так что озаботься лучше не тем, где модельки искать, а куда принтер поставить так, чтобы не вонял.
>>562052 Тебе блядь дали удочку, иди и налови себе рыбы, ленивая жопа! Хули неясного?! Забиваешь фпоиск телеги "stl", и радуешься. Нет блядь, буду как пездюк беспомощный клянчить и ныть в треде!
Баля, памагите. Либо эндер, либо я ёбу дался. Через 3 мм печати в высоту начинает печатать воздухом. При этом пластиком вверх-вниз дёргает, то есть зацеп есть. Это я в слайсере обосрался или ещё раз экструдер пересобрать? Я уже всё перепробовал, что нашел на ютубе и так на сайтах разной степени паршивости. Всё почистил, сопло прокалил все болты подтянул.
>>562102 >При этом пластиком вверх-вниз дёргает, то есть зацеп есть. Почему бы ему не дёргать вверх-вниз пластиком перед частично размягчённой пробкой, раз уж откаты есть? У меня такой эффект наблюдался после того, как я однажды заменил нормальный термобарьер на какое-то, по всей видимости цельностальное (хотя визуально был биметалл) говно с алика.
>или ещё раз экструдер пересобрать? Советую иглы 1.6мм длинные в пассатижах, если термобарьер не тефлоновый. Нагар абс в общем случае не уберёт, но пла/петг в основном прочищает без разбора экструдера.
Стали из строя выходить Шаговые двигатели у разных принтеров (больше года все, активное использование), полагаю износ подшипников или другие дефекты, хочу заказать пока на Али скидки, новых, можете посоветовать более износостойкие или это угадайка? Ещё вопрос замена внутреннего подшипника это реал? Или нахуй надо?
>>562111 >иглы 1.6мм Долго ждать, пока доедет. Я хуйню из кантала 0.4 свернул и протащил через всю конструкцию. Со снятым соплом, офк. Примерно как пикрил. Если не сработает, я буду плакать.
>>562133 Нихуя чистки-прокалки не помогли. В определённый момент печати просто начинает печатать ничем, если не нажать на смену филамента и рукой не протолкнуть.
>>562114 > можете посоветовать более износостойкие или это угадайка? Угадайка. Но существует ненулевая вероятность, что дело не в подшипниках, а в разогретых магнитах. Ищи 130 градусные (температурный лимит) версии моторов (класс B), у них такого нюанса обычно не бывает. Есть также классов F (155 градусов) и H (180 градусов), но это более редкие экземпляры. Если ты не ебашишь в активной термокамере чем-то вроде PEEK, тебе оно, скорей всего, не упало.
>Ещё вопрос замена внутреннего подшипника это реал? Или нахуй надо? Если тебя устроит потенциальное до 30% падение магнитного поля после разборки-сборки, то можно. А для оперативного решения я бы посоветовал повысить напругу на них и снабдить обдувающими кулерами. В 60% случаев решит твою проблему. Некоторые просто капают снаружи вала минерального масла и включают на вращение на пару часов, затем меняют сторону и повторяют. Тоже, случается, помогает.
>>562140 >Кто пробовал печатать а ля резиной и какой ? Очень притязательный материал. Ни в коем случае не на резиновых ковриках -- либо не отдерёшь, либо модель не ляжет. Если экструдер имеет где-нибудь побочную щель после фидерной шестерни, жди фиаско, по крайней мере, на больших моделях. В отличие от практически любых других материалов -- здесь вулканы и иже с ними противопоказаны. Хотя и не смертельно, просто больше возни в калибровке откатов. При смене материала на высокотемпературный аля PA -- сперва упорно продавливать-прочищать чем-нибудь малотемпературным, вроде PETG. Долго ебстись с уровнем прижима, чтобы и проталкивало, и не слишком расплющивало при откатах. В любом случае, придётся играться с уровнем потока в слайсере. Оптимально сварганить себе Proper Extruder или любой другой Belt Extruder.
Господа посоветуйте/отсоветуйте от покупки. Беру первый принтер, пердолиться не особо охота, но и слишком дохрена тратить тоже смысла не вижу, поэтому остановился на двух стульях - 1. qidi q1 pro - уродливый гроб, но есть активный нагрев камеры, высокая температура головы, не урезанная электроника и хорошая калибровка и настройка с завода. 2. creality k1с - няшный, модный и молодежный, механика в теории лучше, но нужно допиливать напильником все, включая прошивку, как я понял. Что выбрать?
>>562171 >посоветуйте/отсоветуйте А точно нужны вот эти продвинутые варианты? Думаешь с ними пердолинга не будет? Может тебе варик попроще подешевле популярный посмотреть?
>>562182 > Может тебе варик попроще подешевле популярный посмотреть? Может быть, но какой? С закрытой камерой только летающий медведь в голову приходит, но у него все устаревшее, стоит ли экономия того? Не, если есть аналог не сильно хуже и сильно дешевле, я разве против.
>>562203 >Как по-твоему я должен спрашивать мнения о сайте, прямо не называя его? Ты мог бы спросить, например: "Где в (желательно россиянских) интернетах найти компактное лаконичное точное изложение сути реестр маняпроблем под реестр принтеров? Встречал ender3.club, вопрошаю экспертов, сие полное говно уровня Соркина или всё же инфа условно рилейтед?"
Из знатоков никому в хуй не упёрлось знать (или исследовать ради ответа тебе) определённый манясайт, из профанов тебе насоветуют и его (вне зависимости от исходно запрашиваемого сайта) и в нагрузку вкшечку соловьёва/киселёва, где он упомянает аддитивные технологии России.
Короче, твой запрос изначально системно неадекватен с учётом типовой аудитории сайта и твоей неспособности телепатически определять уровень компетентности отвечающих.
>>562219 Хули воду-то разливать? Спросил прямо, следовательно ожидаю ответов в духе: 1) Нормальный сайт, написана годнота. 2) Сайт говно, аффтар мудак. 3) А ну хер его знает, чё за сайт!
Нах не надо лично под меня чё-то там исследовать. Спрашиваю потому что мало ли, может кто сталкивался. Всё-таки сайт позиционируется как вики по эндеру. Он даже блядь в гугле первой ссылкой вылезет, если такой запрос сделать. Ладно, похуй тащемта.
>>562220 Ну прямо какой-то дикой крамолы не обнаружил, но я по диагонали пару страниц только открыл. Для общего развития пойдёт, наверное. Но, опять же, лаконичность достигается за счёт полноты. Пример: " Сопло чиркает по предыдущему слою 1)Переэкструзия пластика (настрой шаги экструдера, это проблема, без преувеичения, 99.9% печати) 2) Не настроены шаги по Z (намного реже, как раз оставшиеся 0.01%) " Где, например, гнутый винт оси z, забитая гайка ходового винта, убитая смазка, ослабленная муфта, убитый резиновый ролик (создающий перекос при давлении моделью), некомпланарность стола с головой, гуляющий диаметр прутка, хуёвая настройка шагов на миллиметр по осям X&Y, наводки на шаговик экструдера (охуеть, да?), проводящий сор в ведущих к экструдеру местах электрических контактов, сужение сопла нагаром (встречается на abs, визуально слой переэкструдирован из-за увеличения высоты за счёт уменьшения площади), я ебал Войну и Мир здесь чиркать. Да, далеко не каждый будет за всю жизнь лицезреть всё изложенное в печати (я, например, про наводки только читал, не приходилось ловить). Но хоть одно из перечисленного -- наверняка. И столь одиозные тезисы >настрой шаги экструдера, это проблема, без преувеичения, 99.9% печати >намного реже, как раз оставшиеся 0.01%) воспринимаются скептически, нихуя ж себе эксперт их составлял. Короче, руководство, мягко говоря, не исчерпывающее, однако для самых неофитов частые точки отказа указаны верно.
>>562219 Есть идеи как закрепить вентиляторы на шаговик? Решил поставить на все, на всех принтерах ради эксперимента, ставил радиатор, он в районе 10 процентов скинул, но их не везде поставишь. Взял 20шт 4020.
>>561162 Выкинул барашки и сток пружины. Поставил жёлтые пружины, поджал их проставками почти до конца, ход меньше миллиметра, руками с трудом прожимается. Закрутил самоконтрящимися гайками один раз. Кончателеподобная дрыга перестала терять настройку стола. И ты так делой.
>>562285 >Есть идеи как закрепить вентиляторы на шаговик? Лично я так крепил. Утоньшал холдер вплоть до линейных размеров шаговика, аккуратно развинчивал шаговик, снимал ему крышку, вставлял холдер, собирал шаговик взад. Если позволяет место и не хочется раскручивать ничего, можно из двух защёлкивающихся/завинчивающихся деталей смоделить, см. пикрилы.
Аноны, если здесь есть владельцы Flashforge Adventurer 5m/pro, подскажите, возможно ли к материнке подключить датчик обрыва прутка, чтобы приостанавливать печать и звать папу?
Или может, знаете уютные коммьюнити по этому тридаку, где хотя бы выслушают?
Среда, мои чуваки — подумал я и решил наконец заняться настройкой своего буквально на помойке найденного Anet A8, грешащего тем, что координаты берутся просто с потолка, окружности печатаются эллипсами etc. Иголка, магнит, линейка и... наблюдаем какую-то нездоровую шляпу (см. рис. 1). Каретка оси X движется не равномерно, а будто бы отстаёт от реального количества шагов. На диаграмме по иксу — икс самого принтера, по игреку — ошибка координаты в миллиметрах от заданной. Три разные линии — три разные силы натяжения ремня, которое немного изменяет данные, но в целом клиническую картину сильно не меняет. Ремни выглядят целочками, корд не торчит и так далее. Что это, как это, зачем это — силюсь понять, но таки не понимаю. Спросил у знакомого аксакала — тот загрузился и завис. Спросить у другого аксакала — посоветует поменять принтак на что-то более пристойное, что, конечно же, вариант обоснованный, но... Поэтому спрошу на лучшем форуме на свете, уж здесь-то мне точно помогут. Обнял
>>562305 Спасибо за инфу. Видно ты один в треде на опыте остался. Подскажи ещё тогда. Пришел первый шаговик (длинный на пике) из серии которые я собрался ставить, ставлю, как положено, полярности соблюдены, но он не крутит, ставлю на другой принтер для проверки, обмотки идут в противоход друг другу, я так понимаю на обмотка плюсы и минуса не туда идут? дребезжит тупо. Но как такое может быть? По схеме все верно, он точно такой же на прозвонке как и предыдущий.
Наверно ебано объяснил, вот два видео, на одном старый шаговик, работает норм, на втором новый длинный уходит в дребезг. Я так понимаю, обмотки по полярностям перепутаны, на каждой обмотке надо местами плюс и минус поменять или одной только?
>>562535 >он точно такой же на прозвонке как и предыдущий. Ой ли? Офигеть как похоже, что ты спиздил ту серую мышь с какого-нибудь условно третьего эндера (пик4, дофига напоминает), где все обмотки поголовно перекосоёбены (соместно с кабелями), перевоткнул контакты шлейфа в районе драйвера, и забыл. Впечатление такое создаётся. Ну, если ты ПРАВДА проверил, что обмотки по прозвонке идентичны, то смотри напряжение с драйвера и поднимай его (в разумных пределах), есть (крайне небольшой) шанс, что просто ротор залип. Шаговик, который дребезжит, не разбирал? ну, там, "мятую шайбу" убрать, например, лол? К сильным магнитам не подносил?
>>562535 >Я так понимаю, обмотки по полярностям перепутаны, на каждой обмотке надо местами плюс и минус поменять или одной только? Ты бы мог просто попробовать оба варианта быстрее, чем пост написал.
>>562630 >что на счёт размагничивания шаговиков при разборке? Можно как то снова замагнитить? Без установки импульсного намагничивания -- нет. Принципиально нет. За исключения случаем, когда гаражный китаец намагнитил их раздельно, но это совсем какой-то звездец.
Нахуя ты их разбирал-то? Я (>>562305-кун), потому что не извлекая из статора фиксировал ротор, снимая лишь алюминиевые крышки для установки холдера на кулер. Ну а ты?
>>562754 >Обычный, надо же найти причиню заедания. Итак, поправь, если я неправильно понял: 1) Ты решил найти причину заедания; 2) Ради этого ты разобрал новый небитый некрашенный двигатель; 3) И всунул в него некий свой эталонный подшипник.
Я не до конца осознаю, как именно ты диагностируешь первопричину заедания, если: а) Оно у тебя возникнет -- например, при недостаточном сцеплении теперь уже магнитопровода производственном дефекте электрического контакта для одной из обмоток; б) Оно у тебя не возникнет -- например, потому что изначальный твой движок был тоже разобран убит локальным перегревом части магнитов. ??
>>562789 Снял дефектный двигатель, поставил новый, хочу найти причину дефекта в старом. Заедает валл, на рандомном обороте, при прокручивании в не подключённом и подключённом состоянии.
>>562906 Да это не проблема, есть ненужный ноутбук. Настолько ли устарел ванхао что про него можно забыть или починить а то глаза мозолит? Если нет, то пока что дешевый аникубик взять может быть
>>550421 (OP) вопрос немного в сторону - как быстро и бюджетно красить? если точнее как шкурить, красить и финишить ~10х15-20x20 ровные детали из фотополимерника, не предлагать наждачку и кисть. Окей с покупкой мелкого аэрографа и компрессора, что мне еще понадобится? Можно ли пескоструить и покрывать лаком из аэрографа или какие-то спецприблуды для этого нужны? Какие рас ходники на это все нужны. Детализация и эпическая насыщенность мне не нужна, просто хочу ровный и долговечный цвет и финиш, если прям зазудит - трафаретные логотипы.
>>563047 Намек и идею улавливаю, но хочу иметь небольшой набор инструментов на постоянку а не бегать за баллончиками каждый раз как очередную приблуду надо красить. Хуй с вами пойду в гугл, там просто сплошные любители ебенячьих человечков продают микробанки красок под аэрограф
>>563080 >формы для штамповки алюминия > такие колечки из 1мм листа Удачи тебе, всего хорошего. Как сам думаешь, почему кольцо на твоем пике получено точением, а не штамповкой из алюминия?
>>562790 >Снял дефектный двигатель, поставил новый, хочу найти причину дефекта в старом. Заедает валл, на рандомном обороте, при прокручивании в не подключённом и подключённом состоянии.
Ты же писал > Пришел первый шаговик (длинный на пике) из серии которые я собрался ставить, ставлю, как положено, полярности соблюдены, но он не крутит, ставлю на другой принтер для проверки, обмотки идут в противоход друг другу, я так понимаю на обмотка плюсы и минуса не туда идут? дребезжит тупо.
Я так понял, у тебя именно с новым такая канитель случилась. Если нет, то с ним-то что было? И как испавил?
>>550426 >ABS >с ним какой-то пиздец происходил 14 лет прошло как печатать начал, всё ещё рофлю с даунов которые им печатают. Разница только в том что 14 лет назад это был единсттвенный материал для печати.
>>550428 Гугли Victor J. Papanek и читай его дизайн для реального мира. Впринципе больше книг по промдизайну нахуй ненадо читать. Суть в том что он ставит функционал устройств и удобство их использования.
>>550557 >Зачем вообще менять сопла? Затем что они периодически засоряются. Ну итт очевидно не засоряются ни у кого если печатать по катушке в месяц. Но вообще да, проще сопло быстро свапнуть, чем 3 часа ковырять иголочкой в надежде что оно пройдёт.
>>550643 Если это дефолтная прошивка, то она выдаёт писк каждый раз когда пытается програть прогретый стол или хотенд. Так вот работает защита. Просто в следующий раз ставя на печать - ставь на холодную, чтобы прошивка понимала что температура хотенда\ стола увеличивается и уменьшается.
Антоны, поясните за ускорения во всяких клипперах. Почему всякие Соркины на них так дрочат? Почему у них параметры измерения в мм в секунду в квадрате? Это же измерение FLOW потока? Какая разница впринципе какое ускорение на принтере а и б? Если один хер оптимальная спекаемость слоя на том же петг будет в районе 40-50мм?
>>563262 >Почему всякие Соркины на них так дрочат? Потому що эти параметры почти ни на что не влияют. Правило 20/80 говорит, что 80 процентов усилий тратится на хуйню.
Подскажи анон есть ли какой-нибудь анализатор профилей печати для креалити слайсера стокового что идет вместе с Эндер-3 ?
Если просто сохранить измененый режим печати то он хранит его где-то внутри а не отдельным файлом похоже. Если выгрузить, то он сохраняет (curaprofile) похоже только измененные параметры, но не указывает или указывает в виде кракозябров профайл источник.
>>563307 Не смог != не захотел. Да ты и не просил объяснить, а сразу про температуру и литры пукать начал. Врочем, я бы и не стал. Если человек удивляется, что ускорение измеряется в мм/с^2 - я ему не википедия
>>563262 >Антоны, поясните за ускорения во всяких клипперах. Почему всякие Соркины на них так дрочат? 1) Потому что с большими скоростями печатает значимо быстрее. 2) Потому что иначе Соркиным придётся что-то конструктивное придумывать, а так легко можно п*здеть ни о чём по полтора часа
>Почему у них параметры измерения в мм в секунду в квадрате? Чегоблядь? Ты в каком классе учишься? Предмет "Физика" ещё не начался?
> Это же измерение FLOW потока? ЧЕГОБЛЯДЬ? Ты как из мм^3/c получил мм/с^2 ?
> Какая разница впринципе какое ускорение на принтере а и б? Будут на прямых участках быстрей развивать свою максимальную скорость. Если поставить "рывок" побольше, то при этом ещё и смену направления быстро осуществлять.
>Если один хер оптимальная спекаемость слоя на том же петг будет в районе 40-50мм? Омич-полуёбок, скажи, ты наркоман, да? Я просто тоже где-то там живу, можем вместе дышать фотополимерами. Короче, выходи из под солей или под чем ты там, и формулируй по человечески, потому что твои миллиметровые спекаемости людям не под трипом не понятны.
>>563315 >Омич-полуёбок, скажи, ты наркоман, да? Падажди. Тоесть ты хочешь сказать, что можно печатать скажем ABS пластиком на скорости 20 мм, и на скорости 200 и не будет разницы? По моему всё таки будет. Иначе все бы давно уже печатали на скоростях 3000+
>>563317 >Тоесть ты хочешь сказать, что можно печатать скажем ABS пластиком на скорости 20 мм, и на скорости 200 и не будет разницы? Что такое эти твои 20/200мм? Это 20мм/с и 200мм/с соответственно? Ну, да, на таких мизерных скоростях и с нормальным обдувом разницы в качестве не будет. Имеют место незначительные для понимания общей ситуации исключения. Блядь, если я тебя правильно понял и это 200мм/с... да у меня дрыгостолы с большей скоростью печатают, тоже мне скоростной Грааль нашёл.
> Иначе все бы давно уже печатали на скоростях 3000+ Энтузиасты так и делают. Просто для достижения 3000мм/с нужны или моторы уровня LDO-57STH41-2804MAC(HEV) и выше (лучше вообще сервоприводы AC, было видео, как чел до 300k разгон взял на AC-серваках, дальше уже ремень переставал держать жёсткость), с сопутствующей механической оснасткой (рельсовые направляющие, двойные ремни со смещением шага на ползуба), или охрененное рабочее поле, чтобы успевало на эту скорость выйти. Т.к. коробки печатать мало кому надо, а рулят криволинейные траектории, то упор делают именно в ускорения и рывки, а скорость занижают до приемлемых пусть и немного черепашьих 1000-1500мм/с.
>>563343 >Ну, да, на таких мизерных скоростях и с нормальным обдувом разницы в качестве не будет. Ты уверен? Я вот 10 лет печатаю, на 200 миллиметрах скорости Деталь у тебя не то что распидорасит, а впринципе будет просто набор несклеенных слоёв. >у меня дрыгостолы с большей скоростью печатают Уверен?
>>563343 >было видео, как чел до 300k разгон взял на AC-серваках, дальше уже ремень переставал держать жёсткость), Что ты такое несёшь? Он разогнал, но не печатал на этом никогда.
>>563375 > Я вот 10 лет печатаю, на 200 миллиметрах скорости Может стоит принтер поновее купить? 10 лет назад для жоподельного репрапа 200 и правда кажется запредельным
> просто набор несклеенных слоёв. у тебя экструдер не тащит по производительности
>>563386 >Может стоит принтер поновее купить? Reborn2 с Клиппером. Но мне чот кажется что это ты пиздишь. >у тебя экструдер не тащит по производительности Ещё бы, на таких скоростях мало что затащит
>>563411 Если точнее - никто не затащит. Один из вас говорит про скорость. Второй говорит про ускорения. Это БЛЯДЬ разные термины. Нет сорян, не изобрели пока экструдер который держит 200мм скорости. При таких скоростях обьёмы пластика который необходимо прогреть именно до НУЖНОЙ температуры возрастает кратно. Наивно полагать что проблему можно решить просто сменив экструдер. Напоминаю Ваши вулканы и прочее решают не эту проблему, а проблему диапазона температур. Ибо в основном потолок выставляется в 260 градусов, вулканы умеют в 350+. Угадаёте что будет если вулкан прогревает петг 240, но на скорости х5 от расчётной? Правильно, пластика больше в 5 раз, И прогрев идёт хуже. Датчик температур установлен не на сопле, а на термокубе, поэтому в любом случае возникнет инерция прогрева и как итог через сопло пропустится пластик прогретый до 220 градусов вместо 240. Поэтому любой пластик при повышении скорости и проходя быстрее через сопло - будет прогреваться хуже. Всё это более менее компенсируется при печати всякой мелочи при ускорениях уровня "Мы 5 см быстро пролетели", но на по настоящему крупных деталях или длинных прямых больше 10 сантиметров вы соснёте.
>>563418 >200мм/с >не изобрели Ну, это смотря какой линией льёшь. Если сопло 0.4 с высотой 0.2, то это всего 16 мм3/с. У меня обычный v6, собранный из нонейм говна на нонейм пластике с озона так почти мог. 14 там был потолок для нормального какчества, емнип. Судя по интернету, если бы собирал на компонентах от хотя бы не нонейм китайцев, то было бы ещё лучше. Если ты там миллиметровой дырой срёшь, то понятно, тут уже какие-то собственные изыскания нужны.
>>563389 >Reborn2 Зачем советовать эту ссанину? У него только один плюс, если вдруг нужно печатать очень большие детали из абс занедорого. Проблемы с рябью там адовые, да и много еще косяков. >>563440 Можно. Берешь стекло, 110С, брызгаешь раствор энтеродеза и погнали. В слайсере добавь brim. На принтер одень пару мусорных пакетов или накрой обычной коробкой.
>>563418 >Нет сорян, не изобрели пока экструдер который держит 200мм скорости. Изобрели. Ремут экструдером зовётся. Ставишь жёсткий Nema2334 42 и твой пластик давится даже при комнатной температуре. Спекаемость, впрочем, сам понимаешь, нулевая. Я, правда, думал, что речь не про скорость экструдера, а про виляние по X/Y. Потому и орал до сих пор продолжаю. Я вот когда 1.5мм соплом орудую, скорость для прутка, ну... наверное до 80мм/с, это на глаз. Но я-то Nema17 и 1:3-экструдерами в основном орудую.
>Наивно полагать что проблему можно решить просто сменив экструдер. Нетъ.
>Напоминаю Ваши вулканы и прочее решают не эту проблему, а проблему диапазона температур. Не решают. Впрочем, ниже ты сам об этом говоришь.
>Ибо в основном потолок выставляется в 260 градусов, вулканы умеют в 350+. WUT? Я могу и 550 выставить, другое дело, что у меня пластика такого нет, который бы при таких температурах нагар мне по периметру не создавал даже при быстром движении. псевдоCHT помогает лишь очень относительно.
>Угадаёте что будет если вулкан прогревает петг 240, но на скорости х5 от расчётной? Что за "расчётная"? В общем, я не знаю про вулканы, давно от них отошёл, но на супервулкане с микшированием потока псевдоCHT вставкой, ничего особого не ожидаю (хотя, может, я неверно понял словосочетание "расчётная скорость"), если при этом ещё градусы повысить ну хотя бы до 260-270.
> Всё это более менее компенсируется при печати всякой мелочи при ускорениях уровня "Мы 5 см быстро пролетели", но на по настоящему крупных деталях или длинных прямых больше 10 сантиметров вы соснёте. 200 ватт термоблока для тебя шутка?
пикрил -- мой "выставочный" образец для подобных тредов, но по-человечески там можно 2 100-ваттных картриджа впихнуть
Завышаешь температуру до максимума, при котором твой ABS не образует нагара для твоей скорости. ВКЛЮЧАЕШЬ ОБДУВ (должен сам определить его необходимый и достаточный уровень для твоей конструкции обдувалки) для исключения деламинации (для твоего 3см говна необязательно). Греешь стол до ~110? ставишь печать на подложке или с каймой, на внешней части этой подложки каймы создаёшь кожух, равный высоте детали. В случае высоких деталей (а не твоего карлика) делаешь между кожухом и самой деталью открытый участок стола. И хорошим клеем неиспользуемые деталью края мажешь, чтобы не покоробело. Разумеется, не на стекле и не на резинке. Конечно, если при этом ты на сквозняке печатаешь, даже это не поможет. Если купленный АБС говно, то тоже соснёшь. Если деталь выше 10 см, есть шанс соснуть при деламинации на углах даже при всём этом.
>>563476 Сколько оно давит, сильно ли сопливит? Стоит перекатываться? Сейчас пользую обычный вулкан с ZS Plus Volcano Trianglelab - держит 30мм3 на абс.
>>563480 >Сколько оно давит Кто "оно"? Моя сборка при двух 100 ваттниках... ну, примерно 200мм^3/c. Со стандартным длиннокартриджем 80-ватт, ну где-то 100мм^3/c. Это на 1.5мм и выше соплах только, иначе выходное сечение сопла будет сопротивляться нещадно.
> сильно ли сопливит? С таким большим соплом? Без ювелирной настройки будет сопливить обязательно. Если готов убить пару суток на тесты, то условно нет.
> Стоит перекатываться? На любителя. Мои вкусы очень специфичны.
>Сейчас пользую обычный вулкан с ZS Plus Volcano Trianglelab - держит 30мм3 на абс. Эмм... соболезную.
>>563490 >Эмм... соболезную. Это нормальный поток для сопла 0.4. У нас итт ты один мамин промышленник который печатает йобы квалитетом 10+ >>563480 вулкан с ZS Plus Volcano Trianglelab - держит 30мм3 на абс. Че-то маловато, у меня такая же сборка спокойно выдает под 38. Через пару недель итт расскажу как получить под 70 кубиков на chc pro и обычном cht вулкан сопле! И да, всё на 0.4 мм высокой точности
>>563495 Не, нет его. Я спрашивал, вдруг видели. В мотаче слушок пустили, что свокнулся, но без пруфов. Вот и заскочил на ваш огонёк, тут его видел в последний раз
>>563522 Ну у меня как раз грелка CHC Pro, ZS Plus Volcano 0.6 и Sherpa mini. Абс на 280С. Если дать больше 30, то начинают "натягиваться" углы и нависания. Т.е не приклеиваются туда куда надо, а срезают углы по кратчайшему пути. Для крайне простой геометрии, шайбы-подкладки там всякие можно дать и 40.
>>563454 >Зачем советовать эту ссанину? И кому же я её советовал? > У него только один плюс, если вдруг нужно печатать очень большие детали из абс занедорого. Уже ясен уровень твоих знаний. Он поддерживает ABS только на бумаге, по факту он им печатает также как открытый дрыгостол, тоесть никак. (Да драгостол у меня тоже есть). >Проблемы с рябью там адовые, да и много еще косяков. Всё как Соркин говорил. Проблема только в том что вся эта хуета начинается как раз на высоких ускорениях. >Можно. Берешь стекло, 110С, брызгаешь раствор энтеродеза и погнали. В слайсере добавь brim. На принтер одень пару мусорных пакетов или накрой обычной коробкой. Хороший совет чтобы спалить хату, лол. Но лучше просто отказаться от такого говна как ABS.
>>563476 >Ставишь жёсткий Nema2334 42 и твой пластик давится даже при комнатной температуре. Извините, мы про печать разговаривали, а не про то как выдавить побыстрее. >Я могу и 550 выставить, другое дело, что у меня пластика такого нет У меня в коменте написано что по дефолту в прошивках 260. Выставить ты можешь сколько угодно, если сам это в прошивке выставил, если своя мать или если у тебя не какой-нибудь сраный бамбук с проприетарной прошивкой которую не сменить. Да, там тоже есть ограничения на темпер. Но суть не в этом, а в том что при прохождении на бОльшей скорости темпер должен повышаться, а при меньшей соответственно опускаться до стандартных для пластика температур. Я вот хз умеет ли в это клиппер сейчас? По моему нет. >при этом ещё градусы повысить ну хотя бы до 260-270. А зачем? Если скажем по спецификации условно надо печатать на 220 градусах. По калибровке и прочему тоже, ты ведь понимаешь что на поороте пластик перегреется? И зачем? Чтобы выиграть на 10 часовой печати 10 минут? Ну чот как-то фигня. >200 ватт термоблока для тебя шутка? Да.
>>563490 Сопли, ебля с картриджами, ювелирная настройка. 0 результатов печати, калибровок или парамеров печати. Зато теоретически оно давит дофига.
Чот я не понял ничего. Мы тут всё ещё 3d печать обсуждаем или просто уже на параметры фапаем? Для меня важнее чтобы всё качественно было. Скорость опциональна. А тут какие-то мизерные выигрыши на прямой ценой геммороя и кузьмичевания а выигрышь где? Сколько бенчи тот же печатается?
>>550421 (OP) Посоветуйте разумные ЙОБЫ экструзионные и фотополимерные, хочу купить такую парочку и закрыть для себя потребность в изготовлении корпусов для прототипов устройств и не только, в планах делать литейные формы. Цена в целом похуй, поэтому и прошу ЙОБУ, чтобы работало уверенно и без ёбли (так не бывает, да?).
>>563569 Хуйню не пиши. У меня эта шайтан коробка стоит под боком. У этого принтера одна из самых высоких температур внутри среди пассивных камер. Там очень теплый колпак. При столе 110 внутри через полчаса 65. Печатал корпуса размерами 30x30x20см, ни единого намека на трещины и поднятые углы. >Проблема только в том что вся эта хуета начинается как раз на высоких ускорениях. Эта хуйня вообще не может в ускорения. Больше 100мм/с или 3000мм/с2 идут сдвиги слоев. Рябит даже на 40мм/с. >говна как ABS Топовый материал. Недорого, сушить не нужно, не плавится как pla, не резиновый и не сопливит и печатает быстрее petg. И стекло прекрасная основа. Энтеродез стоит копейки, скрипт для плавного охлаждения больших деталей добавить не сложно. Не нужно трястись над дорогими pei листами. Ну откололся кусок, новое стоит копейки. >>563570 >при прохождении на бОльшей скорости темпер должен повышаться, а при меньшей соответственно опускаться до стандартных для пластика температур. Я вот хз умеет ли в это клиппер сейчас? По моему нет. Любой принтер может, через слайсер с дикими костылями. Глядишь через пару лет пиздоглазые разрабы и добавят. https://www.youtube.com/watch?v=P6Y8uUPd3yg >>563612 Bambu Lab P1S
>>563615 На авито где же еще. Там куча перекупов. Для инженерной печати АБС и стеклонаполненным полипропиленом потребуется легкий тюнинг Столики из стекла и FR4 Обманка для термодатчика стола, поднимает лимит со 100 до 120. Теплоизоляция - поднимает температуру в камере с 55 до 65С. StP Barrier Premium 4 по стенкам внутри, коврик сверху на стекло и уплотнитель на дверь. Каленый хотенд для Nova PP-GF30 Ну и сушилку Space Pi можно купить. Хотя для АБС и PP она не критична.
С полимерником повремени немного, он для корпусов не особо нужен, ну и его так просто не поставишь в квартире. Смола воняет, пачкается. Такое себе.
анон просвяти есть ли смысл сейчас врываться в ворон 2.4 ? там даже какой-то амс есть. имею гост6 хочется двигаться дальше, иногда печатаю за деньги бытовую херню всяким обывателям, интересует двуэкструдерная печать. есть какое-то чувство что бытовая печать стоит на пороге шага на новую ступень, все эти бамбулабы многоцветные с лидаром и дешевые форджи с автокалибровками. бамбулаб для меня дорог + отпугивать анальная закрытость а с вороном не хочется прогадать устаревшим его конечно не назвать но стоит ли туда лезть....? насколько еще его хватит по запасу модернизации?
>>563684 Самосбор умер. Бамбулабы и К1 их убили. Единственное над чем можно подумать это узкоспециализированный аппарат со столом больше 350мм и/или с idex (Ratrig или упаси боже высер соркина) или нечто заточенное под нейлон (механика тут вторична, главное цельнометаллический со встроенной сушилкой и с 80+ в камере)
>>563614 >Хуйню не пиши. У меня эта шайтан коробка стоит под боком. >У этого принтера одна из самых высоких температур внутри среди пассивных камер. Какая коробка? У тебя шизофазия? >Печатал корпуса размерами 30x30x20см, ни единого намека на трещины и поднятые углы. Начнём с того что принтер только на бумаге закрытый. Если мы всё ещё про Reborn2 говорим.
>>563614 >Bambu Lab P1S Оверпрайснутая проприетарная параша без задач. Хер обновишь, если что-то сломается - выкинешь. Все кто советуют Бамбук - ёбнутые на всю голову дебилы.
>>563684 Ворон был хорошим на старте. Когда это был проект энтузиастов которые делали принтер на самой грани высоких технологий печати. На данный момент ворон это "МЫ НАХУЯРИМ САМЫХ ДОРОГИХ ЗАПЧАСТЕЙ В ПРИНТЕР ПОТОМУ ЧТО ДОРОГО ЭТО ХОРОШО!!!111".
>>563726 ну прям овер-прайса я там не вижу. там же полно китов под разные суммы - пластик, пластик + основные фрезерованные, полностью фрезерованные, + навесная требуха на разные бюджеты. я больше боюсь того что не сегодня-завтра принтеры уровня бамбулаба станут еще дешевле и тогда цена перевесит проприетарность запчастей / по
>>563736 >ну прям овер-прайса я там не вижу. Стол за 30к Это просто стол, не учитывая подогрева, креп и прочего. Тупо пластинка без всего. Мне продолжать перечислять оверпрайс компоненты?
>>563722 Тебе фоточек с термометром предоставить или сам угомонишся? >>563723 Абс действительно можно не сушить. Да чуть чуть сопливит. >>563724 Купить запчасти на бамбук даже в подсанкционной проще чем на любой другой принтер. Открываешь авито и там есть все. Ибо они как айфон, с одной моделью а не 9000 разных. >>563736 >принтеры уровня бамбулаба станут еще дешевле и тогда цена перевесит проприетарность запчастей / по Уже. Посмотри стоимость кита ворона 250 и P1S
>>563744 >Тебе фоточек с термометром предоставить или сам угомонишся? Зачем и нахуя? У меня этот кусок говна рядом стоит, сам прекрасно знаю как он работает.
>>563744 >Купить запчасти на бамбук даже в подсанкционной проще чем на любой другой принтер. >Открываешь авито Открыл только что, 12 обьявлений с текстов Bamboo Поискал ещё хотенд, увидел всратый пикрил. ЁБАНЫЙ СТЫД БЛЯДЬ. 200 рублёвый хотенд за 5800. Ты адекатный вообще такое живым людям предлагать?
>>563736 >принтеры уровня бамбулаба станут еще дешевле и тогда цена перевесит проприетарность запчастей / по Маркетолог бамбулаба чтоли? Во первых Бамбук стоит в 10 раз дороже Эндера! 10 - это скромная оценка! Даже последние Эндеры с оверпрайсом по 35к - дешевле раа в 4! При том что использует он тот же клиппер внутри. Только они пиздят что не Клиппер, но мы то знаем. При том что ПО для прошивки принтеров на рынке Марлин и Клиппер. Проприетарные запчасти ради ничего... Ты платишь в 10 раз больше чтобы поебаться за свои деньги, когда я за те же деньги буквально 200 грамм нозлов купил и просто выкидываю их когда что-то засоряется. А засоряться у тебя будет! Даже с Бестфиламентом! Анальная ебля с обновлениями, напоминаю в России оно не работает. Покупаешь за 100+к кота в мешке. Приставка с мультиколором, которой аноны итт аж в 2019 баловались - сжирает по 25% пластика в урну просто потому-что. Печатает медленно как говна кусок. Тот же дрыгоЭндер его делает примерно в 5 раз, это я приуменьшил. Если у Эндера соник стоит, там можно вообще Бамбуку можно неделю времени на печать оставлять.
>>563744 >Абс действительно можно не сушить. Да чуть чуть сопливит. У меня для тебя плохие новости, тебе подсунули PETG вместо ABS. У ABS ебейшая усадка 10+%, он впитывает влагу как ёбаная губка, Его не просто надо сушить, а сушить сутками напролёт, при печати он воняет как ёбаный пожар на нефтебазе. Ещё это говно изгибается, усаживается слоями и имеет очень прихотливые температуры для печати. Если у тебя нет проблем с ABS, скорее всего ты им не печатал никогда.
>>563751 Нихуя ты насрал. Я другой анон, мимопроходил ABSом печатаю уже больше года, на другие филаменты даже не смотрю больше. Печатается охуенно, обрабатывается наждачкой и режущими инструментами очень легко, можно склеивать ацетоном и это не говоря про хорошую стойкость к УФ и температуре, до которой PLA и PETG как до луны. Печатаю в активной термокамере, температуры там 60-70 градусов обычно. Спекается охуенно (но у меня и экструдер жарит 275 градусов), печатается на скоростях до 160мм/с без выебонов, даже от стола не отлипает на массивных деталях. Это ты, даун, который не смог осилить печать одним из самых дешёвых, но при этом практичных пластиков.
Алсо, с усадки в 10% в шёпот. В слайсере ставлю масштаб детали 100.6%, чтобы она в размер получалась, а у тебя, блять, 10 откуда-то высралось. Съеби нахуй из раздела, чмоня
Какой пластик лучше всего прилипнет к советской пластмассе 90-х? Как определить тип пластика? Хочу красиво отреставрировать корпус древнего совкового говна, используя 3d pen как клеевой пистолет
>>563754 >>563751 Да вы оба ебанаты. Для абс хватает пассивной термокамеры с температурой 30-40 градусов. На PEI липнет без проблем, но если стол не на самариевых магнитах, то он усадкой его нахуй оторвет. Усадок в 10% там не существует, для обычного она 0.4-0.6%, для композитов ближе к 0.2. Сушить абс надо если он полежал в теплой комнате влажностью где-то 50%, тогда будет пиздец. При комнатной температуре в 22 градуса и влажности не более 40 он ваще может неделями лежать не набрав влаги. Но если наберет то сушить надо действительно сутками
>>563762 30-40 это ниочем. Только мелочь печатать. 55-65 оптимально и вполне реально даже с пассивной камерой. Маленькие детальки размерами с пачку сигарет да можно печатать на pei. Большие только на стекле. Держится так что иногда вырывает куски из него. Энтеродез и скрипт на плавное охлаждение стола минимизируют последнее. Относительно сушки в умеренном климате что зимой что летом оно не критично. Да идет пар, да растут усики в местах откатов, но на прочность не влияет. Можно посушить часиков 6, будет лучше.
RatRig киты по сборке существуют только от самой компании? в россию то ни как не заказать ? что-то 0 информации нахожу. сама фирма я так понимаю в сша судя по платежным способам?
>>563790 На 3ю версию продаются некоторые детали на али. А так там вроде и нет ничего сильно специфического. Только относительно несложные детали из листового алюминия и еще несколько, вроде опорного подшипника z оси, и опоры стола. Один поменять на стандартный, второй вырезать из куска полиацеталя. Там одно отверстие по сути просверлить.
>>563788 Впадлу искать примеры, но я запросто печатал на весь размер стола детали при пассивных 30-32 градусах. 50 пассивная камера не дает потому что вентиляция, не дышать же этим. К К1 я приделаю рекупиратор, посмотрим, может с ним и даст 50
>>563828 Да откуда вы, блять, берётесь. Если ABS не пахнет при печати - это нихуя не ABS. ABS вонять должен из-за испарения стирола, запах характерный, ни с чем не спутаешь. Не воняет он только в том случае, если в камере воздух гоняется через угольный фильтр, да и тот не в один слой сложенный. Для своей камеры купил в Леруа сменный угольный фильтр для вытяжки, сложил в пять слоёв и гоняю через него воздух дуйкой, после конца печати уже через пару минут в камере запаха стирола не остаётся.
>>563762 >Для абс хватает пассивной термокамеры с температурой 30-40 градусов. Нет, это ты ебанат. Нет, не хватает. На прошлой неделе тоже решил, что для детали в 270мм по длинной стороне и 170мм в высоту не обязательно прогрев включать, печатал как раз на 40C в камере. На утро пришёл к детали, которая по краям от стола оторвалась миллиметров на пять))))))
>>563620 >С полимерником повремени немного, он для корпусов не особо нужен, ну и его так просто не поставишь в квартире. Смола воняет, пачкается. Такое себе Это да, но мне уже подогнали неисправный пожилой Anycubic Photon S, матрица сдохла, заказал новую за 2.7к, к концу месяца приедет.
Поясните, 3д сканер, если надо отсканить большой объект к примеру мой хуй автомобиль, как это технически выглядит? Просто вожу долго сканером, а он в свою прогу копирует? Там лимита нет что ли?
>>564406 Там все очень криво и косо, даже в сканерах за килобаксы. Метки и спрей дорогие, сканеры теряют ориентацию, вылетают из-за нехватки памяти и руинят всю работу, люто бешено кривой софт, потратил 10к$ на геомеджик в надежде конвертировать скан в солид? хуй выкуси, оно работает только с простейшими кубиками, которые штангелем за 5 минут обмерить можно. По факту для 3д печати они бесполезны, за очень редкими исключениями, проще обмерить и начертить.
>>564407 И еще забыл один нюанс, для каждого размера изделий нужен свой сканер. Один до 200мм нормально работает, другой 200-400, третий 400-1000. Автомобиль четвертый.
>>564414 Сканеры это инструмент лишь немного помогающий реверсинженирить сложные поверхности. И для создания упрощенных 3д моделей. Вот какой скан ты получишь за килобакс. Распечатывай блеать. Профессиональные конечно дают качество получше, но и там печатать сразу нельзя. А подчищать полигональную модель настолько заебисто, что проще нарисовать все в каде с нуля, лишь ориентируясь на скан.
>>564415 Рили говно. Что это было? И ни каких там авто разглаживания с потерей детализация нет? Если допустим в декор копировать ну вазу хотя бы, без чистки тоже ни как?
>>564419 После чистки вилкой получается как-то так. Как референс использовать можно, но не печатать. С вазами и подобным тоже все так гладко будет, артефактов дофига.
>>564428 Риал щит, он даже гайки не распознал, а на ютубах у людей гладко/сладко, целый лица моделят. Ладно возьму самый простой дешевый тогда, для опыта.
>>564452 Есть такая хуйня фирама HE3D, они супер бюджет выпускают. Есть вот у них такой сканер типо, мне просто интересно, как он работает, продают они я так понимаю эту поворотную площадку, к который ты подрубаешь телефон или фотоаппарат. Как он управление фотоаппаратом осуществляет? не пойму по видео.
>>564455 Что-то мне подсказывает, что ИТТ предлагать такое с алика - моветон. Во всяком случае, такие поворотные столы 100% есть на thingiverse. И напечатать будет в разы быстрее, чем ждать с алика если на местных складах нет, офк.
>>564406 Сканер сканирует кусочками, поэтому большой объект может пойти по пизде (координаты разойдутся), алсо результат - каша по мешу, надо всё переделывать
>>564455 >Как он управление фотоаппаратом осуществляет? Хули там управлять, просто контакты замыкаются и всё. Как при нажатии на кнопку. Поворот - щёлк! Поворот - щёлк! И так, пока со всех ракурсов не нащёлкает. Явно эта хрень не стоит 12к.
Мне кажется я туповат. Задача создать некую производственную ячейку на входе которой будет бункер с светодиодами а на выходе проверенные и с правильно согнутыми ножками растыканные в матрицу. Есть некоторые мысли но итог получается с тоннами шаговиков и сомнительной надёжностью.
>>564542 Блет на ютубе чувак такие штуки делал, в коробках от фруктов, у него там целый конвеер был в виде шкафа составленного из этих ящиков. Чет не могу найти жаль
>>564407 >Там все очень криво и косо, даже в сканерах за килобаксы. Все очень хорошо с нормальными сканерами. Шайнинг, скантек или подобные с синим лазером и более КК сканирующих линий делают все быстро и точно. К примеру, на эталон с микрометра в 25мм нормально прогретый и откалиброванный ручной сканер давал погрешность в 4 микрона. >Метки и спрей дорогие Спрей дорогой, но он не обязателен при нормальном оборудовании. Метки копейки стоят, если у китайцев брать, а не у перепуков. Так-то да, я видел ценник дороже в 10! раз от "официальных барыг". >сканеры теряют ориентацию Ну за "килобакс" неудивительно. Ну или ты метки зажыдил, почаще клей просто. >вылетают из-за нехватки памяти и руинят всю работу Опять же либо трехкопеечное ПО, либо говнокомп. Меньше 16, а лучше 32 гб оперативы лучше не соваться. > потратил 10к$ на геомеджик в надежде конвертировать скан в солид? хуй выкуси Ну тут ты либо не понимаешь, как геомэджик работает, либо микроскопом гвозди забиваешь. >По факту для 3д печати они бесполезны, за очень редкими исключениями, проще обмерить и начертить. Ну удачи обмерить в ручную какой- нибудь нарезающий инструмент с кучей граней под разными углами, либо корпус гидравлики с различными цилиндрическими поверхностями, плоскостями, проточками и т.д. и т.п. Просто нехуй использовать микроскоп для того, чтобы в гнилую табуретку гвоздики забивать. >>564432 > Ладно возьму самый простой дешевый тогда, для опыта. Вот он именно так, как на пиках и будет работать.
>>564634 Если это обычный PLA: Ты неправильно откалибровал принтер Ты печатаешь на слишком низкой температуре или на слишком высокой скорости для заданой температуры Если какой то другой материал то сложно сказать, скорее всего те же самые причины Попробуй принты с УЖЕ правильными параметрами, ну и откалибруй его если ты не сделал это правильно
>>564636 Вроде почистил сопло, получилось чуть-чуть получше, но все равно плохо, буду завтра разбираться дальше. Возможно, дело в пластике, я купил новый и попробую с ним.
>>564680 >Если это обычный PLA Принтер мне дали на время, это я пробовал с тем пластиком, который там был, а сейчас купил ABS.
>>564646 Спасибо за совет, анон, попробую и это посмотреть
А в слайсере дело быть не может? Просто по определенным причинам файлы для печати я могу заготовить только вечером, а в течение дня пробовать печатать то, что сохранил, без доступа к компьютеру, поэтому думаю сейчас попробовать сохранить несколько файлов с разными параметрами. Ну и с принтером буду разбираться на месте уже.
>>564634 Как вариант, проверь детали подающего механизма. Не забита ли шестерня, не выработалась ли она. Также чекни целостность прижимной лапки, если она пластиковая. Частая проблема, что на эндерах она ломается. Лечится цианокрилатом, затем сразу печатается новая, пока не хруснула и меняется.
Есть ли тесты жесткости pla? Нужно распечатать держатель для лампы, чтобы выдержал килограмм 10. С каким заполнением и в каком положении лучше печатать https://www.thingiverse.com/thing:3034722 чтобы лампа не ёбнулась?
Хочу вкатиться в 3D-печать, но не до конца уверен, что оно мне надо, что можете посоветовать? Есть такое универсальное правило, что если не уверен, значит не надо, но я думаю, что моя неуверенность исходит из того, что я не до конца понимаю, какие задачи можно решать с помощью 3D-принтера. А в целом я технически грамотный человек с прямыми руками, думаю, что смогу использовать 3D печать в своих самоделках, в организации быта и ремонте всякого барахла. Короче, буду благодарен, если расскажите про свой опыт вката в 3D-печать, с какими ожиданиями туда заходили и что из этого получилось напечатали кораблик и забросили Ну и второй вопрос, если я все-таки надумываю вкатываться, Bambu Lab A1 хорошая модель? Есть смысл докидывать до P1S или смотреть на другие бренды?
>>564771 Дядь, ну ты и странный. Зачем тебе 3д принтер, если ты не знаешь, что на нём печатать? Тем более ещё и бамбук покупать за 50-100К. Денег некуда девать? Ну так покупай, зачем вообще спрашивать. Энтузиазмом от тебя не несёт, так что видимо ты это расцениваешь, как какую-то игрушку на пару раз. Ну пройдись по сайтам, посмотри, что люди печатают, посмотри стоимость филамента и расходников, подумай, где будешь размещать принтер (он, если чё, шумит, как пылесос) и там уже сам взвешивай за и против
>>564771 Печатай модели катеров и лодок с разными обводами, например. Я знаешь, видел в Усть-Катавском приборном заводе катер с ходимостью по волне 1м, заказать на проверку я его не смогу, но напечатал бы, и посмотел на уменьшенной версии его ход.
>>564780 >Энтузиазмом от тебя не несёт Какой энтузиазм, когда ты взрослый? Это просто покупка, которая приносит определенное количество радости и пользы за свою цену.
>>564812 >человек не дум дум Пидорас, тебе был задан один конкретный вопрос, а ты почему-то увидел тут возможность самоутвердиться. Ну на вопрос в принципе ответил: 3D-печать тебе нужна, чтобы выебываться своим уникальным хобби. Сука, ты просто струячишь поделки из пластика, откуда столько гонора?
Бобрый пень всем, меня к вам сослали. Значица, я в говне-моченый по всякой физике и электротехнике и мне нужен принтер для печати комплектухи и всяких моих поделий для испытаний. Не на продажу, а для себя. Опыта в 3D-печати ноль, денег тоже придется от семьи отрывать с боем. Поэтому, мне надо принтор дешевенькай, но не настолько дешевый чтобы полное говно. Желательно калашников в мире принтороф. Какие к нему расходники вообще - пластик? И какие программы используются для проектирования деталей? Или может весь скоп вопросов тупо уже расписан в какой-то книжке и проще просто ее купить? Типа, "3D-принтер для чайников"...
>>564861 >калашников в мире принтороф Эндер. А вот какой именно - смотри сравнения на тытрубе. >расходники Для начала, чтобы не охуеть, возьми катушку PLA. >для проектирования деталей Любое CAD говно. >уже расписан в какой-то книжке Деда, ты чего на дваче забыл?
>>564863 >Деда, ты чего на дваче забыл? Ты не поверишь, у меня огромная крутая библиотека. На бумаге. Принципиально. Ну знаешь ли... компьютеры ломаются, винты стираются, пароли забываются, электричество на войне ядерной внезапно отключатся. На бумаге, обязательно. Ну вот я две нашел, над заказать. Ну я понял, пойду эндер смотреть.
>>564868 >И как ты печатать будешь тогда, м? Я же электротехник.)) МикроГЭС, миниСЭС, термоэлектрогенераторы. К тому же мне для опытов, мне нужно несколько прототипов сделать кое-каких устройств. Просто чтобы людям с деньгами подсунуть, чтобы они могли потрогать их руками. Что они работают. А не просто так их теорией грузить.
>>564869 > >электричество на войне ядерной внезапно отключатся >миниСЭС, термоэлектрогенераторы. Я, конечно, дико извиняюсь, сам-то ударно-волновыми излучателями не занимался, и потому встаёт у меня, возможно глупый, вопрос: а полупроводниковые элементы для солнечных панелей ты будешь из радиоактивных желудей выплавлять? Или они от ЭМИ не пострадают?
>>564851 >Какой энтузиазм, когда ты взрослый? Это просто покупка, которая приносит определенное количество радости и пользы за свою цену. Ну с таким подходом действительно нет смысла вкатываться. А про радость вообще смешно слушать. 3д принтер это в первую очередь про пердолинг.
>>564878 Смех смехом, но на самом деле кучи технической литературы, особенно редкой и специализированной, попросту нету в сети ни в каком виде. Какое-нибудь пособие слесарю по ремонту подвижного состава или швейных машин или устройству АЭС раньше печаталось, а сегодня его просто нету вообще, ну не печатают коммерческие издательства такие вещи. Ни в каком виде. Ну и качество ныне соответствующее. Поэтому их можно купить только "с рук" в букинистике. Я тут попытался пособие по масляной живописи найти, так я и его банально не нашел. Одна книжка на всю Россию, помер небось какой-то художник и родственнички сплавили. Фортануло. А попробуешь найти в сети - нету. А если еще и ютюб открутят вообще будешь зашибок.
>бенчи 3Д печати тред это как тред синтеза в музаче, все великие дохуя печатники-производители дохуя важных, нужных, прибыльных, облегчающих жизнь вещей, без единого пруфа
>>564895 А кто с тобой делится то хочет? Налетят же пидоры 5ти рублелеграммовые и заруинят нишу, как это уже сделали с автозапчастями, бытовой техникой, лампами. мимо продаю пару запчастей в месяц с наценкой более 1000% вообще не упоминая про 3д печать
Есть ли проекты топовых сушилок? Чтоб нейлончик за 6 часов при 110С Внешний корпус из абс, внутренний из ультрана оба с толстыми стенками с низким заполнением для изоляции, в эти же стенки интегрировать рекуператор для снижения потерь от вентиляции, разместить греющий карбоновый кабель для равномерного прогрева без шума..
>>564921 >сушилки овощные Они слабоваты для нейлона, 75С градусов всего. А там 90 минимум нужно. >абажуры/плафоны Была пару лет назад тема с утопленными светильниками под натяжные потолки. Сначала привезли Италию по 14к, потом Иваны-ютуберы сделали копию за 5к, а потом понеслось за полгода цена на Авито укаталась до 600р. И вишенка на торте бугурт Иванов что у них все спиратили.
>>564897 >пару запчастей в месяц Пару шестеренок для мясорубки? Разбогател уже? Гнилое комьюнити у вас, одни мамкины бизнесмены, которые с ебалом Шарикова думают «вот сейчас принтер куплю и озолочусь на печати всякой хуеты». При этом не способны ответить на простейшие вопросы, ведь не дай бог я куплю принтер и задемпингую рынок распечатанных на 3D принтере дракончиков. Зато кичатся каким-то энтузиазмом, хотя энтузиаст в любой сфере лоялен к ньюфагам и рад ответить на вопросы по своему увлечению. Рака жопы всем ИТТ
>>564927 По 20к в месяц в среднем прилипает, при затратах времени в один вечер. Масштабироваться тут некуда, это запчасти для редкой коммерческой техники. А что касается коммунити то все уже наигрались и энтузиазма 10й год подряд обсасывать детские ошибки печати и очередные поделки китайцев нет никакого желания. Все что нужно есть на ютубе.
>>564927 Ну ок, 7 принтеров, косплей предметы, диорамы, макеты. На грани рентабельности. Подработка по сути от основной работы.
Применение 3д печати весьма ограниченно, и давно зашло в тупик. Прорывного ни чего нету, нового мало. Производители принтеров пытаются популяризировать продукт в массы как итог выброс бу принтеров на Авито по 20-50% и более дисконту. Что ты ещё узнать хотел?
АБС почему-то вот так вот выгибается при печати. В чем может быть дело? Это просто к столу прилипания нет? Вроде бы читал, клей для АБС не обязателен, может, еще какая-то причина?
>>565106 Я не знаю? Я беру 3д пен и хуярю в трещину между обломками пластмассового корпуса, потом стачиваю то что торчит, всё ровно и держится, можно красить
>>565213 Т.е. ее саму нужно 60+ греть? У меня на пластике пла, указана температура стола 55. На данный момент 65 стоит. Ещё нужно выше нагреть и посмотреть? Не шарю в базах
>>565214 Без понятия что у тебя случилось. Отмой её всю спиртом и пальцами не лезь. Базу 60 и пла первый слой 20-30, если не прилипнет то я умываю руки
>>565203 >Что может влиять на полосянку? Да ёбанаврот, из фото с вероятностью 70% смещение с возвратом (полосы то выступают то наоборот вдавлены). Бошку принтеру прикрути намертво, чтоб пластиковые сопли сопло не колебали! Можешь быстро проверить: напечатай хуй в режиме вазы, смещения пропадут. И пальцем в разные стороны подави конец экструдера (да не этого, а который на принтере!).
>>565245 Версия интересная но не думаю, проблема на паре принтеров. Выглядит все крепко. Сейчас включил опцию печати сначала внешних линий, визуально без разницы. Я смотрю вообще полосить на вот эти прямоугольниках сильно начинает на угле где шов. Другой угол ровный. Попробую шов перенести и отключить приподнимать при смене слоя.
>>565248 Сделай бочку вазу, как я сказал. Если будут продолжаться полосы, то тогда уже зыркай в сторону шевелящихся термисторов и температурного гистерезиса. Если полос не будет, то удостоверься, что сопло держится твёрдо и жёстко, как Сталин-3000. Заодно и стол так же закрепи, чтобы пружины выражали напряжение, как при допросе Бастрыкиным.
Затем напечатай вазу (одинарная стенка) без вазы. Если там началась фигня, то что-то не то с ретрактом. Если фигня началась позже, то: 1) Откалибруй поток ещё раз; 2) Замени движок экструдера более мощным, повысь напряжение на драйвере, установи на них кулеры; 3) Замени сопло на хорошее; 4) Замени кулер колденда на более мощный; 5) Проверь, что подшипники в экструдере не вышли из пазов; 6) Достань катушку филамента другой партиии / производителя; 7) Если ничего не помогло, поиграйся с режимами комбинга (отключи его для начала); 8) Замени БП другим (бывает, мосфеты отходят от стенок корпуса, который им (иногда) служит радиатором); 9) От мокрого филамента были бы рытвины и странные звуки, не то
Есть плата на j1900 на которой linuxcnc выдаёт около 120к життера на серво треде и 200к на бэйс треде. Пишут что это уже такое себе для софтового степпинга, но на сколько? Для резинового 3018 и иже с ним всё равно не получится быстро двигать оси
>>565266 Сами принтеры топ, но AMS фигня без задач. Печатать в цвете 3д модели очень дорого и медленно. Печатать 2д смысла не много ибо проще напечатать на пенокартоне. Исключения кране редкие вроде вот таких табличек. https://www.youtube.com/watch?v=jjdEUdyopI0 Лучше бы IDEX нормальный сделали. Двух цветов хватит для 95% задач, но при этом минимум потерь пластика и можно печатать разными материалами. >>565286 С разморозкой. Покупаешь MKS TinyBee и ставишь FluidNC.
>>565296 > С разморозкой. Покупаешь MKS TinyBee и ставишь FluidNC. У меня есть железо под дефолтный грбл, и полумеры не хочется. Цель именно linuxcnc. Вопрос поставлен корректно
>>565298 Такой джитер это действительно дно. Даже на таком слабеньком проце, серво может быть около 2к а бейс 10к. Чтоб улетело за 100к нужно открыть браузер в фоне. Пердоль ядро, настройки биос acpi, драйвера.
триде принтиг это пирамида по своей сути дебичам продают бесполезные игрушки, чтобы они один раз напечаатли никому ненужного грута и всю жизнь искали применение бесполезным пластиковым безделушкам
>>565328 Безусловно И я понимаю, что для всех в этом тредде это скорее хобби, я просто говорю о том насколько 3д принтер бесполезен для тех кто покупает его чтобы на чем-то заработать
>>565331 >3д принтер бесполезен для тех кто покупает его чтобы на чем-то заработать Покупать принтер и надеется заработать глупо, таких дурачков сотни. А вот если задача уже есть он окупается за неделю.
>>565343 Одна такая крышка отбила мой первый эндер3. Заплатили 25к. Принтер тогда стоил 13к, 5кг дешманского абс, банка шпакли и антикора. На авито все разводили на литье в силикон, где только форма 50-80к.
>>565377 На ацетон и зубочистки. Разрезаешь на кусочки, делаешь 2мм отверстия под зубочистки для центровки и обмазываешь все раствором абс в ацетоне из шприца. Держится более чем хорошо. На тот момент да, детальки изгибало, были щели 1-2мм, но такой клей хорошо заполняет полости. Из нюансов все это дело сильно пачкается, нужно ждать пока высохнет, но все равно для столь больших вещей нет клея лучше для абс. Шпатлевать и шкурить в идеал яебал. Если тебе не косплей а техничку то замазываешь откровенные дыры двухкомпонентрой автошпаклевкой и сверху красишь валиком антигравием. Получается прикольная шагрень и слой такой что закрывает все дефекты.
>>565378 А какие подводные печатать детали под шип-паз? Ну, и как лего собирать, предварительно обмазав тем же растворённым в ацетоне абс. Алсо, какие плюсы-минусы у ацетона, по сравнению с дихлорэтаном?
>>565379 Шиппаз плохо работает с ацетоном. Ибо стенки становятся мягкими а ты их потом с усилием начинаешь соединять. Такую большую конструкцию просто не собрать. Я тоже пытался повторять столярные соединения, плоские шканты, бабочки - нахуй все это не нужно. Ацетон он не склеивает а растворяет пластик. В итоге соединения получается даже прочнее напечатанного. Толщина стенки конечно нужна заметная, 1.6мм минимум, 2.4 в идеале. Дихлорэтан он для тех пластиков которые не растворяются в ацетоне. А так он дороже, ядовитее итд. Ноль преимуществ.
>>565427 >Мне громче повторить? Короче, ты всерьёз спросил. Это было неочевидно. Ну ок.
1) Дрыгостол. Сразу куча ограничений по ускорениям и прочему. Высокие объекты хуй напечатаешь, не урезая скорости/ускорения дополнительно (хотя, на эндерах высота не такая уж большая, но всё равно эффект колебания модели наблюдается). 2) Грёбанные резиновые ролики в качестве направляющих. На точных моделях, печатая соплами 0.1/0.15 или даже 0.2 -- уже критично. 3) Сраная распайка драйверов. Хорошо хоть вольтаж подкручивать можно, но если хоть один наебнётся, можно плату выкидывать (/сбывать на плоттер). 4) Отсутствие термокамеры. Да, до каких-то пор решается кожухом в величину модели. Но с высокими моделями и абс/нейлоном и такое не прокатит. Переделка выливается в лютый колхоз. Даже если приобрести их термомешок, будут проблемы, вызванные перегревом в первую очередь драйверов, во вторую -- моторов и вентиляторов. 5) Боуден. Эта ублюдская трубка, все пневмозажимы которой необходимо регулярно проверять на предмет люфтов. Хорошо хоть есть конусовидные stl-ки, позволяющие зажать по людски, без прорезания тефлонки. 6) Говнорадиатор. Сразу на выкид, ну просто без вариантов. Вообще всю систему колденда нужно заменить, выкинуть стальной термобарьер с тефлонкой и вставить цельнотитан, вертушки, что на обдув модели, что на обдув радиатора поменять на человеческие, радиатор хотя бы e3dv6/v5 вместо огрызка (cr10 ? не помню, как его правильно), это самый минимум. Попутно придётся решать проблемы с фиксацией хотенда; если в случае комара или аналогов ещё можно снарядить жёсткую конструкцию (по умолчанию предполагается, что ставят вулкан), то в иных случаях приходится городить пластиковый квазиприжим радиатора, что может влиять на люфт. 7) Родной хотблок по любому на выкид -- у него по одним только фиксирующим стальным винтам такая утечка тепла, что любые скорости выше стандартных вызывают ебические пробки. Ещё и термистор стекляшка-говнокапля, без проблем может хрустнуть и в один прекрасный момент начать передавать откровенную дичь, в результате чего при условных "ста" градусах можно будет лить пластик струйкой как из кофеварки. 8) Если правильно помню, комплектуется какой-то недопластиной стола, которая из хуй пойми какого материала, как пластмасска какая-то. Её тоже нахуй, липнет паршиво, выгибает быстро. 9) Вообще куча всевозможных доработок, от вменяемой прошивки до тотальной замены пружин стола, допечатки всевозможных накладок, чтобы тупо на плату управления сверху винт не прилетел и т.п. ... ... ... FF) ... помимо всего вышеперечисленного, просто морально устарел.
>>565413 смотря что ты от него ждешь, дешевая модель, за свои бабки печатает нормально, для бытового использования достаточно, в следствии дешевизны и относительной старости модели - тысячи модов и улучшений. если умножить бюджет на 2 и взять принтер дороже, улучшения печати в 2 раза не произойдет, печатать будет так же, только чуть быстрее чуть проще и т.п.
>>565445 >2) Грёбанные резиновые ролики в качестве направляющих. На точных моделях, печатая соплами 0.1/0.15 или даже 0.2 -- уже критично. А для стока 0.4 норм? >4) Отсутствие термокамеры. Если PLA дрочить то норм? >5) Боуден. Ну все орут про боуден а 90% принтеров с ним >прорезания тефлонки. Вот это косяк >выкинуть стальной термобарьер с тефлонкой и вставить цельнотитан, вертушки, что на обдув модели, что на обдув радиатора поменять на человеческие, радиатор хотя бы e3dv6/v5 вместо огрызка (cr10 ? не помню, как его правильно), это самый минимум. Есть готовый набор? Почему производитель сразу не поменяет? >термистор стекляшка-говнокапля А можно другой поставить? От жигулей с радиатора (условно)? >недопластиной стола Батя стекло нарежет
>>565461 >А для стока 0.4 норм? Жить можно, пока не задубеют.
>Если PLA дрочить то норм? Норм, и петг тоже норм.
> Вот это косяк Это, наоборот, минимальный косяк -- в том плане, что найдя конусные зажимы (с обоих концов трубки) в виде stl-ки, эта проблема канет в небытие. Единственно, где начинается трубка резьба тонкая, её наполненным тефлоном желателтно отпечатать, иначе может треснуть.
>Есть готовый набор? Вроде был, не вникал, т.к. под мои нужды всё переделывать там надо было.
>Почему производитель сразу не поменяет? Мартышки хавают; зачем?
>А можно другой поставить? От жигулей с радиатора (условно)? Без проблем, таких хотблоков хоть жопой жуй (стандартизированных). Твой термистор от жигуля не влезет, скорей всего, потребуется рассверливать хотблок (не проблема, в принципе). Однако, скорей всего, ты захочешь помимо металлической капсулы ещё и сам хотблок вулкан.
>>565473 >её наполненным тефлоном Описка. Нейлоном угле-/стеклонаполненным, я хотел написать. Или обычным нейлоном, если усадки не страшишься (в принципе, можешь просто в слайсере задать). Когда я делал из петг, регулярно перебирая трубки из-за каких-нибудь условно пробок, то эта часть у меня раз в пару месяцев ломалась.
>>565488 Да я глупыш, надо было просто стол протереть, были проблемы с прилипанием. Протер и получился эталонный первый слой. >>565499 Ты горемыка с эндером?
Сап. Я новичок. Купил бушный anycubic 4max. Калибрую экструдер, он выдавил феламент на 85 мм меньше заданного, по формуле поставил 127.2 шага, но все равно давит мало. Проблема в механике? На что надо смотреть?
Есть у кого-нибудь faq по самым распространённым дефектам печати и возможным причинам их возникновения? Сука ебучая, нульцевый принтак за полсотни деревянных на дефолтных настройках на проприетарном слайсере выдаёт такие приколы:
>>565589 Самый распространенный дефект это оператор 3д принтера, который лезет с тупыми вопросами не прикладывая данные о параметрах печати и модели принтера
Печатал сегодня модель с подвижным соединением, соединение сварилось намертво. В чем вероятнее всего проблема, настройки принтера, плохой филамент или плохая модель?
>>565645 >Да Но ведь это вопрос с тремя вариантами ответа, я был бы благодарен, если бы вы указали мне на наиболее вероятную проблему, пока я не начал кропотливо исключать варианты один за другим. Ну и если дело в настройках принтера, мне тоже нужна будет ваша помощь, что именно в настройках менять.
>>565660 Переэкструзия. 1) Откалибруй шаги экструдера. 2) Промерь толщину филамента штангелем, либо микрометром и скомпенсируй % экструзии в соответствие с фактической толщиной. 3) Если предыдущие два пункта не помогли - сделай припуск по осям X/Y в слайсере (horizontal expansion в Cura).
>>565667 У тебя наиочевиднейшее неспекание. Уж почему -- термистор ли бракованный, или он незакреплён, или неверно опознан, или ты экструдер неоткалибровал, или ещё что -- сам решай. Устрани сначала эту причину, отпечатай результат, тогда дальше можно исправлять.
>>565680 >Почему тогда только в некоторых местах? А в некоторых ли? я и не на стенках такое же вижу. Вообще, некоторая схожесть, что ты утопил z-offset, и потому у тебя некоторые зоны от вытекающей неизбежности просто забугрились и склеились.
>>565681 >Пиздец ты отвечатель Проблемы? Самое предположительно очевидное -- что давит со скоростью, превышающей способность хотблока. Но я не Ванга же, чел сам должен предпринять усилия по уточнению проблемы (отсеву унрелейтед-вариантов).
Ебать вы тут понаотвечали за меня. Может, бототреды - не такая уж фантастика? На связи этот >>565589 чел.
Этот >>565684 анон забирает приз за наиболее правильное предположение, даже без инфы о материалах. Короче да, пластик не успевает прогреться и привариться к предыдущему слою из-за того, что я купил скоростной принтер AD5M и пытаюсь печатать на нём с большой скоростью. Фотка хуёвая и на ней не видно, но матовыми стенки не должны быть, если пластик в прутке глянцевый. Снизил скорость до обычных - получил близкий к идеальному результат.
Выбирал филамент на озоне, почти под каждым филаментом кто-то пишет в отзывах, что сушил филамент. Как вообще понять, что филаменту нужна сушка? Если печатается без дефектов и без подозрительных звуков, то все ок? И чем сушите? Имеет смысл специальная сушка для филамента или можно овощной сушилкой пользоваться? Если законтачу ее под филамент, для сушки продуктов уже не смогу ее использовать?
>>565724 Кстати, у меня еще сопутствующий вопрос есть про 3д печать для пищевых продуктов. Можно печатать из PLA/PETG что-то, что контактирует с пищевыми продуктами? Понятно, что горячий суп в них не налить, но хотя бы какие-нибудь баночки для хранения чая или вазы для конфеток можно печатать?
>>565782 >Как фиксить пикрил? Иногда бывало такое, но выраженнное слабо, а сегодня вообще жесть какой мощный сдвиг. Поднять напряжение на косячащем драйвере. А по хорошему, выкинуть плату эндера, и поставить что-нибудь человеческое. Robin Nano хотя бы. И сменные драйвера, tmc2209 хотя бы. Ну и слабые движки поменять на более мощные, особенно часто стол сдвигами грешит на дрыгах.
Чет зачесалось приобрести очередную игрушку в виде сканера. Вводные: раз в пятилетку бывает нужно сделать референс и вокруг него слепить нормальную модель. Пользуюсь связкой фотоаппарат+ 3DF Zephyr. Игрался кто cr-scan ferret или otter, насколько там все плохо? и вообще что на рынке сейчас есть?
Допечатываю сейчас свою первую катушку PLA, бамбулаб на последних 100г катушки стал себя как-то странно вести, очень часто останавливает печать и выплевывает какашки филамента. Что это может значить? Это на любом филаменте такие приколы в конце катушки или только на российком за 1000р?
>>565873 Спасибо за наводку, погуглил, где логи лежат, позже покопаюсь. Пока что подозреваю, что дело в слишком сильном натяжении филамента: в печатающую голову попадает слишком мало филамента, принтер понимает, что что-то не так, выплевывает этот филамент и пытается загрузить новый. Один раз даже совсем остановилась печать, как при спутывании нити. И когда я вручную подталкивал филамент, проблема тоже не проявлялась. Теперь надо понять, что с этим делать, либо катушка хуево крутится (у меня AMS Lite), либо филамент говно.
>>550421 (OP) Посоны, подскажите по настройке станины для ровного первого слоя у Ender 3 S1 Plus.
По гайдам настраивал много-много раз, но всегда при печати во всю площадь станины (например вот этим тестом https://www.printables.com/model/357714-ender-3prov2s1-bed-level-test ) левый верхний угол слишком низко (сопли формируются вместо печати), а правый нижний слишком высоко (сопло по покрытию скребёт и первый слой прозрачный). ABL при этом показывает пикрелейтед, я в cura добавил в настройки принтера строку M420 S1, для загрузки сохранённого меша, но или он кривой выходит при замерах, или он игнорируется и не применяется, всё равно перепады в высоте по краям станины.
По центру кстати всё заебись, лодочку и детали небольшие печатает нормально.
Привет анонсы. Суть вопроса такая: У меня на работке стоял Picaso Pro 250, стоял задолго до меня и работал раз в месяц по заготовленным шаблонам. Ебланин и печатал неровно. Недавно наебнулся. Назрел вопрос замены. Что посоветуете? Итоговая цель - печать всякой декоративной хуйни, типа пуговиц и деталей для моделирования (самолетики/танчики). Ценники Picaso меня чето не обрадовали, как здесь относятся к этой конторе? Заранее спасибо.
>>566103 >Итоговая цель - печать всякой декоративной хуйни, типа пуговиц и деталей для моделирования (самолетики/танчики). Anycubic Photon Mono M5s Pro 14K.
как думаете, можно ли отлить крепёжный блок для гайки из эпоксидки? положить гайку в формочку, и залить эпоксидку, а потом просверлить сквозное отверстие для винта
>>566116 Лучше вкрутить шпильку и обернуь малярной лентой, и саму гайку заполнить каким-нибудь говняком типа воска, чтоб эпоксидкой не засралось, а том потом резьбу заново нарезать придется
>>566142 ну ненадо - стеклоткань+епаксидка рулят - лет 10 назад сделал крыло и это единственая пластиковая деталь которая осталась на матарошке просто надо понимать что ты делаеш
У меня падают деревья органической поддержки. Я уже и калибровал принтер сто раз, и увеличивал площадь первого слоя, который делается для устойчивости, и добавлял шаг вверх на пару мм при перемещении сопла – все равно падают, и все тут. Другие варианты поддержки сложнее удалять, деревья мне нравятся, можете что-то посоветовать?
Принтаноны, подскажите зелени этого раздела. Вот есть у меня лишние бабки, периодически раздумываю на распродаже ближайшей купить себе адвенчурер 5м, вкатиться, поинтересоваться, использовать немного в быту, но больше как игрушкой. Если что уже кодер с опытом в кадах и с разными техническими навыками. Я совсем конченный, с жиру бешусь и лучше забить, ведь будет неинтересно и совсем запылится? (да ещё и с габаритами своими) Или всё-таки люди с похожей мотивацией как у меня обнаруживали, что штука полезная.
>>566165 Полистав тред, наверное, соглашусь. Но я исходил из того, что я знать не знаю насколько моих навыков в кадах хватит заменить бесконечные покупки всякого рода держателей и фигурок. Поэтому не могу ж я для некоммерческого использования понять есть у меня задачи или нет. А всё же кажется ты прав.
Принтер под кастом техничку и если угораешь по стремлению к качеству своих крафтов "шоб как завод" Если ты не ловишь себя на мысли что вот тут нужна деталь которую я не сделаю/не достану то риск продажи принтака на Авито стремится к 100%
>>566169 >Sla, НЕ fdm Из того что я видел казалось что с узкими соплами и парами растворителей можно было бы достаточный уровень качества выдержать на фдм. Ну и плюс не хочу в противогазе дома ходить.
Фигурками бы просто принтер за несколько штук уже отбился по деньгам :D
>>566170 Ацетоновая баня знаешь ли тоже не прибавляет здоровья да и в целом это просто попытка всё замазать. Для художки фдм не катит хотя бы по причине что давит он колбасу
>>566171 Ну мб пересмотрю своё отношение к фотомолимерной, она, наверн удачнее для редкого использования. И дешевле (сама машина), и меньше габаритами. Но всё равно, вытяжки у меня нет, а без вытяжки это кажется просто самоубийство. А у них отдельный загон что ли, что ты так акцент на sla дал? Думал это общий 3д-печати тред.
>>566175 А что-нить удачное по организации безопасности с сла тут не кидали? Не хотелось бы как маляры обнаружить у себя потом рак мочевого пузыря из-за паров смол.
>>566163 Я примерно с таким же бекграундом как у тебя, только ещё и в кады с трудом могу, принтер прямо сейчас осваиваю - нужен в хобби релоудинг. Без хобби стоял бы пылился.
>>566182 Да, в целом уже убедили даже. Хотя всё еще немного интересно фотополимерное дело просто на уровне фигурок, но кажется этот гемор из-за небезопасности того не стоит...
Приобрёл датчик pt100, да лоханулся с размером самой капсулы. Надо было 3х20, а я взял 4х30. Естественно, в вулкановский кубик оно не лезет. Так ведь не будет ничего плохого, если я рассверлю отверстие ещё на миллиметр и у радиатора 3-4 ребра подточу, и нехай торчит? Пушто блядь правильный датчик стоит ещё на штуку дороже.
Стоп... pt100? Нахуя? Омическое сопротивление ниже, нужны чувствительный спецприблуды или спецраспайка для корректного исчисления. Надеюсь хоть с двумя компенсаторными контактами, иначе вообще непонятно нах. Хотя не, всё равно: НАХ???! Pt1000 долю градуса уловит, независимо от (адекватной) длины провода, это же pt. Да место спайки в десять раз больше погрешность даст, нежелели провод, но и так в пределах нормы. В общем, изволь-ка объясниться.
>>566256 Ну от его пара буквально башка трещит. Да и воняет же прям ПИЗДОС. Я уж молчу о том, что его страшнее, чем бенз хранить, забылся с какой-нибудь хуйнёй и спалил хату (я недавно угарно неспавший завтыкав ебанул кз на 220-вольтовой светодиодной ленте, все целы, автомат почти скрыл мой позор).
Пропиленгликоль тот же вообще в жижах юзают, абсолютно никакой, если сравнивать. Ну и он кажется же вообще не испаряется при комнатной, а то есть и смола по идее в нём как в ловушке заперта, нет надобности заменять хоть годами (собственно не ебу прям точно, если найдётся эксперт, то круто).
>>566257 >нет надобности заменять хоть годами Ну или по крайней мере она в нём не растворится, а то есть под лампой все капли затвердеют и спина болеть не будет. А то чёт хуйню немного написал в таком виде.
>>566253 >>566257 Смысл изопропила в роли омывайки именно в том, что он испаряется. Если ты модель будешь пропиленгликолевой малафьёй мыть - она и будет в этой малафье. Ещё хуже ситуация будет при попытке промыть ванночку. И с рециклингом смолы при таких раскладах можешь попрощаться.
>>566261 Ну и дополню мыло тем, что у нас вроде даже довольно лютую химию можно в толкан смывать, так что по идее и смесь мыла, пропиленгликоля и остатков жидкой смолы... просто выливается в унитаз со спокойным еблом. И спина не болит.
Но потомков, конечно, жалко. Зато какие пиздатые фигурки им достанутся.
>>566294 Да как ты сделаешь эту вытяжку на утеплённом балконе, это ж мостик холода. Да и огромная она. Был бы гараж, я бы не парился, а их ща вообще уже в городе не осталось...
>>566309 Перекрёстные потоки там, где один из потоков токсичный.... Ладно с СО2 там блять никакой особой проблемы не будет при любом соприкосновении, но тут это просто самоубийство откровенное. А рекуператоры в вентиляции квартир и без этого были нерабочей залупой. Мало того на вопрос то нет ответа. Вся эта железяка это всё ещё мостик холода (даже больше в 10 раз чем просто дырка для гофры), его надо перманентно греть. сам ты хохол, гадость такая
>>566313 >Перекрёстные потоки там, где один из потоков токсичный. Да хоть ртутьорганика пополам с VX обогащённая полонием и Новичком, ты вообще в схему не вкуриваешь, я погляжу?
>>566313 >Ладно с СО2 там блять никакой особой проблемы не будет при любом соприкосновении, но тут это просто самоубийство откровенное. Подобрал пикчи для конченных хохлiв, может так станет понятней.
>>566287 Фотополимер в разы сильнее воняет чем изопропил и если осел на поверхность (или в легкие) то ничем не убрать. Ты как вообще печатал или диванный? Дома вообще можно юзать только PLA с FDM принтером по медицинским показателям.
>>566309 Система далека от идеала. Входной и выходной потоки воздуха в пассивном теплообменнике нагреются/охладятся до средней температуры. Т.е. мы сохраняем только половину тепла, остальное придётся догревать электрогрелкой. Т.е. по сути это всё ещё обогрев улицы тепловентилятором с перманентным проёбом денег в форточку. Вот если потоки через тепловой насос связать - уже было бы не так расточительно.
>>566304 Очевидно же, делай тепловой шлюз. Из стены торчит толстая утеплённая труба, внутри шток с двумя задвижками с таким расчётом, чтобы воздух рдновременно перекрывался в двух точках. В закрытом состоянии между ними будет огромная воздушная пробка, и тепло никуда не съебётся. К трубе вентилятор-улитку какой найдёшь. Саму трубу из сантеха сделать, обмотать пенополиэтиленом.
>>566324 У друга в студии стоит. Вроде элегувская смола не была такой вонючей, как ебаный изопропил, но не буду уж прям говорить что смолой совсем не пахло в помещении. Да и смолу не открывали. Просто изопропил уж прям совсем адовый. Заблекпилил, дружище, с оседанием на поверхности. Ну прям изотоп радиоактивный. Эта взвесь на солнце (через стеклопакет) не застынет на поверхности разве?
>>566328 Хуя, такое чудо кажись даже к бризерам не приартачивают, изучу как себе въебашить, спасибо.
>>566316 Вообще я больше о пробоях в перекрёстке говорил, но у тебя на картинке они буквально пересекаются, прям уже, физически. Только конфузишь сильнее.
>>566330 >но у тебя на картинке они буквально пересекаются, прям уже, физически. Я вторую картинку >>566316 принёс именно чтобы неадеватного восприятия не возникло. Но ты нет, ты доебись до столба хохлокартинки.
>Только конфузишь сильнее. Какой ппц. Короче, будешь в конструктив (вопросы, модели), отвечать буду. Будешь срач на ровном месте устраивать -- проследуй в /po/.
>>566330 >Эта взвесь на солнце (через стеклопакет) не застынет на поверхности разве? Хорошо перемешанная смола застынет, а всякие сопли, подтёки и испарения не факт. Тут ещё такая вещь: изопропил быстро испаряется и всё, его нет. Фотополимер в виде испарений же обволакивает всё в помещение и когда осядет то больше никуда не девается.
>>566336 Хочу же юпитер СЕ, он большой, мне чё этого великана в ванной ставить, да еще и срать там во время печати? :D К тому же сам же написал, дома низя, взвесь энивей оседает.
Поставил на нагреваемый столик вместо штатного покрытия стекло, теперь не могу настроить - не хватает закрутки винтов и нужно поднимать сопло на 3мм вверх чтобы всё было заебок. Куда что прописывать в creality slicer?
Нахрена в фотоне вентилятор? Он ничего не фильтрует, только активнее выгоняет вонючий токсичный воздух в комнату. Когда принтер просто стоит выключенный он воняет ощутимо меньше. Или вонь возникает в момент засветки слоя? Энивэй, есть ли от него какой-то толк или лучше его просто отключить?
>>566401 Что значит с высокой точностью? Любой современный будет точно шаги отсчитывать и двигать осями. В начале подумай что ты вообще хочешь, а не "шоб кнопка сделать заебись"
Корочке этот концепт работает, на ибэе купил подержанную mynt3d pro, она умеет в 130-230°С, и прикупил сэмплов филамента ABS, PP, PC, PA, HDPE, PETG. Пока протестил возможность сварки ABS-а, PP-а и HDPE. Полиэтилен варит шустро, можно тонкую бутыль запаять, с PP и ABS значительно медленней, нужно ждать пока сопло расплавит базовый материал детали и потом наплавлять, медленно но работает!
>>566414 >В чём прикол этих шаговиков? Чёткие-резкие, переваривают 48 вольт с охлаждением. А это понадобится, когда будешь их гонять со скоростью 1.5м/с и ускорениями 30к, чтобы хоть какую-то скорость печати после редуктора выдать.
>Да и в редукторах никто люфты не отменял. Ну ты сравнил, блин. Или ты субмиллиметровой печатью заняться решил? У тебя сопла хотя бы 0.1мм в наличии? Потому как если нет, то люфты мимо кассы в сравнении с неоднородностью потока.
Больше проблем даст штатный ремень любой из осей. Чтобы нивелировать воблинг, придётся параллельно ему ещё один кинуть, со сдвигом в полшага (чтобы суммарная толщина колебалась не сильно).
>>566419 Я не задавал тупой вопрос про "точную печать". Изначально формулировка говна и можно хоть сервы захреначить которые буквально портал в бараний рог смогут загнуть, но это не поможет быстро и качественно печатать. Любой современный принтер точный если собран без явных косяков и твой джентльменский набор не сделает магию
>>566420 >Любой современный принтер точный 1) А есть ли в природе драйвера, к которым можно подцепить магнитный/оптический энкодер? Помимо почившего >>565827 пикрила? Если, гипотетически, я обнаружу такой энкодер, который выводил бы показания в нормальном формате?
2) Я помню, SKR и MKS SGen L вроде имели возможность цепануть энкодер шагового двигателя. Хуле не выпускают новых плат с таким хотя бы функционалом? В чём вообще загвоздка, что тот жн Mecharduino хуй куда воткнёшь?
>>566421 Зачем? Не доводи до пропусков и всё будет хорошо. У тринамиков есть детекция пропусков без датчиков, но максимум где юзается это для сенсорлесс хуминга т.к. нет задач. Либо для самых отбитых есть сервы.
Ты из зоны фантазий это берёшь или РЕАЛЬНО столкнулся с проблемой?
Посоны, какие по вашему апгрейды мастхев на ender 3 S1 plus? Расскажите что в нём на ваш взгляд лучше переделать, я так понимаю начать нужно с перепрошивки на клипер с rpi?
>>566401>>566413 >Посоветуйте FDM принтер с высокой точностью (не за миллионы рублей) Практически у любого типичного принтера с дешманскими Nema17 на 1:16 микрошаге размер шага 10 микрон. Это меньше, чем люфты в каретке. И меньше неоднородностей экструзии.
Поэтому какие моторы - примерно похуй. Не похуй на изгиб рельсов/валов, массу каретки и растяжение ремней в сочетании с высокими ускорениями. На больших ускорениях всё это начинает гулять даже если мотор все шаги идеально отрабатывает.
>>566452 Фактор хуяктор Ну вот ты посчитал что с усадкой твоя деталь должна быть на 2 милиметра больше, а принтер напечатал на плюс минус милиметр, заебись да
>>566456 >Ну вот ты посчитал что с усадкой твоя деталь должна быть на 2 милиметра больше А хуй там плавал, усадка неравномерна. Длинные линейные участки стягивают всё напряжение на себя, кольца скукоживаются, фрагменты с частичным заполнением скукоживаются сильнее сплошных. Рафт/брим иногда помогает, иногда вреден. Отверстие может получиться как на полмиллиметра меньше (если его стянет), так и на полмиллиметра больше (если внешний контур пересилит и растянет его наружу). Там просто пизда какой матан, если разбираться. Я шестерни печатал, я этот ужос прохавал по полной.
>>566422 >Зачем? Не доводи до пропусков и всё будет хорошо. Хочу, йопт. Ты соплами выше единицы, видимо, не печатал, раз с таким важным видом даёшь охуенные советы вида "не доводи до пропусков". Очень умный совет. Для школы альтернативно одарённых детей. А теперь, пожалуйста, по теме дай. >У тринамиков есть детекция пропусков без датчиков, но максимум где юзается это для сенсорлесс хуминга т.к. нет задач. По возрастанию ампеража на драйвере, что-ли? И как это реализовать, в случае максимального использования мотора? Ну, например, штатно он ест 2.8 ампера, какие там пики могут иметь место?
>Либо для самых отбитых есть сервы. Да, я отбитый. А теперь, дай советов мудрых, как их (сервы) интегрировать в 3д-принтер.
>Ты из зоны фантазий это берёшь или РЕАЛЬНО столкнулся с проблемой? Столкнулся. Ебётся о капли соплом 1.5 постоянно. Выше какой-то анон юзал, но он давным-давно оффлайн, видимо, принтер ему хату спалил, или на СВО отхъехал. По существу ответишь?
>>566487 Ну, 40-50 я точно не осилю. А чего не лезь, у вас вон по ссылке в ОП-посте так написано привлекательно. В КАД и ардуино умею. Тем более, что для ардуино явно куча готовых решений должно быть.
>>566511 Визуал настраивается в настройках, под капотом мат ядро на выхлопе которого уже рисуется упрощённая графика. Качество экспорта зависит от настроек экспорта. Это не блендер с полигональным моделингом и wisywig.
>>566520 >шинды Не, я видею в виду что солидворкс сейчас не купишь, подешь пиратку ставить, а она возьмет и нахерачит принтер вирусом, который перегреет его или еще ка-то наебнет, в отместку от создателей солидворкса за воровство?)))
>>566521 Есть вариант запускать его из под виртуалки, чтоб после истечения лицензии на новую виртуалку ставить + выходить в нет под новым ип и новым акком?
>>566522 Я думал это плоский рофл. Из камов выгружается модель и уже в слайсере нарезается на УП. Кряк на солидворкс (и солидкам - актуалочка для чпу) делает одна команда в виде каастомного сервера лицензий который работает с лицушным дистром
>>566528 ГПТ говорит что от качества CAD зависит и качество печати, если фрикат будешь юзать, то качественой печати даже на хорошем принтере не добьешься.
>>566534 Как активный пользователь фрикада замечу, что там вот-вот должен выйти релиз v1 со значительными изменениями и фиксом большинства проблем. Конечно, не солидворкс, но уже и не костыли, как 0.х версии.
>>566537 Анон, а подскажи пожалуйста как вкатываться во freecad, а то я пока только модели печатаю готовые, и даже простяцкие правки сделать в stl не могу. Думал блендер пробовать, но мне все знакомы говорят что для 3д печати он не подходит.
>>566550 Да как, как, качай фрикад (RC2, release candidate версию) и делай кубик. Там все интуитивно понятно, интерфейс не такой заебный, как в блендере. На ютубе MangoJelly Solutions for FreeCAD ищи, много годных уроков и гайдов. В целом для КАД надо понимать геометрию хорошо. Кстати, не уверен, что можно готовую stl править.
>>566550 >Анон, а подскажи пожалуйста как вкатываться во freecad, Это ёбаная боль. Если решишь что-то изменить, этот пидор ломает всю топологию. Есть якобы ночная сборка, избавленная от этих проблем, но по факту нихуя не избавленная. Даже компас так не сосёт с проглотом на этом, как фрикад. Окстись. Одумайся. Используй CADы, а не говно, Fusion или SolidWorks, например. На крайняк T-Flex.
>>566550 Если ты не сидишь на линуксе, большого смысла в фрикаде нет. как сказал анон выше, покупай любой другой кад на торрентах.
Блендер это немного про другое, тебе он пригодится как раз только для правок в stl. моделить что-то техническое в нем это немного тупо, хотя я в нем бахаю наброски, но чисто потому что кнопки знаю. ну и еще для моделирования девок развратных он неплохо подходит.
если ты опенсорс пердолик и все-таки хочешь вкатиться в фрикад. То просто смотри видосики с ютуба, как там всякие чуваки делают и повторяй, правда как и в любом каде туторы записывают душные деды, не забывай проветривать
>>566552 > Кстати, не уверен, что можно готовую stl править. Формально можно, но есть нюанс: её надо сначала в твёрдое тело конвертировать. И, несмотря на всякие refine shape, в конечном итоге хуйня получится (в частности — все круги превратятся в 10500-гранники).
>>566572 >Формально можно, но есть нюанс: её надо сначала в твёрдое тело конвертировать. И, несмотря на всякие refine shape, в конечном итоге хуйня получится (в частности — все круги превратятся в 10500-гранники). Кто в курсе, как во фрикаде/компасе восстановить геометрию по этому полигональному телу? Стандартные расширения пробовал, то лимит в 3000 элементов, то дискретно-точечная хуета в пространстве нелебеговой меры, я ебал.
Вышел из комы и тут какие то клипперы по +500м/с и головы по 30 кубов. Собсна суть вопроса такова: -есть ли где либо полные гайды и/или киты на триппер, чтоб поставил и всё заработало чуть ли не болт он? У меня Тронкси х5са и я в своё время пердолился с прошивкой чтоб он нормально работал, а сейчас похоже старый стал и УСТАЛ от пердоликов. прекрасно понимаю, что ни о каких 500м/с речи и бьть не может с моим то кубиком, но чтоб хотя бы 100-150м/с мог дитоли чепятать с текущих 45-60м/с - какую голову купить/собрать. Сейчас недодирект из родного боудена вколхожен, но я хочу качегарить для нейлона/прочих новомодных материалов и ебашить соплом 0,8-1 всякие коробчёнки.
Что там по слайсерам? Какая база-основание для 2к25? У меня кура древняя :3 Куда, по вашему мнению, нужно располагать/прятать шов? В одном месте или раскидывать по модели?
>>566717 Ищи конфиги под клиппер на гитхабе. Пердолить все равно придется, но не сильно. >100-150 м/с Да >какую голову купить/собрать Какую сможешь присрать >Что там по слайсерам? Orca Slicer
ох блядь! наконец то приехала моя сушилка Сука, сколько нервов было потрачено сколько филамента просрано сколько эта 3д ёбань стояла в углу без дела. Постоянно сука застревало. Каждую блядь печать. и поверхность как говно. Щас хуярит модельку. Вроде ещё не обосрался. Подержал катушку 10 часов при 70 градусах, на балконе. Воняет пиздец, в помещение сушить вобще не вариант. Анонче, чо там нового по ФДМ принтерам? Текущая сборка - скелет корексХУеты от тронкси x5saPro с кривыми направляйками, на клипеере и директекструдере от BTT. Есть хоть какой то смысл купить готовую сбоку у китайца? Чего они там придумали нового? Хуялити все вот эти и прочее?
Печатал кто-нибудь соплом 0.2 на K1C? Я уже заебался сопло чистить. Пробовал разный филамент, сушил его, разные настройки печати и температур выставлял - один хуй пробки образуются. Может 6-7 часов отпечатать и всё збс, может через 10 минут с начала печати засрать сопло и печать в мусорку. Не пойму, то ли я с параметрами печати проебался, то ли сопло хуёвое какое-то. С 0.4 соплом никаких проблем нет, всё заебись печатает. Если кто-нибудь печатает 0.2 и нет проблем, скинь, пожалуйста, ссылку где покупали.
Из-за чего угол модели отлипает? Это проблема адгезии или что-то не так с пластиком? И вот еще небольшая рытвина на пик2, это к пластику претензия? Или недо/пере экструзия?
>>566804 все пластики имеют усадку. ABS имеет ахуенную усадку. Пару раз модель просто нахуй отрывало по краям. Лечится активной термокамерой. Суши пластик. Большинство проблем из-за влаги которую он успел впитать, держи катушки в пакете с силикагелем. Или на батарее, лол. Возьми сушилку для филамента, или наколхозь их того шо есть.
>>566805 >1. Адгезия, а вернее её недостаточность Спасибо, уже купил спиртик, буду протирать стол перед каждой печатью, надеюсь поможет. Или нужно помимо этого добавлять что-то для адгезии? >2. Петг? PLA (от производителя НИТ, в качестве не уверен, но вроде отзывов много у него) >>566810 Спасибо, я думал PLA не усаживается и не сильно впитывает влагу, тем более в отопительный сезон. А что из сушилок посоветовать можете? Я бы скорее купил, а не колхозил.
>>566812 а ты поторопись! У китайцев распродажа! С пюрешкой! Взял >>566761 доволен как слон. Не доволен что зажмотил и не взял двойную. Сушил на балконе под сквозняком, справляется. Хотя щас всег-то -3 градуса. Распечатал сегодня художку, збсь, идеально гладко без дырок. Дырки на поверхности это паровые пузыри выходят из сопла.
Ученые в говне моченые: Разработаем износостойкий пластик с наполнителями, чтоб не ломался от звука пердежа @ Иван Говнов с 3д принтером, город Трерь: Высушим пластик от наполнителей потомушто хуёво печятоть ниприятна яскозал
>>566548 Я шарился по строймагу в поисках вдохновения, потом плюнул, купил поликарбонат на озоне внезапно дешевле вышло, чем у местных уебанов с резкой, которые ломили цену за огромный лист+резка накидал 3д модель полную будущей сушилки, отнес dxf и поликарбонат посонам с чпу станком, и получился у меня йоба ящик на 4 катушки за 4 рубля
>>566834 креалити вроде должен легко при желании обвешаться и превратиться в к1 или к1с. Про медведей ничего не скажу, но вроде народ их больше хуесосит
>>566844 > креалити вроде должен легко при желании обвешаться и превратиться в к1 или к1с. Ну это понятно, что можно зашить, камеру поставить, обдув и т.д. Именно по качеству базовой сборки вопрос. Обычный к1 на релизе ругали, что надо болты дотягивать. Но уже много времени с того времени прошло. У меня был Медведь 6 какое-то время, много чего не понравилось, продал. В с1 по обзорам почти всё из этого пофиксили, но какие-то проблемы с прошивкой экрана.
>>566845 у меня к1 не с первых рук, единственная проблема в том, что волнистость при печати имеется, но вроде фиксится за 200 рублей и один вечер, да и мне собственно до пизды
>>566719 Присоединяюсь к вопросу куна выше. Вкатываюсь в 3д печать неделю как, по обзорам Сокрина купил Qidi Q1 pro. Из раздела Q1 в 3д-рекоммендаторе поправил настройку bed, больше ничего не делал и вроде все хорошо, но я могу чтото упускать. Надо ли мне делать вообще ВСЕ калибровки из большого раздела на его сайте - PID, разрешение экструдера, linear\pressure advance ?
>>566853 сам себе отвечу - да, походу придется прогнать всю эту калибрацию. Единственное, на моменте с разрешением экструдера сильно приуныл. На Qidi Клиппер и я вообще не понимаю где у него e-steps, нету такой величины в конфиге. Кто-то сталкивался?
Взял себе вот эту няшку и кучу всякой дополнительной хуйни для вката в 3д печать.
Какая смола (только чтобы её можно было купить в рахе) будет самой крепкой и долговечной пусть и ценой точности (на цену похуй в разумных пределах)? Я пока взял Siraya Tech Tenacious и Siraya Tech Fast-Navy grey для тестов и опробывания, но хотелось бы на принтере распечатать корпуса для всяких устройств и мелкие детали и желательно чтобы они не ломались от косого взгляда.
И почему на фотополимерниках в 99% случаях печатают всякие фигурки?
>>566875 И кста, какие фильтры для маски взять для работы с принтером (сам принтер будет снаружи во дворе, в специально отапливаемой коробке, достаточно далеко от жилого помещения). А2 хватит или брать А2B2E2K2?
>>566875 >И почему на фотополимерниках в 99% случаях печатают всякие фигурки? Потому что фотополимерники говно без задач, только фигурки на них и можно печатать. >но хотелось бы на принтере распечатать корпуса для всяких устройств и мелкие детали и желательно чтобы они не ломались от косого взгляда. Дядь, а ты перед покупкой хотя бы чуть-чуть гуглил про 3д принтеры? Щас бы всякие корпуса из смолы печатать, кек. Я тебе открою секрет, но современные фдм принтеры вполне себе печатают мелкие детали, а если нужна ещё больше детализация, то покупаешь сопло с меньшим диаметром. Да даже сраные фигурки вполне себе печатаюся на современных фдм принтерах.
>>566882 > Дядь, а ты перед покупкой хотя бы чуть-чуть гуглил про 3д принтеры? Я гуглил. Единственный недостаток распечатанной хуйни из фотополимерников насколько я понимаю только в том, что все они горят как спички и это хуй поправишь. Всё остальное упирается в качество (и цену) смолы. Потому и спрашиваю какая будет топ (желательно до 15000 рублей за кг).
Я буду печатать редко и вопросов в дороговизне деталей как бы нет. И да, я прекрасно понимаю, что фдм, что фотополимерник - это игрушки.
И на самом деле проблема со смолой что хуй что найдёшь даже если есть деньги. Хочешь что-то качественное от хенкеля под брендом LOCTITE? Хуй тебе, такое в раху не возят. Только китайское говно остаётся и какое-то непонятное местное (которое стоит в три раза дороже чем китайское и имеет непонятные характеристики).
Вопрос специфический, но может подскажете - залил силиконом на основе платины напечатанную SLA-методом модельку (резина Anycubic Water-Wash Resin+). Вокруг модели силиконом никак не хочет застывать, остается жидким. Раньше заливал другим силиконом другой пластик и все было ок. При чем "недокьюренные" модели оставляют жирный слой жидкого силикона вокруг, полностью готовые поменьше. Что это за реакция такая? Сменить пластик или силикон?
"Поплыла" верхняя часть распечатки. Это где-т 4.3см, общая высота модели около ~19см. Это получается последние 21% процент так печатается. Собственно заметил это же на других моделях, не таких высоких, аналогичная тенцендция - плывут и сопливят последние 20%, Но, если модель более широкая, то плывет передний правый край (если смотреть на модель сверху), и я так понимаю что если модель менее 4см высотой этого не происходит
>>566923 Соответственно фотка калибровки для linear advance. Спекся правый передний угол, ну и в остальных местах сопли. Калибровка откатов - живого места по соплям я так понимаю нету вообще?)
>>566923 >Но, если модель более широкая, то плывет передний правый край
Да здесь, предположительно, очевидно в чём дело, кулер обдува модели наёбывается по перегреву. Заменяй его полностью. Ну или на первое время машинного маслица на подшипник капни.
>>566920 Силиконы на платиновой основе не любят содержания серы и некоторых других веществ в составе заливаемых моделей. Попробуй покрыть фигурку перед заливкой лаком, например
Занимался калибровкой z_offset. Это не помогло убрать "ноги слона" в основании кубика. А в буквах еще вылезли "папилломы") скорость, ускорения и температуру не менял - с какими настройками эта проблема может быть связана?
>Какой именно? Самый дешевый 3D принтер ANYCUBIC Photon Mono 4.
>Вкатываться лучше с FDM Неее. Мне именно фигурки надо. Хочу красивых тяночек. А на пласти как я понял надо сопло 0,01 что бы хотя бы примерно было похоже. + Термокамеры вроде какие-то докупать. Кр4 слишком дохера заморочек, а результат все равно хуже. Единственное что я вообще не могу в 3д моделирование, и дешевле будет вкатился в пластик.
>>567000 Должен. Я не использую его по прямому назначению. Сла принтер на много проще по механике чем фдм, там выбор стоит только в разрешении и диагонали + что бы не было вопиющих багов прошивки
>>566994 > Термокамеры вроде какие-то докупать Для смол тоже очень важна температура печати. Чем жиже смола, тем быстрее и лучше она будет печататься, но выше 35 градусов обычно не рекомендуют печатать. Плюс проблема в том, что ты откалибруешь принтер допустим для 25 градусов, а при 20 смола уже будет гуще и распечатки выйдут в разы хуже (либо вообще зафейлятся). Ну и перепады температур тоже будут видны на изделии (до такой степени, что даже хуёвые нагреватели в термокамере будут фейлить тебе фигурки).
Я бы сказал, для SLA печати термокамера даже важнее чем для FDM.
>>567018 Закрытой крышки недостаточно, нужен ещё обогреватель (особенно для крэпких густых смол). А он сейчас (встроенный) есть только вроде в одной дорогущей модели, у остальных надо городить самому. Причём желательно не какой-нибудь включающийся-выключающийся термостат (он будет оставлять полосы на модельке https://www.youtube.com/watch?v=Xjy1xqtln-o ), а полноценный PID-регулятор температуры.
трщи, кто-нибудь имел дело с 3d-принтерами Creality? сегодня три часа пытался заставить ихнюю програмку увидеть девайс на вакомовском ноуте-планшете, так ничего и не вышло
мошт есть какие-то коммьюнити счастливых обладателей? нагуглил только пару тредов на реддите, не помогло
>>567036 Главное на холоде не печатай (и желательно без сильных перепад температур во время печати). А то только одни фейлы выходить будут и сразу впечатление испортишь.
сканер блин, сканер, Otter новенький, в пленке воткнули в целевой девайс - винда видит камеры, родная софтина не видит, scanner undetected
воткнули в другой ноут - все сразу типтоп
а дальше я ебался с нужным девайсом три часа, вставлял в реестр ключи руками, выдавал винде разрешения на доступ к камере, откатывал creality scan на все доступные старые версии, отключал все встроенные камеры, через powershell удалял WindowsCamera - ничего не помогло
>>567041 Ебать ты лох. Сканеру нужно нормальное питание и порт 3.0. На многих говнокомпуктерах все сделано через жопу. Тупо пробуешь другие порты или другой пека. Никаких драйверов там не надо, все работает из коробки. Сканер кстати параша, сливай пока не поздно и копи на раптор.
>>566816 Уже привезли! Кайфовый девайс, очень компактный, на секунду даже показалось, что меня наебли и доставили версию на одну катушку. Вони не чувствую, пахнет просто как китайская техника, как мультиварка какая-нибудь. Но это я PLA сушу, может с PETG больше вони будет. Небольшой рев вентиляторов присутствует. Ну а как в деле себя показывает время покажет.
Я прогрелся, а заодно избавился от геммороя в виде старого дрыгостола с марлином, неработающим экструдером и без всяких датчиков вообще. Оснастить старый принтер клиппером, всеми датчиками, вайфаем, термокамерой и прочим выйдет наверное тыщ в 20-30.
>>567122 Это самые говеные платы, на которых все припаяно и хуй что добавишь и изменишь. Датчики это акселерометры, датчики наличия и запутывания филамента, датчики калибровки стола и естественно место на плате куда все это втыкается.
>>567123 Ты не смешивай плату хоста и mcu, в заводских клиппер принтерах просто две платы склеены в одну. В качестве mcu может работать практически любой стоковый утюг
>>567124 Т.е. чтобы сменить марлин мне нужно две платы покупать, чтобы все воткнуть? А если брать не говно из китайских подвалов, а хорошие решения то наверное это будет немного больше чем 2к, правда?
>>567125 Гугл забанили? Вместо марлина устанавливается тонкий кусок клиппера ака mcu и ставится рядом одноплатник ака хост который всё считает и на плату по уарту выдаёт команды на шевеление осями
>>567127 В покупных клиппер принтерах всё то же самое только обе части на одном куске текстолита. Получается та же нищая история внезапно, а порой ещё и анально огороженная
>>567186 Я применял когда делал переходник RCA-TS, типа пикрила, вокруг навазюкал пластмассы, потом напильником уровнял. Ну и в таком духе в общем, что-то уровня клеевого пистолета.
>>567217 Вот совет: не покупайте это. Будет как с выпуском MK3 - мудак прюша выкинул в продажу недоработанный принтер, а потом продавал наборы для апгрейда по 50-100 баксов. А апгрейды там такие, что можно лицо фейспалмом пробивать. И так до МК3.9S.
Подскажите, пожалуйста - печатаю цветной PLA. Если отламывать от модели поддержку, то остаются белыеследы. Аналогично, если срезать что-либо. Почему так? Это проблема сырого или некачественного прутка? Или это на любом цвете pla так будет кроме черного или что?
>>567132 Ебанутый? Пик подключается к какой угодно плате. Весь обвес включается в пик. А "заводские" платы с клиппером это кек. Вот это я удивился, когда осознал, что на нептуне 4 про клиппер патченный и анальноогороженный, из-за чего автолевелинг мозги ебёт.
>>567549 3д-печатью занимаются благородные доны которые не посмеют нарушать швятые патенты. Так что жди 20 лет и потом возможно (если не выйдут новые патенты) и добавят тебе эту фичу.
>567559 Разрабы слайсеров ленивые уебки. Сделали радиусные мосты без поддержек - ноль реакции. Твои черепичные слои тоже. Динамическое изменение температуры тоже. Сраную гравировку лазером в клипер не могут добавить 5 лет. И я уже молчу о многоцветной печати. Там вообще поле непаханное. >>567565 Ты похоже петг с нейлоном перепутал.
>>567504 да вот попробовал вчера пьезозажигалкой например. Нужно очень быстро и точечно работать, нужна узкая область воздействия. Может фен строительный с узким соплом поискать и с хорошим контролем температуры
>>567532 то есть пластик "внутри" - на сколах и отломах всегда будет белый из-за механических и химических свойств? бле печально. А это только PLA касается или вообще любого печатаемого материала?
>>567590 Да съеби ты уже нахуй со своим говном за 2к, мужики то не знают и на топовых принтерах ставят платы за десятки тыщ, вот бы им послушать долбоеба с двачей.
>>567612 >мужики то не знают и на топовых принтерах ставят платы за десятки тыщ, вот бы им послушать долбоеба с двачей. Миллионы мухжуков не могут ошибаться.
>>567612 Какие мужики? Под апгрейд никто не будет всё-в-одном покупать, это шиза. Там обычно не сменные драйверы и часто бывает нетрадиционная конструкция, вспоминая тот же нептун, его проц хоста и память на которую просто так не накатить то, что хочешь. Производители почему не ставят? Потому что им сделать плату на которой будут распаяны и хост и контроллер и драйвера, типа того что ты принёс тут >>567132 на первом пике, дешевле, чем собирать на разных платах. Продаётся оно тупо как зип, какой-то кастом на этом ваять – большая боль дырка задница, никакой документации, нихуя. То, что ты принёс тут >>567132 на втором пике – нормальное предложение. Одноплатник + новая хорошая плата будет стоить столько же. Только непонятно, нахуя менять плату с драйверами, если она устраивает? Если не устраивает и хочешь клиппер, то бери это. Внутри оно работает точно также, как и классика с двумя платами, ну вот вообще никакой разницы.
Походу, пора этот тред перемещать из этого раздела. Какие-то совсем далёкие от техники приходят и начинают выёбываться.
>>567624 Шиз, что ты несешь, какая еще документация на готовое изделие в которое прошивка заливается и работает. Может производителям также нужна полная документация на акселерометры, оптические концевики и прочее? Ой нет, они просто покупают готовый продукт и используют как есть. Так же и с платами ничего не мешает это делать, ведь по твоему мнению есть охуенные и дешевые и не нужно заморачиваться с собственным производством и РНД. И все довольны - покупатели всегда имеют возможность задешего поменять платы, а производитель не парится по поводу запчастей для него тоже все дешего. Но нет - дураки делают свои платы по цене в разы выше твого "дешевого и хорошего". Ты ебанько даже с простой логикой не дружишь, а еще пиздишь что-то там про технические знания.
>>567654 >Но нет - дураки делают свои платы по цене в разы выше твого "дешевого и хорошего". Что тебя смущает? Они пытаются во вкат на уровне плат управления, не вывозят конкуренции с нормальными платами, и с лёгкой обиженкой пытаются окупить приобретённые производственные мощности за счёт лоха-покупателя, попутно лепя на свою говноподелку шильдик "илитного" изделия.
>>567882 На первые слои выставляется завышенная экспозиция что бы сцепление с базой было хорошим. Как следствие слои у базы расплываются из-за паразитной засветки (она есть всегда, но на первых слоях воздействие дольше)
>>567888 С этим вполне можно бороться. Платная версия lychee умеет это делать изкаробки, для нищенок есть бесплатный софт для пост-обработки выхлопа слайсера. Нужно только несколько тестовых деталек распечатать и определить степень "расплывания".
Тут больше проблема будет в том, что при отрывании детали можно эту самую базу повредить, если она прилипла слишком сильно. Потому для хрупких смол луше совсем не печатать от базы.
Брос, поставил тут сопло 0.8 на своё говно 3 и прихуел маленько. Сначала боролся с MAXTEMP и THERMAL LEAK, когда перешел на петг, а теперь вылезли недопечатывания какие-то посреди слоя. Жалко, сфоткать забыл и закрыл уже в корпус от глаз подальше. Там целый кусок стены из соплепаутины получился, а не как должен, хотя вся остальная модель норм. Я думал, что кура всё искаропки учитывает при смене сопла и пластика. Да и на 0.4 такого не было. Это нужно поток калибровать? Или поменять слайсер на человеческий?
>>550421 (OP) Я тут мимо проходил, но мб подскажите. Можно ли напечатать почти плоскую пластину 80х50х2 и добиться прозрачности как у акрила или хотя бы в ~70%? Из того что я нагуглил мне нужно искать человека с принтером sla и просить его печатать из resin. И вообще подходит 3д печать под такую задачу? Я бы мог выпилить на станке из акрила, но там встаёт другая проблема, заебусь скругления делать. Пикрил как пример. Сами модели у меня есть
>>567982 SLA осилит такое. Но там есть несколько моментов: 1) Смолы относительно хрупкие. Если будут большие нагрузки, то соснёшь. 2) Готовые изделия довольно чувствительны ко влаге и уф. Из-за обоих факторов они будут становиться более хрупкими (а так же усаживаться) со временем. Проблему можно решить покрытием детали прозрачным лаком. 3) Усадка. Но это уже ебля того кто будет печатать. Хотя могут и нахуй послать, если тебе прям точные размеры нужны. 4) Ядовитость смол. Если деталь будет соприкасаться с пищей или быть в постоянном контакте с кожей, то сразу забудь.
>>567983 >Если деталь будет соприкасаться с пищей или быть в постоянном контакте с кожей, то сразу забудь. Будет подвергаться температуре до 80°, часто соприкасаться с рукой. В целом именно прозрачная она мне необязательна, можно полупрозрачный черный. Ну и ядовитость думаю не проблема если покрыть деталь чем-то вроде лака?
Что там по покраске абс пластика - стоит ли покупать аэрограф, если надо покрасить напечатанные детали, но очень редко? Что посоветуете из красок? Говорят, акриловые норм.
Есть краскопульт и компрессор, литров на 25. Но траблы с пригодным помещением под покраску.
>>568157 Из балончика крась, разницы не будет. 99% акриловых красок сугубо декоративные, т.е. никогда не отвердевают до конца, если покрашенный предмет положить на тряпочку, то через неделю прилипнет. Абс хорошо красится, т.к. растворяется ацетоном. Реально прочный износостойкий слой краски можно получить только автоблядскими красками, там тоже акрил, но получше.
>>568167 Суть в том, что там краски прям стойкие и не нужны (если не считать всяких рапторов и прочее полиуретановое говно). Там используются стойкие прозрачные лаки, которыми можно покрывать и детали с принтера.
>>568169 Я кароч говорю, что краски и лаки лучше покупать в автомагазинах, потому что в остальных магазинах лаки такие же всратые как и краски, ничего хорошего, пока найдешь нормальные, охуеешь
И да, не стоит покупать краски для наружного применения, они как раз более пластифицированы, для того чтоб не страдать от перепадов влажности/температуры, поэтому более мягкие и тоже легче проковырять механически
Каким образом из g-code запустить макрос во FluidNC? http://wiki.fluidnc.com/config/macros#run-via-command ничего об этом не говорит. Допустим, есть macro1.g . Хуле с ним делать-то? Запуск макроса из WebUI для легаласов, оно мне не нужно, только g-code, только хардкор.
>>568342 Ежели ты прямо в конфиге забил макросы то исходя из доки (я не гонял так, только через ран файл) Send $Macros/Run=<macro number> or $RM=<macro number> like $Macros/Run=0 or $RM=0
>>568347 >>568348 Не-не, мне нужно что-то вроде N050 G66.1 P100 X5.0 или M98 P100 , ну, короче, чтобы именно внутри файла с g-code выполнялось. Из консоли запустить-то без проблем, но это не то совсем. Я же не могу в g-code обернуть "$" и иже с ним. Мне бы просто пример g-code, в котором исполняется (произвольный) макрос.
>>568351 >Он и будет исполняться из файла. Эти команды не валидный гкод по стандартам, но специфичный для флуиднц. Его можно спокойно писать в файл уп >В т.ч. можно выполнять на контроллере гкод из файла который будет выполнять гкод из файла >>568352 > >В т.ч. можно выполнять на контроллере гкод из файла который будет выполнять гкод из файла
О_О Проверил. Охренеть, а так можно было?! Анон, спасибо. Понимаю, что со стороны выглядит тупостью, но два дня как баран пытался завести через всякие специфичные команды от Fanuc-а до узкоспециализированных систем, но в то, что в gcode можно совать команды в таком формате даже проверить не удосужился. Поверить не могу. Блин, спасибо! Благослави тебя Эбен Аптон на нескончаемую миску риса, и да упадёт на тебя миловидная кошкажена!
челы серезный вопросик назрел... как делают такие соединения ? или даже вопрос такой как соединение сделать понятно на прямой модельке разрезы выставить, а потом соединения добавить но как так согнуть что бы везде был выверенный зазор между детальками и они не спеклись ? есть какие-то видео на примете или статьи почитать ?
Анон, помоги советом пожалуйста. Мне нужна деталь, прототип. В какой программке мне надо её нарисовать чтобы потом отдать анону на печать? Где можно расчитать спроектированную деталь на моменты сил, чтобы не лопнула от нагрузки. Какой материал наиболее прочный и в то же время лёгкий? Подскажи хотя бы направление куда смотреть
>>568645 Толком провести симуляции с 3д печатными деталями невозможно т.к. это не монолитное литьё, а колбаса с не 100% заполнением и спекаемостью. Для технички любой сапр подойдёт. Форматы от stl до 3mf.
Тебе нужно больше знаний о 3д печати. Это не магия а копромисс
>>568645 Если нужна максимальная прочность с минимальным весом, я бы печатал специальной Cast Resin в SLA-принтере, а потом отливал каким-нибудь алюминием. Правда тут уже толщина (и структура в целом) детали зависит не только от нагрузок, но и ограничений литья. Насколько рукастый литейщик, используется ли вакуум при литье и т.д. Ну и будет это в разы дороже. Сами литейные смолы довольно дорогие, плюс затраты на гипс, электричество (или газ) для нагрева формы и металла.
>>568648 >>568645 Всем спасибо за ответы, двигаюсь дальше >я бы печатал специальной Cast Resin в SLA-принтере, а потом отливал каким-нибудь алюминием В том то и дело что нужен 1 прототип чтобы понять стоит ли дальше заморачиваться, поэтому об литье из алюминия речи пока не идёт
- ПЕЧАТАТЬ а не ЕБАТЬСЯ с принтером - качество печати, хочу печатать всякую мелкую декоративную штуку (фотополимер идет нахуй, не хочу работать со смолой дома) - закрытый корпус (enclosure) с фильтром - не хочу собирать сам
Что-то лучше чем p1s уже изобрели?
(также недавно вроде k2 вышел, но он стоит как крыло от самолета)
>>568681 P1S проверенный вариант, но дорогой, если деньги есть бери. Я себе взял QIDI Q1 Pro в два раза дешевле, закрытый с активной термокамерой, но без АМС, собственное мне для тоже для редкого домашнего использования, посмотрим прогадал ли.
>>568935 Все нормальные люди давно уже покупают бамбулаб или аналоги и печатают, а не ебутся и только нищие фрики до сих пор ковыряют свои дрыгостолы на марлине из 2017го. Бамбулаб перевернул индустрию и производители теперь клепают его клоны усиленными темпами.
>>568947 А зачем оно вообще нужен? Старый добрый абс ничем не хуже если принтер закрытый а стоит в разы дешевле. Для 90% вещей печатаются АБС. Где нужно попрочнее PA-GF30. Ну и катушка ТПУ может изредка пригодится. Остальные филаменты и не нужны.
Какой же полистирол листовой калище, но дешёвый. Буквально пожалел подачи и эта хуйня начинает плавиться, намотало стружку на фрезу тоже, сверлить приходиться с отводом, 3х и 4х заходные фрезы сразу нахуй. В итоге с горем пополам однозаходная на 5к оборотов с подачей .15 на зуб даёт +- стабильный результат. Если можете взять оргстекло, то полистирол сразу в помойку
>>567056 У меня есан отъябнул через 6 месяцев нерегулярного использования, но я так и не понял нахуй ее купил.Положняк такой - если ты живешь в хруще/избе или мамка/тянка на кухне постоянно кашеварит и нет вентиляции - тогда да вещь нужная (но опять же должна ебашить все время), а так хуйня без задач
Сап двач, как ты печатаешь этим сраным ABS? Вообще самый худший пластик на свете. Взял только сегодня 4 кило. Свежий, новый, высушенный, поставил 2 катушки в два своих принтера. Хочу распечатать 2 Йобы с базой 30*30см. Как же я заебся. Отклеивается от стола, каприхзничает, кукожится, трескается. Рил поделитесь опытом. Всякими PETG печатаю проблем в жизни не испытывал. Это же говно будто специально проклато.
>>569183 >У тебя есть? Обе пассивных есть. >Звучит как от неравномерных усадок у тебя и идет все по пизде. Ну да ABS усаживается. Это не сюрприз. В том и вопрос как с этим бороться или избегать.
>>569181 >Сушка + Qidi Q1 Pro >3D-принтер QIDI Q1 Pro — компактный, настольный 3D-принтер с областью печати 245x245x240 >Надо распечатать 30см на 30см Ну хуй знает. По моему тут что-то не так.
>>569184 Ну если пассивная у тебя не спасает, то покупаешь примерно такое, добавляешь вентилятор, терморегулировку и пробуешь. Запитываешь отдельно, регулировка тоже отдельно, включаешь на время печати, стабильные 60 градусов во всей термокамере должны помочь.
>>569186 Не тупи, у меня пассивная термокамера. Причём тут керамичческий нагреватель? Причём тут обогреватель камеры? Стол 30 на 30 видел коггда-нибудь? Думаешь пиздюлька 5см лучше согревает? Ты серьёзно? >30х30 да еще с активной термокамерой, С пассивной. Давай не будем душными. Просто дай мне советов и я уйду. Если ты не знаешь как печатать так и скажи.
>>569189 Я дал тебе совет, не веришь мне - замерь температуру в своей термокамере в разных точках и посмотри на значения - стабильных 60 градусов по объему там не будет. Более того, в момент начала печати камера даже близко нормально не нагреется т.к. принтер начинает печать когда нагреется стол и сопло, а не камера, принтер же с активной термокамерой начинает печать когда и камера вся нагрета.
Короче, я тебе все расписал и разжевал, можешь продолжать как баран делать одни и теже действия с одним и тем же результатом, отрицая реальность.
>>569189 >С пассивной Что с пассивной? Я не про твой принтер если что писал, я писал что принтер 30х30 да еще с активной термокамерой стоит ДОРОГО и привел ссылку на такой принтер, чтобы ты примерно понял масштаб цен.
>>569189 >Думаешь пиздюлька 5см лучше согревает? Какая разница какого размера пиздюлька если в случае электрического нагревателя важна выделяемая мощность или ты думаешь, что 200ВТ маленькая пиздюлька будет греть хуже чем 200Вт большая пиздюлька?
Короче, я так понимаю я разговариваю с каким-то тупым ебанатом, который даже основ не понимает того о чем пиздит. Пока чел, далее что-то советовать тебе не вижу смысла.
>>569191 >Я дал тебе совет Ты ничего не дал. Ты скинул ссылки на какую-то бесполезную хероту. Даже не узнав есть ли оно у меня уже. Зачем? Даже если у меня этого ты охжидал что я пойду покупать? >замерь температуру в своей термокамере Всё стабильно, спасибо. А советы будут? >принтер же с активной термокамерой начинает печать когда и камера вся нагрета. Ты рекламщик что-ли долбоёбов с принтерами за 1.5 миллиона? Я не понимаю. Зачем ты пишешь какой-то бред сивой кобылы? Ну да принтеры с активкой хорошо. Спасибо, я это без тебя знал.
>Короче, я тебе все расписал и разжевал, можешь продолжать как баран делать одни и теже действия с одним и тем же результатом, отрицая реальность. Ты написал какой-то лютейший бред про то что я немедленно должен купить принтер за полтора ляма. Можешь пожалуйста в жопу себе такой совет засунуть. Спасибо. "Не печатает пластиком, ну копи новый принтер." Ебать дебил.
>>569193 >Анон как печатать ABS >я писал что принтер 30х30 да еще с активной термокамерой стоит ДОРОГО и привел ссылку на такой принтер, чтобы ты примерно понял масштаб цен. Ебать ты конч конечно. Тут есть хоть кто-то кто сможет на вопрос ответить, а не ссылки на принтер мечты кидать?
>>569195 >Всё стабильно, спасибо. Ага, все стабильно, но модель от усадок корежит. Хуя тут ебанты водятся, отрицающие реальность. Что там у тебя стабильно? Ты замеры делал или по ощущениям твоей жопы это определил? У тебя по факту нестабильно, но шиз продолжает нести хуету.
>>569196 Помещение это просто слово, там идет расчет нагрева объема, конченый. Ты реально читаешь и нихуя не понимаешь о чем написано в посте.
>>569197 Тебе уже все сказано - для огромных моделей нужна активная термокамера, конч, но у тебя же все стабильно и стол магическим образом нагревает камеру по всему объему до "нужной" температуры... но печать все равно идет по пизде. Что же тут не так.... мммм.
В жизни есть один закон - долбоебы должны страдать. Старадай, лол.
>>569200 >Ага, все стабильно, но модель от усадок корежит. В закрытом прогретом принтере! Да блядь я померял температуру 6 разными датчиками. Всё хорошо. Прекрати читать жопой уже еблан. >У тебя по факту нестабильно Что нахуй может быть нестабильно в закрытой термокамере ёбаный ты об дерево? Ещё посоветуй 60 датчиков повесить ебанат. >Помещение это просто слово Слово которое не относится к теме. 400 ваттный стол прогревает камеру лучше 5см обогревателя. Какие блядь вопросы? Считаешь что что-то не так? Иди температуру померь. >Тебе уже все сказано - для огромных моделей нужна активная термокамера Ахуительные истории. Тоесть ты не знаешь нихуя, но решил прийди и спиздануть что-нибудь про дорогие принтеры, алиэкспресс и бамбулаб.
>>569203 >Да блядь я померял температуру 6 разными датчиками. Какая жирнота, хуятчиками ты мерил, я уверен что ты не измерял вообще нихуя. Есть простой факт - у тебя модель идет по пизде и есть еще один простой факт - печать АБС в активной термокамере с 60 градусами идет идеально. Но ты продолжай воображать, что ты тут самый умный, лол. Ебанат даже грамотно писать не умет, изъясняется как деревенщина и строит из себя спеца, правда у которого все почему-то ничего не получается.
>>569206 Какие пруфы долбоёб? Записку от мамы? Или чё? Давай так, я уже печатал PLA, PETG, ASA, HIPS... TPU, GUMMY, WATSON, BFGUMMY, BFLEX, FLEX, CARBON, SOFT TPU... Никогда у меня никаких проблем небыло. Только ABS мозги ебёт
>>569208 Забей, это местный клоун в треде, продаёт бамбуки. В принтерах не понимает ничего. Пили параметры печати, слайсер и принтеры. Будем смотреть что не так. Ещё производителя ABS напиши.
>>569209 >параметры печати Стол 105-110 Сопло 260 >слайсер Orca >принтеры FlyingBear Reborn 2 Creality Ender 3 V3 plus (не путать с мелким) С камерой, уже с керамическим соплом.
>>569180 Элементарно. Нужен закрытый принтер. У меня кривой косой реборн2. Подогрев камеры не обязателен, при 110С на столе принтер и так прогреется до 60С. Ждать полного прогрева камеры не нужно. Обдув небольшой но постоянный. Скорость печати туземун. Стоит 120ммс, ограничивается только объемным расходом, на ZS Plus Volcano это 28мм3 Усадка 0.6% Печатать на стекле с энтеродезом. Если не хочешь часто менять стекла то нужен скрипт на охлаждение 1 градус в минуту. Но это только для очень больших моделей. Кайма или mouse ears очень помогают. Пластик самый дешманский отечественный. Температура 280 для черного и 270 для натурального. Но последний все равно подгорает местами. Сушить по ситуации. Ну будет чуть сопливить, на прочность не влияет.
Anycubic Cobra 2 Pro Сопли-паутина, причем на калибровочных моделях все ок В проприетарном AnycubicSlicer нельзя отрегулировать ретракшон, там типа встроенное значение правильное и по гуглу у всех решалось переездом с прусы или куры на проприетарный слайсер
А у меня нихуя Плоские детали - сопливит, причем с самого начала
Нозл(0.2 с али латунь) недавно менялся, принтеру пару месяцев и я ничего так и не печатал PLA от Anycubic
Подскажите, правильно ли я выбрал материал: Есть несколько деталей, которые будут друг с другом соединяться посредством шарниров и еще будет несколько проставочных/стопорных колец. Основные детали (для тестового образца, без заполнения) - PLA. Соединительные детали - Nylon. Нужно что-то прочное, что сможет в подвижные соединения.